一种铝及铝合金钎焊用的钎剂及其制备方法与流程
1.发明属于钎焊材料技术领域,具体是涉及一种铝及铝合金钎焊用的钎剂。
背景技术:
2.铝合金钎焊用钎剂目前市场批量应用的主要分为
①
氟铝酸盐类、
②
卤化物盐类、
③
氟铝酸盐与卤化物盐的混合型三类。
3.第
①
类:氟铝酸盐类的铝钎剂以氟铝酸盐m
1-3
alf
3-6
(m=k、cs、li)工业应用最常见,其中又以氟铝酸钾(kf-alf3)的铝合金炉中钎焊应用最为广泛。
4.1963年一篇荷兰的专利首先提出了利用kf-alf3共晶盐作为铝用钎剂,其主要成分为kalf4。kf-alf3钎剂具有去氧化膜效果好、不潮解、无腐蚀、焊后不用清洗等优点。kf-alf3钎剂的出现,解决了部分传统氯化物钎剂易潮解,焊后残渣腐蚀性强的问题,很快被推广采用。主要应用在汽车空调铝蒸发器、冷凝器、水箱等微通道换热器的炉中钎焊。这类钎剂的缺点是,氟铝酸钾钎剂对含镁铝合金的钎焊活性较差,因钎焊加热过程中,铝合金中镁元素扩散至表面,形成mgo等物质毒化了氟铝酸钾钎剂的活性,通常炉中钎焊铝合金,mg元素量不能高于0.5 wt%。
5.氟铝酸钾中添加铯盐可以提高活性,使得6061或6063铝合金可以实现钎焊,但是含镁量高的铝合金如2a12和5a12任不能实现钎焊。铯原材料价格高昂,也是制约大批量应用一个因素。另外一个缺点是钎焊后钎剂残留物多,不易去除,影响一部分工件影响焊缝外观质量判断,另外需要喷塑、铝阳极氧化等后续工艺要求的工件,或出现焊缝周围涂层难喷涂,附着力低等问题。
6.第
②
类:卤化物盐类为基体的铝钎剂,主要以氯化物和氟化物为基体的复合盐。由于其含有离子态的cl和f,钎焊后残留物有较大的吸湿性,而氯离子对铝合金母材有很强的腐蚀性。工业上应用这种钎剂时,钎焊后必须有清水冲洗,甚至酸洗。这类钎剂的优点是活性高,一些钎剂配方,对高镁铝合金如2a12和5a12等都可实现钎焊。缺点是为了解决铝钎剂焊接活性问题,一些高活性配方中加入了pbcl2,cdcl2,cucl2等重金属离子(中国机械工程学会焊接学会焊接手册第1卷p381),而铅pb、镉cd的使用,更是不符合国家标准(gbt 26572-2011 电子电气产品中限用物质的限量要求)要求,一些厂家在使用这类钎剂钎焊电子产品,电气家电产品有镉超标高风险。对于出口企业,也是不符合欧盟rohs指令要求。而《钎焊手册第2版(p40)》中介绍的钎剂配方更是加入了高剧毒的tlcl。铊(tl)有剧毒,不利于钎焊工人的健康,和市场应用推广。申请号 cn201610422965.9一种用于钎焊稀土镁合金的钎剂及制备方法,其所述各组成的质量百分比为znf
2 1.0-5.0%、zncl
2 6.5%-9.0%、naf 4.0%-6.5%、lif 1.0%-4.0%、nacl 8.5%
‑ꢀ
