重载SWZ型联轴器轴承座的成对铣削夹具及成对铣削工艺的制作方法
重载swz型联轴器轴承座的成对铣削夹具及成对铣削工艺
技术领域
1.本发明涉及机械制造领域,特别涉及重载swz型整体轴承座十字轴式万向联轴器轴承座的夹具及其加工方法。
背景技术:
2.swz型整体轴承座十字轴式万向联轴器,适用于轧钢机械、起重及其他重型机械,联接两个不同轴线的传动轴系,因其具有在有限空间内使十字轴强度提高、设备工作现场装拆方便等优点,在传动行业广泛使用。但是其结构复杂,装配环多,制造过程与质量检测控制过程复杂,且精度要求高。当联轴器旋转直径为1000mm,两个相对安装的轴承座在安装紧固后,两者轴承孔的轴心线的同轴度t一般要求为0.02mm或更小。
3.除了轴承座连接法兰21上的键槽中心平面的平面度及其对于定位止口的对称度以外,从图3看出,影响两个轴承座的轴承孔的同轴度t因子有:平键的左右两侧面相对于轴承孔轴心线的对称度t1、安装平面相对于轴承孔轴心线的平行度t2、轴承孔中心高尺寸h的公差t,这些形位及尺寸公差的总和σ=t1+t2+t,要想正常装配须σ≤t,即t1+t2+t≤0.02,假定不等式左侧三项公差相等,其平均每项公差只有0.02mm的1/3,即0.006mm;另外,定位止口相对于轴承孔轴心线的对称度t3,实际上也会对装配后的轴承间隙产生影响,因而以上三项公差的精度要求应更小,而一般的工装定位、找正、加工、测量是难以实现这样的精度的。
4.目前的轴承座是一个一个地进行加工,加工时轴承座的轴承孔直接套在芯轴上,此种定位加工方式存在以下三个问题:第一、工件重大、配合紧密很难装拆,重型万向联轴器的整体轴承座质量很大(往往数百千克),轴承孔直径也很大(约在200mm至350mm范围),且轴承孔与芯轴配合间隙应很小(因为定位精度要求高,一般要求在轴承孔公差的1/3以下,即0.02mm
×
1/3≈0.007mm),如此重而精密的配合装配过程是不易实现的,且芯轴找正并固定后,轴承座安装过程中又会引起芯轴位置移动,从而影响工件的加工精度;第二、因轴承座的轴承孔与芯轴配合紧密,装拆轴承座时会拉伤芯轴表面,影响下个轴承座的加工精度;第三、轴承座的规格较多,每种规格需要一种规格尺寸很大的芯轴,而且维修与再制造时,又需要制造与新直径相适应的芯轴,因此生产准备时间长,生产成本大。
5.因上述原因,swz型整体轴承座十字轴式万向联轴器的轴承座的加工一直没有好的方法,同轴度等精度一直得不到保证,产品装配后十字轴两端的滚子受力不均匀导致磨损加剧、关节异常发热,甚至连接轴承座的紧固件都会松动或折断,因此swz型联轴器关节的使用寿命短于其它关节。
技术实现要素:
6.本发明所要解决的问题是提供重载swz型联轴器轴承座的成对铣削夹具,该夹具将t1+t2+t这三项误差变成一项找正或定位误差,提高了同轴度精度,保证了装配质量,延长了swz型联轴器关节的使用寿命。同时,本发明成对铣削夹具解决了轴承座与芯轴的安装
问题,保证了工件的加工精度,并且提高了适用性。从而大大提高了同轴精度。另外,本发明提供了重载swz型联轴器轴承座的成对铣削工艺,进一步保证了成对轴承座的加工精度、同轴度,从而保证了装配质量。总之,本发明的成对铣削夹具和成对铣削工艺保证了轴承座的加工精度及同轴度,延长了swz型联轴器关节的使用寿命。
