箱梁底腹板通长钢筋的上料系统的制作方法
1.本发明涉及一种建筑物料上料设备,尤其涉及一种箱梁底腹板通长钢筋的上料系统。
背景技术:
2.公路小箱梁是桥梁工程中梁的一种,内部为空心状,上部两侧有翼缘。小箱梁包括预制混凝土箱梁等多种形式,预制混凝土箱梁在混凝土浇筑之前,应先绑扎钢筋骨架,包括底腹板钢筋骨架和顶板钢筋骨架。其中,底腹板通长筋为底腹板钢筋骨架中的一类。
3.传统箱梁底、腹板通长筋由钢筋调直机、切断机等分别加工,并单独存放,由于箱梁底腹板通长筋种类杂、数量多,因此传统底腹板通长筋存放区占用场地较大。加工完成的单个底腹板通长筋通过人工摆放整齐并集中转移至存放区。在底腹板钢筋绑扎安装前,需要人工将通长筋半成品转移至平板车,并由其运送至底腹板钢筋绑扎安装区,然后再通过人工卸载。
4.现有技术的底腹板通长筋的处理流程存在以下缺点:
5.1、虽然底腹板通长筋的调直、弯曲等实现了机械自动化作业,但是加工完成的通长筋需由人工进行拾取和摆放,作业人员劳动强度大,动作单一重复。
6.2、底腹板钢筋绑扎安装之前,需将置于存储区的通长筋人工装载至平板车,并由其输送到底腹板钢筋绑扎安装区,然后人工卸载。该过程涉及通长筋的二次转运,增加了人工作业量,降低了通长筋喂料效率。
7.3、底腹板通长筋绑扎安装时,需人工拾取单个通长筋,借助绑扎胎架实现绑扎安装。由于一片小箱梁中底腹板通长筋的种类和数量较多,通过人工拾取单个通长筋,再进行绑扎安装的方式,严重制约了底腹板通长筋绑扎的安装效率。
8.4、传统底腹板通长筋的加工方式只能实现钢筋调直和弯曲等单工序环节的自动化作业,无法形成从钢筋半成品加工、组合焊接、抓取摆放到整体喂料全工艺流程的自动流水化作业,导致自动化作业的钢筋调直、弯曲等单工序环节的生产潜力无法充分发挥。
9.5、缺少底腹板通长筋从弯曲加工、半成品存储到喂料运输全流程的智能化控制系统,无法实现智能化的高效控制。
技术实现要素:
10.本发明的目的在于提供一种箱梁底腹板通长钢筋的上料系统,能实现箱梁底腹板通长钢筋的加工、仓储、布料和运输,自动化程度高,无需人工搬运钢筋,且解决了箱梁底腹板通长钢筋仓储困难的问题。
11.本发明是这样实现的:
12.一种箱梁底腹板通长钢筋的上料系统,包括焊接上料装置、定尺剪切分料装置、多级仓储装置、自动布料装置和抓取上料装置;钢筋原材在焊接上料装置上对焊成钢筋半成品,焊接上料装置的输出端与定尺剪切分料装置的输入端对接,将钢筋半成品从焊接上料
装置运输至定尺剪切分料装置;多级仓储装置设置在定尺剪切分料装置的一侧,自动布料装置设置在定尺剪切分料装置的另一侧,钢筋半成品在定尺剪切分料装置上切割形成箱梁底腹板通长钢筋,箱梁底腹板通长钢筋从定尺剪切分料装置上滑入多级仓储装置或自动布料装置;抓取上料装置设置在多级仓储装置设置的一侧,且抓取上料装置的抓取端能延伸至自动布料装置和多级仓储装置的上方。
13.所述的焊接上料装置包括原材上料架、对焊机和半成品输送架,原材上料架和半成品输送架上均铺设有第一辊道,原材上料架上的第一辊道输出端延伸至对焊机的输入端,半成品输送架上的第一辊道输入端延伸至对焊机的输出端,半成品输送架上的第一辊道输出端延伸至定尺剪切分料装置。
14.所述的定尺剪切分料装置包括传送架、定尺剪切组件、第一翻料板、第二翻料板和两组升降翻板组件;传送架上铺设有第二辊道,且第二辊道输入端与半成品输送架上的第一辊道输出端对接,定尺剪切组件设置在传送架的端部,第二辊道输出端延伸至定尺剪切组件;第一翻料板通过其中一组升降翻板组件可翻转式安装在传送架的一侧,且位于多级仓储装置的上方,第二翻料板通过另一组升降翻板组件可翻转式安装在传送架的另一侧,且位于自动布料装置的上方;
15.所述的第一翻料板的长度和第二翻料板的长度与传送架的长度相当,第一翻料板的长度方向和第二翻料板的长度方向与第二辊道的传输方向平行。
16.所述的定尺剪切组件包括第一升降器和定尺剪切板,第一升降器安装在传送架内,定尺剪切板竖直设置在第一升降器的输出端,使定尺剪切板能通过第一升降器在第一翻料板与第二翻料板之间上下升降。
17.所述的升降翻板组件包括第二升降器和转动杆,第二升降器设置在传送架上,转动杆的一端与第二升降器的输出端铰接;其中一组升降翻板组件的转动杆的另一端与第一翻料板的一端铰接,第一翻料板的另一端与传送架的顶部一侧铰接;另一组升降翻板组件的转动杆的另一端与第二翻料板的一端铰接,第二翻料板的另一端与传送架的顶部另一侧铰接。