15%、licl 25%-45%和余量为kcl。它解决了不使用重金属及高毒性元素的问题,但是存在熔点偏低,活性温度在350℃~475℃,适合与镁基钎料的钎焊。工业上钎焊铝合金使用最多的铝硅钎料,活性温度不匹配。另外使用了zncl2和licl,对于成品粉状钎剂的易吸潮结块而影响储存周期和使用的问题,没有更多的优化解决。申请号:201510339134.0发明的一种钎焊镁及镁合金用的钎剂,其所述各组
0.05~20%、 licl 4.0~30.0%、kcl 25~50%和 nacl 10~35%;以上组分中kf-alf3为市销的氟铝酸钾,其主要成分为kalf4、k2alf5及k3alf6的混合物。
12.所述有机粘合剂载体包括水、丙二醇和羟丙甲纤维素hpmc;所述膏状钎剂按照质量百分比计的组分包括:水3.5~15.0%、丙二醇15.5~35.5%、羟丙甲纤维素hpmc 0.05~1.5% 、粉状钎剂50~80%。
13.一种铝及铝合金钎焊用的钎剂的制备方法,所述该制备方法为:步骤一、粉状钎剂的制备,将粉状钎剂中的各组分在110~125℃温度下烘干脱水,再将粉状钎剂中的各组分混合后球磨5~15h,颗粒粒径控制在50um以下,制得粉状钎剂;步骤二、有机粘合剂载体的制备,在配料搅拌器中加入水和丙二醇,边搅拌边加入羟丙甲纤维素,搅拌30~60min,放置10-24h进行溶胀,溶胀后再次搅拌30~60min,得到有机粘合剂载体备用;步骤三、膏状钎剂的制备,在配料搅拌器中搅拌经步骤二得到的有机粘合剂载体,边搅拌边加入经步骤一得到的粉状钎剂,搅拌30~60min分钟后制得成品膏状钎剂。
14.上述步骤二中溶胀的意思是高分子聚合物在溶剂中体积发生膨胀的现象。
15.按照上述粉状钎剂配方配置,同样具有优良的钎焊性。铝硅、铝硅铜、铝硅铜镍、铝硅锌等铝基钎料可以单独蘸取粉状钎剂,或者将粉状钎剂预先覆盖在钎料上,然后进行加热,也可以进行良好的钎焊。但是由于zncl2和licl的强吸湿性,粉状钎剂容易结块,难易长期保存。因此再经过优化,将粉状钎剂与“有机粘合剂载体”混合配置成膏状,方便产品长期储存。在工业应用中,膏状钎剂更利于铝基钎料的蘸取,或者可以通过尖嘴瓶,点膏到焊缝处或焊环上使用,膏体自带的粘性,火焰钎焊应用场合,相比粉剂,膏状助焊剂更加不容易被火焰吹散、吹落。
16.发明具有的有益效果:(1)以licl
‑ꢀ
kcl-nacl和kf-alf
3-kcl两种混合体系为基体,添加kf、lif、znf2、k2sif6和khf2等多重去膜剂,再添加界面活性剂zncl2,得到活性温度在500℃~630℃的钎剂。本发明的钎剂可以用于铝硅4047、铝硅铜、铝硅铜镍、铝硅锌等铝基钎料钎焊铝及铝合金,工业上常用的1050,1060,3003铝合金,含镁或高镁的铝合金如6063,6061,2a12,5049等都实现钎焊,具有优良的去氧化皮及润湿性能,有较大的市场应用范围。
17.(2)配方中不含有毒有害及重金属离子元素,如:pb、cd、tl、cr、ag、cu、co、ni等,在工业应用时废水处理工艺上,大大减少了污染,降低了难度。在焊接产品钎剂残留物问题上,消除了违反欧盟rohs环保指令风险。
