一种基于协同自适应的曲面焊接设备控制方法及系统与流程
1.本发明涉及曲面焊接技术领域,尤其涉及一种基于协同自适应的曲面焊接设备控制方法及系统。
背景技术:
2.焊接分为平面焊接与曲面焊接,平面焊接技术目前已在各大船厂成熟运用,而曲面焊接尚未得到良好的应用,曲面焊接的焊接对象是曲线焊缝,其用到的焊接工艺与焊接方法不同于直线焊缝,对焊接工艺有较高的要求。
3.利用机器人焊接是目前装备制造的主要技术方向,对曲面焊接设备,其各执行机构的运动控制和焊接工艺控制方法对整个焊接效果具有比较大的影响;目前,曲面焊接工艺主要依靠操作者主观经验判断,评估手段原始,不准确,缺乏综合考虑装配对象、装配设备和装配工艺方法等制造因素的准确对每条焊缝的焊接工艺进行匹配,经常出现某种试验出来的焊接工艺参数对类似的工件焊接无效,或焊接效果较差,导致曲面焊接工艺试验过程时间较长且没有规范统一的工艺数据。
4.此外,曲面焊接设备对机器人的控制方法主要是分开控制,每个机器人之间没有数据关联,没有运动协调性,无法自动的进行设备机器人控制与姿态调整。
技术实现要素:
5.本发明的目的是提供一种基于协同自适应的曲面焊接设备控制方法及系统。
6.为了实现上述目的,本发明的技术方案是:一种基于协同自适应的曲面焊接设备控制方法,其特征在于,包括以下步骤,步骤s1)构建基于机器人的焊接工艺数据库,焊接工艺数据库的数据包括焊接工艺参数和机器人位姿参数;步骤s2)导入曲面焊接作业任务,作业任务包括焊缝长度、焊缝方向、焊缝类型、作业名称;步骤s3)构建外部轴、焊枪和机器人的电气控制系统,通过工业总线方式实时采集设备数据,部署机器人运动控制通信链路;步骤s4)根据焊接作业任务、焊缝类型特征和焊接工艺方法实时自适应调整工艺参数、焊接姿态与作业顺序;步骤s5)根据匹配的参数,协同控制两个机器人机构进行焊接作业任务。
7.进一步地,在所述步骤s3中,部署机器人运动控制通信链路具体包括:步骤s31)构建门架轴控制的通信链路;步骤s32)构建横向轴控制的通信链路;步骤s33)构建纵向轴控制的通信链路;步骤s34)构建焊枪控制的通信链路。
8.进一步地,在所述步骤s1中,焊接工艺库信息包括焊缝位置、焊脚高度、焊接电流、
焊接电压、焊接速度、焊接角度、焊丝材料、焊丝规格、保护气类型、搭接接头形式、多层多道数、焊缝间隙、焊材型号、焊材规格和焊接方法。
9.进一步地,所述步骤s4包括,通过构建焊材规则器,将焊缝起点、焊缝终点、焊缝类型、接头形式、焊缝间隙和焊材型号、焊材规格进行规则判断,焊材规则器以焊材类型、焊缝形式和焊缝数据参数进行一对一、一对多、多对多规则匹配,得到焊材相关工艺参数并输入到作业规则器中。
10.进一步地,所述步骤s4包括,通过构建焊丝规则器,将焊缝起点、焊缝终点、焊缝类型、接头形式、焊缝间隙和焊丝规格、焊丝材料进行规则判断,焊丝规则器以焊丝型号、焊丝使用方位、焊接质量指标进行数字量化,量化焊接工艺指标,得到焊丝相关工艺参数并输入到作业规则器中。
11.进一步地,所述步骤s4包括,通过构建焊接规则器,将焊缝起点、焊缝终点、焊缝类型、接头形式、焊缝间隙和接头形式、保护气类型、焊接高度进行规则判断,焊接规则器以焊接任务为目标,通过匹配焊接姿态、焊接角度参数,得到焊接相关工艺参数并输入到作业规则器中。
12.进一步地,所述步骤s4包括,通过构建作业规则器,将作业任务与焊材工艺参数、焊丝工艺参数、焊接工艺参数进行规则判断,作业规则器以作业过程为对象,计算焊缝作业路径的时间消耗,以最小为寻优方法,得到曲面焊接设备所需焊接电流、焊接电压、焊接速度、焊枪姿态、焊接顺序。
13.进一步地,所述步骤s4包括,将作业规则器的输出作为作业任务反馈,同步调节作业任务及加工焊缝信息,输入到作业规则器中。
14.进一步地,所述步骤s5包括,对门架轴、横向轴、纵向轴、机器人姿态、焊枪进行路径优化,对门架轴、横向轴、纵向轴、机器人姿态、焊枪运行时间进行归一化计算。
15.进一步地,所述步骤s5包括,对门架轴、横向轴、纵向轴、机器人姿态、焊枪进行同步控制,实现两台门架系统的设备运行实时同步;对门架轴、横向轴、纵向轴、机器人姿态、焊枪的运行顺序与优先级进行决策判断,实现两门架系统的最优运行协同。
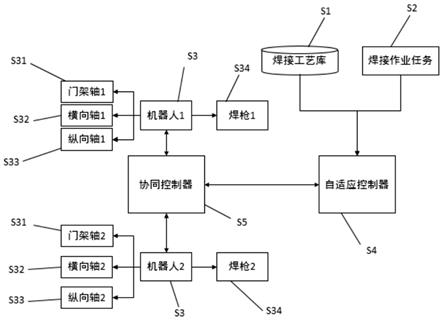
16.一种基于协同自适应的曲面焊接设备控制系统,其特征在于,所述控制系统用于控制两组门架系统,每一门架系统包括一门架轴、一横向轴、一纵向轴、一机器人和一焊枪,所述控制系统包括路径优化单元、时间优化单元、任务优化单元、同步控制单元和最优决策单元。