7.本发明重载swz型联轴器轴承座的成对铣削夹具包括夹具体、定位元件、压紧元件;夹具体包括上夹具体、下夹具体,两者固接;定位元件包括芯轴、左右两个开槽胀套,芯轴从上下夹具体形成的中心孔中穿过,左右两个开槽胀套分别套在芯轴左右两段的圆锥外圆上,左右两个开槽胀套外各套有一个轴承座;压紧元件包括左右两个压盖,紧固件从压盖的孔、轴承座的油塞孔穿过后与芯轴端面上的螺纹中心孔连接,将压盖紧压在轴承座的端面上且开槽胀套胀紧在轴承座的轴承孔内。
8.进一步地,压紧元件还包括压板、左右两个辅助支承;压板的中间通过紧固件与上夹具体连接,其左右两端压在左右轴承座的上面;辅助支承支撑在左右轴承座的下面。
9.进一步地,芯棒为空心轴,其内孔为中间小两头大的阶梯孔,内孔的两头各设置有一个堵头,堵头上设置有螺纹中心孔;其外圆为中间大两头小的阶梯轴,其中间外圆为圆柱面,中间外圆的两端为基准外圆,基准外圆的外端为锥面外圆;开槽胀套通过内圆锥面与芯棒的锥面外圆配合,其外圆与轴承座的轴承孔配合;芯棒的中间外圆与上下夹具体的中心孔配合。
10.进一步地,开槽胀套的外圆柱面的中部设有一段凹槽。
11.本发明重载swz型联轴器轴承座的成对铣削工艺,其步骤如下:
12.①
安装夹具:将上下夹具体对齐放置到机床的工作台面上,将芯轴放置到上下夹具体形成的中心孔内并拧紧螺栓压住芯轴,打表使芯轴轴心线与工作台面即y轴平行,通过紧固件使夹具体紧固在机床上,并拧紧止推螺钉,然后复查基准外圆,其轴心线坐标在水平及侧平线,将左右开槽胀套分别套在芯轴的左右两段圆锥外圆上;
13.②
装夹工件:分别吊装左轴承座、右轴承座于左右开槽胀套外侧,使轴承座的孔口向内、平键向上,通过轴承孔套在左右开槽胀套上,将左右两个压盖压在左右轴承座的外侧面上,稍拧螺栓,使开槽胀套的内外径向间隙排除即止;调节下部两个辅助支承,使左右轴承座的安装平面高度基本一致后拧紧辅助支承,随后再拧紧螺栓;将压板放置到上夹具体上并拧紧螺栓,使其两端压在左右轴承座的上面;
14.③
工件找正:按芯轴的基准外圆找正芯轴中心的坐标x和z(设机床坐标与夹具坐标一致),则轴承座的安装平面一及安装平面二的z向坐标值为(z+h),平键的中心坐标为x,外止口圆弧关于z轴对称,并分别以孔口平面找正作为y向的基准;
15.④
铣削加工:用面铣刀精铣轴承座的安装平面一、安装平面二、平键侧平面一、平键侧平面二,用圆柱立铣刀以半径d1/2精铣外止口圆弧;
16.⑤
在线检测:在加工过程中或加工未拆卸之前,检验芯轴找正精度,检测轴承座的安装平面一、安装平面二的平面度即保证两者等高、平行度t2及中心高h;检测平键的宽度b公差及对称度t1:验收各加工面的表面粗糙度;
17.⑥
拆卸工件:先松两处螺栓各2~3圈,用千斤顶从左右两轴承座的两边对称顶胀孔口平面,左右开槽胀套松动,继而使左右两轴承座松动,再拆除螺栓,最后吊左右轴承座离开工装。
18.进一步地,步骤
①
安装夹具:通过表打芯轴两端的基准外圆,使芯轴的轴心线与机床的y轴平行;止推螺钉一侧两只对侧一只。
19.进一步地,步骤
②
装夹工件:压盖的y轴轴向压紧力p1通过芯轴的螺纹中心孔引起开槽胀套的径向胀紧力p4,既夹紧工件又消除径向间隙,使左右两个成对的轴承座的轴承孔高度同轴。
20.进一步地,步骤
⑤
在线检测:平键对称度t1的测量在最后一两次进刀前,从x方向千分表测平键侧平面二及芯轴基准外圆最高点,记下坐标差值δx1(δx1为正值),再从-x方向千分表测平键侧平面一及芯轴基准外圆最高点,记下坐标差值-δx2(δx2为正值),当|δx1-δx2|<2