18.(3)具有良好的经济性,不含铯盐等价格高昂的组分。
19.(4)钎焊后钎剂残留物可水洗去除,焊缝外观可直接目视等检查质量,喷塑及阳极氧化等铝合金后续表面处理工艺不受钎剂残留物的干扰影响。
20.(5)配置成膏状后,性能稳定长期不吸潮结块,不分层,钎剂添加涂刷使用方便。解决了组分中zncl2和licl的易吸潮,导致粉状钎剂结块的问题。
具体实施方式
21.下面通过实施例,对发明的技术方案作进一步具体的说明。
22.实施例:一种铝及铝合金钎焊用的钎剂,包括粉状钎剂和膏状钎剂,所述膏状钎剂由粉状钎剂与有机粘合剂载体混合形成,所述粉状钎剂和膏状钎剂均各自配合铝基钎料使用;所述粉状钎剂按照质量百分比计的组分包括:k2sif
6 0.05~2%、khf
2 0.05~1.5%、kf 0.05~5%、naf 0.05~5%、lif 0.05~5%、znf
2 0.05~5%、zncl
2 0.5~6%、kf-alf
3 0.05~20%、 licl 4.0~30.0%、kcl 25~50%和 nacl 10~35%;以上组分中kf-alf3为市销的氟铝酸钾,其主要成分为kalf4、k2alf5及k3alf6的混合物。
23.所述有机粘合剂载体包括水、丙二醇和羟丙甲纤维素hpmc;所述膏状钎剂按照质量百分比计的组分包括:水3.5~15.0%、丙二醇15.5~35.5%、羟丙甲纤维素hpmc 0.05~1.5% 、粉状钎剂50~80%。
24.一种铝及铝合金钎焊用的钎剂的制备方法,所述该制备方法为:步骤一、粉状钎剂的制备,将粉状钎剂中的各组分在110~125℃温度下烘干脱水,再将粉状钎剂中的各组分混合后球磨5~15h,颗粒粒径控制在50um以下,制得粉状钎剂;步骤二、有机粘合剂载体的制备,在配料搅拌器中加入水和丙二醇,边搅拌边加入羟丙甲纤维素,搅拌30~60min,放置10-24h进行溶胀,溶胀后再次搅拌30~60min,得到有机粘合剂载体备用;步骤三、膏状钎剂的制备,在配料搅拌器中搅拌经步骤二得到的有机粘合剂载体,边搅拌边加入经步骤一得到的粉状钎剂,搅拌30~60min分钟后制得成品膏状钎剂。
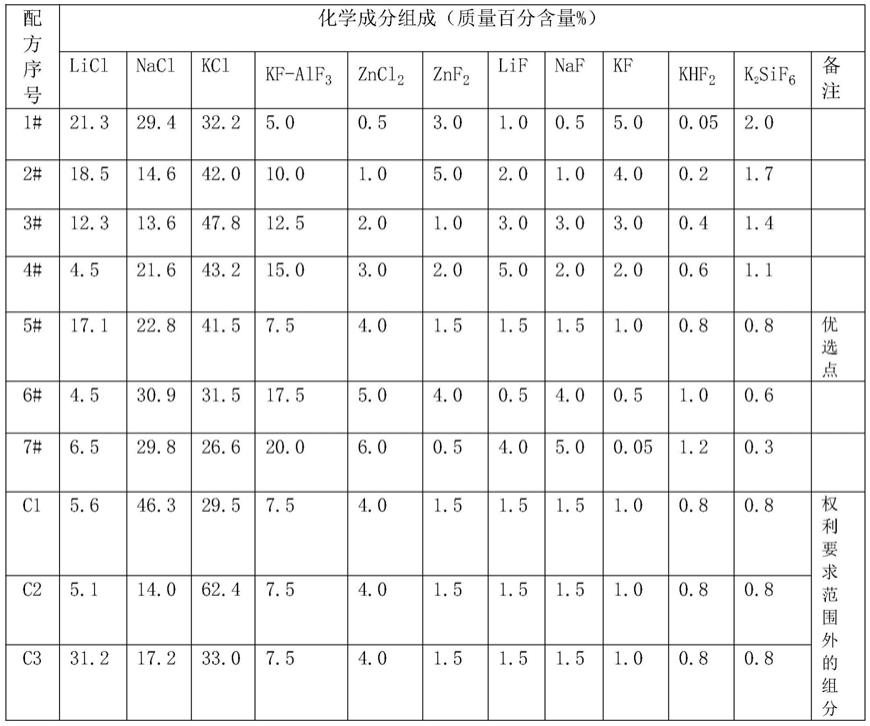
25.本发明所述粉状钎剂的具体成分如表1和性能测试数据表2所示;按照表1 粉状钎剂的配方实施例,将各组分在120℃温度下烘干脱水,将各组分混合球磨10h,粉状颗粒粒径控制在50um以下,制得干燥细腻的粉状钎剂。
26.粉状钎剂制备完成后,按照表2进行性能测试对比。性能测试的方法:
①
性能测试1具体方法是:铝硅4047钎料0.1g,置于3003铝板(40*40*3mm)上,再用0.05g粉状覆盖在上方,放入650℃马弗炉中保温60秒以上,观察铺展钎料状况,判断方法:铺展完全或润湿角小于10
°‑‑‑‑
优;部分铺展,有凸起或润湿角10-60
°‑‑‑‑
良好;结球不铺展或润湿角>60