17.本发明通过构建协同自适应控制单元,针对曲面焊接设备的工艺参数匹配、作业任务优化和设备同步控制等加工环节,实现对曲面焊接设备的控制,解决了曲面工艺依赖主观手动修改问题,实现工艺参数自动匹配,同时实现两门架系统的最优运行协同,不产生任务干涉与设备碰撞。
附图说明
18.图1为本发明的流程示意图;图2为本发明步骤s4的自适应控制方法示意图;
图3为本发明的系统示意图。
19.附图标记:1路径优化单元、2时间优化单元、3任务优化单元、4同步控制单元、5最优决策单元。
具体实施方式
20.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.本发明公开了一种基于协同自适应的曲面焊接设备控制方法,其特征在于,包括以下步骤,步骤s1)构建基于机器人的焊接工艺数据库,焊接工艺数据库的数据包括焊接工艺参数和机器人位姿参数;焊接工艺库信息包括焊缝位置、焊脚高度、焊接电流、焊接电压、焊接速度、焊接角度、焊丝材料、焊丝规格、保护气类型、搭接接头形式、多层多道数、焊缝间隙、焊材型号、焊材规格和焊接方法。
22.步骤s2)导入曲面焊接作业任务,作业任务包括焊缝长度、焊缝方向、焊缝类型、作业名称。
23.步骤s3)构建外部轴、焊枪和机器人的电气控制系统,通过工业总线方式实时采集设备数据,部署机器人运动控制通信链路;此步骤中,部署机器人运动控制通信链路具体包括:步骤s31)构建门架轴控制的通信链路;步骤s32)构建横向轴控制的通信链路;步骤s33)构建纵向轴控制的通信链路;步骤s34)构建焊枪控制的通信链路。
24.步骤s4)根据焊接作业任务、焊缝类型特征和焊接工艺方法实时自适应调整工艺参数、焊接姿态与作业顺序。
25.通过构建焊材规则器,将焊缝起点、焊缝终点、焊缝类型、接头形式、焊缝间隙和焊材型号、焊材规格进行规则判断,焊材规则器以焊材类型、焊缝形式和焊缝数据参数进行一对一、一对多、多对多规则匹配,得到焊材相关工艺参数并输入到作业规则器中。
26.通过构建焊丝规则器,将焊缝起点、焊缝终点、焊缝类型、接头形式、焊缝间隙和焊丝规格、焊丝材料进行规则判断,焊丝规则器以焊丝型号、焊丝使用方位、焊接质量指标进行数字量化,量化焊接工艺指标,得到焊丝相关工艺参数并输入到作业规则器中。
27.例如,对co2气体,焊丝直径1.2mm,焊接电流采用130-150a范围,电弧电压20-22v,焊接速度10-14m/n,气体流量采用5-15l/min,焊丝伸出长度15-20mm,规则器根据实际经验,对上述参数进行范围内调整以得到最优焊接工艺参数。
28.通过构建焊接规则器,将焊缝起点、焊缝终点、焊缝类型、接头形式、焊缝间隙和接头形式、保护气类型、焊接高度进行规则判断,焊接规则器以焊接任务为目标,通过匹配焊接姿态、焊接角度参数,得到焊接相关工艺参数并输入到作业规则器中。
29.通过构建作业规则器,将作业任务与焊材工艺参数、焊丝工艺参数、焊接工艺参数进行规则判断,作业规则器以作业过程为对象,计算焊缝作业路径的时间消耗,以最小为寻优方法,得到曲面焊接设备所需焊接电流、焊接电压、焊接速度、焊枪姿态、焊接顺序。
30.将作业规则器的输出作为作业任务反馈,同步调节作业任务及加工焊缝信息,输入到作业规则器中,解决了曲面工艺依赖主观手动修改问题,实现工艺参数自动匹配。
31.将作业规则器的输出作为作业任务反馈,同步调节作业任务及加工焊缝信息,输入到作业规则器中。
32.步骤s5)根据匹配的参数,协同控制两个机器人机构进行焊接作业任务。
33.对焊接作业任务进行分解与合并,构建任务组合方法,对焊接作业任务进行任务优化。
34.对门架轴、横向轴、纵向轴、机器人姿态、焊枪进行路径优化,实现两台门架系统路径互锁与路径调优;对门架轴、横向轴、纵向轴、机器人姿态、焊枪运行时间进行归一化计算,优化各部件运行时间。
35.对门架轴、横向轴、纵向轴、机器人姿态、焊枪进行同步控制,实现两台门架系统的设备运行实时同步;对门架轴、横向轴、纵向轴、机器人姿态、焊枪的运行顺序与优先级进行决策判断,实现两门架系统的最优运行协同,避免任务干涉与设备碰撞。
36.本发明还公开了一种基于协同自适应的曲面焊接设备控制系统,控制系统用于控制两组门架系统,每一门架系统包括一门架轴、一横向轴、一纵向轴、一机器人和一焊枪,控制系统包括路径优化单元1、时间优化单元2、任务优化单元3、同步控制单元4和最优决策单元5,路径优化单元1、时间优化单元2、任务优化单元3、同步控制单元4和最优决策单元5均应用在步骤s5中。
37.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1