·
t1为合格,否则更正程序坐标值精铣达对称和宽度尺寸要求。
21.进一步地,步骤
⑤
在线检测:键宽b尺寸至少检查记录上部头中尾与下部头中尾6处数据,打印成对标识。
22.进一步地,步骤
⑤
在线检测还需要检测外止口圆弧对轴承孔对称度t3,以及两个轴承座外止口圆弧装配后关于两轴承孔底平面的对称度t4,通过找正孔口平面的坐标、外止口圆弧的中心、轨迹半径、刀补等以及工件厚度y2等手段进行:圆弧中心x=0,左轴承座3-1的尺寸y4=y2-y3,同理,右轴承座3-2的尺寸y4',则t4=|y4-y4'|/2。
23.本发明成对铣削夹具的优点是:1、将一对相配使用的两轴承座的两安装平面、两键侧平面和外止口圆弧等关键的表面,通过“芯轴”在一次装夹完成精加工,不但单个零件位置误差小,而且该夹具将t1+t2+t这三项误差变成一项找正或定位误差,使成对使用的两个零件的位置误差相互抵销,提高了安装后的关节中两轴承座的轴承孔同轴度精度,保证了装配质量,延长了swz型联轴器关节的使用寿命;2、“芯轴+两开槽胀套”的方法使其同轴度从定位原理上减小到零,关节精度与性能提高、寿命延长;3、“开槽胀套”的引入使装拆方便,这对于又重又大的重型高精度零件来说十分重要,避免了装拆工装工件时敲击而引起工件击伤、拉伤以及工装在装拆过程中发生位移。总之,本发明的成对铣削夹具和成对铣削工艺保证了轴承座的加工精度及同轴度,延长了swz型联轴器关节的使用寿命。
附图说明
24.下面结合附图和具体实施方式对本发明作进一步说明:
25.图1是swz型联轴器的关节示意图;
26.图2是沿图1中k-k线的剖视图;
27.图3是轴承座与十字轴的立体图;
28.图4是轴承座与连法兰的安装示意图;
29.图5是图4的左视图;
30.图6是图4的俯视图(去除轴承座);
31.图7是轴承座成对铣削的定位原理图;
32.图8是图7的左视图;
33.图9是图7的俯视图;
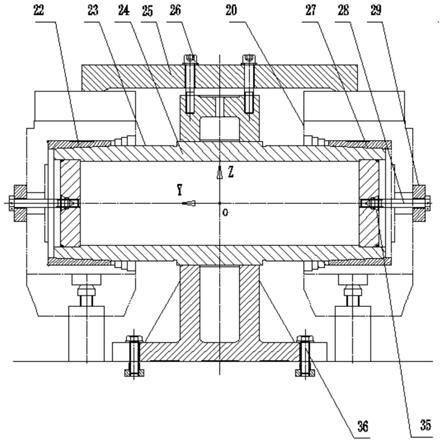
34.图10是本发明成对铣削夹具的主视图;
35.图11是图10的左视图。
具体实施方式
36.下面先对swz型联轴器进行介绍,然后再结合具体的实施例对本发明做进一步详细的说明:
37.swz型联轴器一般由两个关节及关节之间的中间接轴三部分组成,有的还包括用于连接动力机轴(或变速机构)的轴套,swz型联轴器轴承座是swz型联轴器关节中的关键零件。swz型联轴器关节如图1、图2所示:四个轴承座3分别安装在十字轴5的四个轴头上,轴头的外圆与轴承座3的轴承孔之间设置有轴承滚子6,轴头的端面与轴承座3的轴承孔的内端面之间设置有平面轴承7;在一个轴心线上的两个轴承座3分别装在一个连接法兰一1上并通过紧固件2连接,在另一个轴心线的两个轴承座3分别装在一个连接法兰二4上并通过紧固件2连接,连接法兰一1可带动连接法兰二4转动,二者轴线有一定折角时传动自如,从而实现联轴器功能。
38.轴承座与十字轴的立体图如图3所示:左轴承座3-1、右轴承座3-2为一组轴承,两者分别装在十字轴5的左右轴头上,每个轴承座均包括轴承孔8、安装平面一9-1、安装平面二9-2、平键侧平面一10-1、平键侧平面二10-2、外止口圆弧13、油塞孔14、孔口平面20,左轴承座3-1的轴承孔中心线为l1、右轴承座3-2的轴承孔中心线为l4;十字轴5的轴心线一l2与轴心线二l3垂直相交,四个轴头上各有一个滚道外圆11、各有一个中心孔12,以轴心线一l2所在两个轴头的相对中心孔12为基准加工两个轴头上的滚道外圆11,保证滚道外圆11同轴,同理加工轴心线二l3所在两个轴头上的滚道外圆11。