°‑‑‑‑
差;
②
性能测试2具体方法是:将5g粉状钎剂加入坩埚中,将坩埚置于600℃马弗炉内10分钟,再取出进行目视观察,观察粉状钎剂是否完全熔化;
③
性能测试3具体方法是,将做完性能测试1的试件,泡在带超声波振动的清水中,10分钟后,取出观察是否焊料表面仍有难清除的钎剂残留物;
④
性能测试4,方法是观察性能测试3水洗后的试件表面是否有黑点难去除物;
⑤
性能测试5具体方法是:将外径φ12.7、壁厚1.5mm的3003铝管插入6061法兰中,深度15mm,单边间隙0.1mm。采用火焰钎焊工艺,焊料采用4047 φ1.8*12.6实心焊圈。粉状钎剂用乙醇调成膏体,涂抹在使用焊圈上。结果判断:1)焊缝外观:焊缝外观光滑成圆弧
‑‑‑
优;焊缝外观良好,沙眼气孔,但光亮及圆弧不佳
‑‑‑
良好;焊缝外观有沙眼气孔
‑‑‑
差。2)渗透性:解剖工件后测量渗透深度。
27.表1粉状钎剂的配方实施例
[0028][0029]
表2粉状钎剂的配方实施例性能测试
具体方法是:铝硅4047钎料0.1g,置于6061铝板(40*40*3mm)上,再用0.05g粉状覆 盖在上方,放入650℃马弗炉中保温60秒以上,观察铺展钎料状况,判断方法:铺展完全 或润湿角小于10
°‑‑‑‑
优;部分铺展,有凸起或润湿角10-60
°‑‑‑‑
良好;结球不铺展或 润湿角>60
°‑‑‑‑
差;
②
性能测试7,方法是观察性能测试6后,目视试件表面是否有黑 色残留,碳化物等;
③
性能测试8,方法是将做完性能测试6的试件,泡在清水中,10分 钟后,取出观察是否焊料表面仍有难清除的钎剂残留物;
④
性能测试9,方法是将膏体放 于25ml量筒中,观察膏体分层情况,基准为60天不分层;
⑤
性能测试10具体方法是: 将外径φ12.7、壁厚1.5mm的3003铝管插入6061法兰中,深度15mm,单边间隙0.1mm。 采用火焰钎焊工艺,焊料采用4047φ1.8*12.6实心焊圈。粉状钎剂用乙醇调成膏体,涂 抹在使用焊圈上。结果判断:1)焊缝外观:焊缝外观光滑成圆弧
‑‑‑
优;焊缝外观良好, 沙眼气孔,但光亮及圆弧不佳
‑‑‑
良好;焊缝外观有沙眼气孔
‑‑‑
差。2)渗透性:解剖工 件后测量渗透深度;
⑥
性能测试11,方法是20℃温度下,采用旋转粘度计测量。经过以上测量,权利要求范围外的组分d1存在铺展黑色残留物明显问题,不利于钎 焊应用。权利要求范围外的组分d2因为固含量太高,造成膏体粘度太大,不利于应用。 g1~g6是优选配方实例,其中g4是最优选。表4 5#粉状钎剂优选粉状配方的膏状钎剂性能测试一
最后,应当指出,以上实施例仅是发明较有代表性的例子。显然,发明不限于上述实 施例,还可以有许多变形。凡是依据发明的技术实质对以上实施例所作的任何简单修改、 等同变化与修饰,均应认为属于发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1