39.轴承座3与连接法兰一1或连接法兰二4的安装示意图如图4、图5、图6所示:轴承座3上设置有螺孔、连接法兰上设置有螺孔19,两者通过紧固件2固接,连接法兰的安装平面15与轴承座的安装平面一9-1、安装平面二9-2接触,其键槽的侧面一17、键槽的侧面二16分别与轴承座的平键侧平面一10-1、平键侧平面二10-2配合,其法兰内止口18与轴承座的外止口圆弧13配合,左轴承座3-1、右轴承座3-2的两个轴承孔的内端面开档尺寸为l,l值由十字轴5同一轴心线上的两个轴头相对端面的长度及平面轴承7的厚度决定并保证合理的轴向间隙。
40.实施例1
41.如图10、图11所示,本发明重载swz型联轴器轴承座的成对铣削夹具,它包括夹具体、定位元件、压紧元件;夹具体包括上夹具体32、下夹具体30,两者固接;定位元件包括芯轴24、左右两个开槽胀套22,芯轴24从上下夹具体形成的中心孔中穿过,左右两个开槽胀套22分别套在芯轴24左右两段的圆锥外圆上,左右两个开槽胀套22外各套有一个轴承座;压紧元件包括左右两个压盖29,紧固件28从压盖29的孔、轴承座的油塞孔14穿过后与芯轴24端面上的螺纹中心孔35连接,将压盖29紧压在轴承座的端面上且开槽胀套22胀紧在轴承座的轴承孔8内。
42.其中,压紧元件还包括压板25、左右两个辅助支承33;压板25的中间通过紧固件26与上夹具体32连接,其左右两端压在左右轴承座的上面;辅助支承33支撑在左右轴承座的下面。
43.其中,芯棒24为空心轴,其内孔为中间小两头大的阶梯孔,内孔的两头各设置有一个堵头,堵头上设置有螺纹中心孔35;其外圆为中间大两头小的阶梯轴,其中间外圆为圆柱面,中间外圆的两端为基准外圆23,基准外圆23的外端为锥面外圆27;开槽胀套22通过内圆
锥面与芯棒24的锥面外圆27配合,其外圆与轴承座的轴承孔8配合;芯棒24的中间外圆与上下夹具体的中心孔配合。
44.其中,开槽胀套22的外圆柱面的中部设有一段凹槽。凹槽减少与轴承孔8的接触面积,既保证了两者的接触又避免磨损轴承孔8。
45.轴承座成对铣削的定位原理如图7、图8、图9所示:左轴承座3-1、右轴承座3-2分别套在左右两个开槽胀套22上,通过轴承座的孔口平面20找正;紧固紧固件28,使压盖29的y轴轴向压紧力p1通过芯轴的螺纹中心孔35引起开槽胀套22的径向胀紧力p4,使两个轴承座的轴承孔8被开槽胀套22胀紧,保证了左轴承座3-1的轴承孔中心线l1与右轴承座3-2的轴承孔中心线l4同轴,并分别消除定位圆径向间隙,限制轴承座x、z、4个自由度;左轴承座3-1、右轴承座3-2下部的辅助支承33分别提供夹紧力p2及p3,限制轴承座一个自由度,压板25的上部夹紧力p与下部夹紧力p2及p3之和基本平衡;由于此前控制轴承孔8的深度y3,因此根据轴承座3-1、右轴承座3-2的两个轴承孔的内端面开档尺寸l计算孔口平面20距离法兰止口13的圆d1中心的尺寸y1,y1=l/2-y3,按y2对刀加工外止口圆弧13,y2=d1/2-y1=(d1-l)/2+y3,并以r=d1/2圆弧加工外止口圆弧13。y2为孔口平面20距离法兰止口13的尺寸。
46.实施例2
47.轴承座3在精铣加工前,其轴承孔8精加工至尺寸,安装平面9-1及9-2、平键侧平面10-1及10-2、外止口圆弧13留精加工余量;精铣时此留余量的表面在一次装夹中成对加工完毕。虽然存在尺寸h的公差t,但安装平面一9-1及安装平面二9-2等高;虽然存在位置公差t1和t2,但两轴承座此两项位置误差方向一致大小相等,因此直接影响使用的两轴承座轴承孔同轴度的三项因子t1+t2+t,每项分别相互抵销。间接影响安装质量的另外一项位置公差t3、t4:t3对轴承座使用时的轴承滚子间隙产生影响,左右两轴承座的定位止口13关于两轴承孔底平面的对称度t4影响十字轴垂直方向的轴头的位置,从而影响传动轴产品的同轴度。
48.本发明重载swz型联轴器轴承座的成对铣削工艺,其步骤如下:
49.①
安装夹具:将上下夹具体30、32对齐放置到机床的工作台面上,将芯轴24放置到上下夹具体形成的中心孔内并拧紧螺栓31压住芯轴24,打表使芯轴24轴心线与工作台面(y轴)平行(通过表打芯轴24两端的基准外圆23,使芯轴24的轴心线与机床的y轴平行),通过紧固件36使夹具体紧固在机床上,并拧紧止推螺钉34(止推螺钉一侧两只对侧一只),然后复查基准外圆23,其轴心线坐标在水平及侧平线,将左右开槽胀套22分别套在芯轴24的左右两段圆锥外圆23上。安装夹具工作在首件轴承座的装夹之前进行。
50.②
装夹工件:分别吊装左轴承座3-1、右轴承座3-2于左右开槽胀套22外侧,使轴承座的孔口向内、平键向上,通过轴承孔8套在左右开槽胀套22上,将左右两个压盖29压在左右轴承座的外侧面上,稍拧螺栓28,使开槽胀套22的内外径向间隙排除即止;调节下部两个辅助支承33,使左右轴承座的安装平面高度基本一致后拧紧辅助支承33,随后再拧紧螺栓28;将压板25放置到上夹具体32上并拧紧螺栓26,使其两端压在左右轴承座的上面;其中,轴盖29的y轴轴向压紧力p1通过芯轴24的螺纹中心孔35引起开槽胀套22的径向胀紧力p4,既夹紧工件又消除径向间隙,使使左右两个成对的轴承座的轴承孔8高度同轴。其中,螺栓
28分两次拧紧,第一次是排除间隙,待由辅助支承33限定后,再紧固螺栓28。
51.③
工件找正:按芯轴的基准外圆23找正芯轴24中心的坐标x和z(设机床坐标与夹具坐标一致),则轴承座的安装平面一9-1及安装平面二9-2的z向坐标值为(z+h),平键的中心坐标为x,外止口圆弧13关于z轴对称,并分别以孔口平面20找正作为y向的基准。其中,h为图4中所示的中心高。
52.④
铣削加工:用面铣刀精铣轴承座的安装平面一9-1、安装平面二9-2、平键侧平面一10-1、平键侧平面二10-2,用圆柱立铣刀以半径d1/2精铣外止口圆弧13;这些关键的表面在一次装夹后完成加工。在此加工过程中,穿插位置度、表面粗糙度检验。
53.⑤
在线检测:在加工过程中或加工未拆卸之前,检验芯轴找正精度,检测轴承座的安装平面一9-1、安装平面二9-2的平面度即保证两者等高、平行度t2及中心高h;检测平键的宽度b公差及对称度t1:验收各加工面的表面粗糙度。由于工件轴承座重而大,安装工件的过程中有可能引起工装移动,所以需要检验芯轴的找正精度。
54.⑥
拆卸工件:先松两处螺栓28各2~3圈,用千斤顶从左右两轴承座的两边对称顶胀孔口平面20,左右开槽胀套22松动,继而使左右两轴承座松动,再拆除螺栓28,最后吊左右轴承座离开工装。螺栓28分两次拧松,其中,千斤顶为液压或机械类工具。其中,螺栓28分两次拧松,第一次拧2~3圈而不拆除移开,是为了随着液压或机械类工具张开两工件,让两个胀套22-1及22-2都能松掉,否则一工件先松开了,另一工件没有着力点就松不掉了。另外,整个拆卸过程不要敲击轴承座或工装。当拆卸完工件后,随后清洁工装及下一对工件表面,安装加工下一对工件。
55.其中,步骤
⑤
在线检测:平键对称度t1的测量在最后一两次进刀前,从x方向千分表测平键侧平面二10-2及芯轴基准外圆最高点,记下坐标差值δx1(δx1为正值),再从-x方向千分表测平键侧平面一10-1及芯轴基准外圆最高点,记下坐标差值-δx2(δx2为正值),当|δx1-δx2|<2
·
t1为合格,否则更正程序坐标值精铣达对称和宽度尺寸要求;键宽b尺寸至少检查记录上部头中尾与下部头中尾6处数据,打印成对标识。另外,步骤
⑤
在线检测还需要检测外止口圆弧13对轴承孔对称度t3,以及两个轴承座外止口圆弧13装配后关于两轴承孔内侧面的对称度t4,通过找正孔口平面20的坐标、外止口圆弧13的中心、轨迹半径、刀补等以及工件厚度y2等手段进行:圆弧中心x=0,左轴承座3-1的尺寸y4=y2-y3,同理,右轴承座3-2的尺寸y4',则t4=|y4-y4'|/2。
56.按图7、图8、图9原理铣加工时,左右两个轴承座的轴承孔内端面开档实际尺寸l'与设计尺寸l允许不一致,例如比设计尺寸小一个正值δ,此时仍按孔口平面20找正,按y2=(d1-l)/2+y3对刀,其中工件的实际尺寸y3在此序前测量,并以r=d1/2圆弧加工外止口圆弧13,此时轴承座3-1的y原点坐标变成了-δ/2,而轴承座3-2的y原点坐标变成了+δ/2。
57.其中,加工机床选择规格相当的龙门式数控铣床或加工中心。
58.本发明铣削工具的优点是:一、将一对相配使用的两轴承座的两安装平面、两键侧平面和外止口圆弧等关键的表面,通过芯轴在一次装夹完成精加工,这样不但单个零件位置误差小,而且成对使用的两个零件的位置误差相互抵销,使安装后的关节中两轴承座的轴承孔同轴度减小;二、1、开槽胀套22与芯轴24通过锥面实现连接可靠,保证了轴承座的安装定位;轴承座套在开槽胀套22的外面,通过螺栓28实现开槽胀套22与轴承孔8的胀紧或者松开:通过拧紧螺栓28,压盖29压在轴承座的外侧面上,同时压盖29的y轴轴向压紧力p1通
过芯轴24的螺纹中心孔35引起开槽胀套22的径向胀紧力p4,既夹紧工件又消除径向间隙,因此开槽胀套22与轴承座配合间隙很小且在安装过程中芯轴24位置不会移动,使成对的两轴承座的轴承孔8高度同轴,即在轴承座装配方便的前提下,安装过程中又不会引起芯轴位置移动,在从而保证了加工精度和装配质量;2、通过拧松螺栓28,并配合用千斤顶使开槽胀套22松动继而使左右两轴承座均松动,这样拆轴承座时不会拉伤芯轴表面影响下一件轴承座的加工精度;三、在芯轴24尺寸一定的前提下,只需要变换不同外径尺寸的开槽胀套22,就可适应多规格尺寸工件及同规格再制造修复时不同尺寸的工件,这样就解决了多品种多尺寸难题,降低了生产成本。
59.本发明铣削夹具及工艺以轴承座的轴承孔为基准,通过“芯轴+双开槽胀套”夹具定位及成对加工特征,保证了轴承座的安装质量和装配质量。在“芯轴+双开槽胀套”的思路下,其它相关变化比如:开槽胀套结构、材料的变化,胀紧动作的实现途径液压或电磁力变化,芯轴锥面的锥度变化,夹具其他元件的变化等,都在本专利涵盖之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1