18.所述的多级仓储装置包括储料仓及储料仓拨杆;多个储料仓从第一翻料板的下方向远离第一翻料板的方向依次并排设置,每个储料仓的截面均为一侧高、另一侧低的u形结构,且储料仓的高端靠近第一翻料板设置,储料仓的低端远离第一翻料板设置;储料仓拨杆的一端通过铰接件铰接在储料仓的一侧顶部,储料仓拨杆的另一端可转动式搭接在储料仓的另一侧顶部,使储料仓拨杆倾斜设置在储料仓的顶部;
19.所述的每个储料仓的长度与第一翻料板的长度一致,若干根储料仓拨杆沿储料仓的长度方向间隔设置。
20.所述的自动布料装置包括布料架、定位轮和链传动组件;布料架设置在第二翻料板的下方;若干个定位轮呈矩阵结构布置在布料架上,每个定位轮的中部凹陷呈v形结构,使箱梁底腹板通长钢筋能嵌装定位在同一排定位轮的v形结构内;链传动组件设置在布料架上,且链传动组件的传动方向与所述的同一排定位轮的排列方向垂直。
21.所述的链传动组件包括传动轮、传动带和传动杆;一对传动轮可转动式安装在布料架的两侧,若干对传动轮沿布料架的长度方向间隔布置,每对传动轮之间传动连接有传动带;一对传动杆分别沿布料架长度方向设置在若干个定位轮的两侧,一对传动杆分别同
轴贯穿若干对传动轮并与传动轮同步转动;一对传动杆的一端可转动式安装在布料架上。
22.所述的抓取上料装置包括升降抓取组件、移动架和移动轨道;移动轨道铺设在多级仓储装置外侧的地面上,若干个移动架的底部可移动式设置在移动轨道上;若干个移动架的顶部侧端均依次跨过多级仓储装置、定尺剪切分料装置和自动布料装置,且每个移动架的顶部侧端均设有升降抓取组件,升降抓取组件能抓取自动布料装置上和多级仓储装置内的箱梁底腹板通长钢筋。
23.所述的升降抓取组件包括升降控制器、抓取爪和升降架;升降控制器设置在移动架的顶部侧端,抓取爪通过升降架可升降式连接在升降控制器的下方,抓取爪能抓取箱梁底腹板通长钢筋。
24.本发明与现有技术相比,具有如下有益效果:
25.1、本发明由于设有焊接上料装置,能用于输送钢筋原材,并在钢筋原材输送的过程中通过对焊机对焊,实现钢筋原材的自动接长,以满足箱梁底腹板通长钢筋的长度需求,提高焊接效率。
26.2、本发明由于设有定尺剪切分料装置,能通过定尺剪切板对接长的钢筋原材切割成设定长度的箱梁底腹板通长钢筋,并根据箱梁底腹板通长钢筋的直径规格将箱梁底腹板通长钢筋向一侧滑落至多级仓储装置进行分类存储,或将箱梁底腹板通长钢筋向另一侧滑落至自动布料装置上,便于箱梁底腹板通长钢筋的自动化分类仓储和布料。
27.3、本发明由于设有多级仓储装置和自动布料装置,通过并列排布的多个储料仓以及多排定位轮,能用于分类仓储和排布不同规格的箱梁底腹板通长钢筋,便于箱梁底腹板通长钢筋的摆放和取用,避免了平板车二次转运箱梁底腹板通长钢筋的工序,且减少所需的存储场地,解决了箱梁底腹板通长钢筋存储场地占用空间大的问题,提高了箱梁底腹板通长钢筋的存储效率。
28.4、本发明由于设有抓取上料装置,能从储料仓内和定位轮上抓取相应规格的箱梁底腹板通长钢筋,并将其运输至底腹板骨架装配线上,解决了人工搬运箱梁底腹板通长钢筋的问题。
29.5、本发明全程无需人工运输箱梁底腹板通长钢筋,解决了人工搬运效率低、劳动强度大的问题,通过流水化自动加工和数字化控制避免了工序交叉,将箱梁底腹板通长钢筋孤立且零散的加工和仓储模式整合,大大提高箱梁底腹板通长钢筋的加工效率5倍以上,解决了箱梁底腹板通长钢筋喂料需二次转运的问题。
附图说明
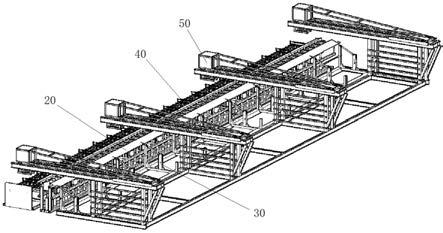
30.图1是本发明箱梁底腹板通长钢筋的上料系统的结构示意图;
31.图2是本发明箱梁底腹板通长钢筋的上料系统中焊接上料装置的立体图;
32.图3是本发明箱梁底腹板通长钢筋的上料系统中定尺剪切分料装置的立体图;
33.图4是本发明箱梁底腹板通长钢筋的上料系统中定尺剪切组件的立体图;
34.图5是本发明箱梁底腹板通长钢筋的上料系统中多级仓储装置的立体图;
35.图6是本发明箱梁底腹板通长钢筋的上料系统中储料仓的局部示意图;
36.图7是本发明箱梁底腹板通长钢筋的上料系统中自动布料装置的立体图;
37.图8是本发明箱梁底腹板通长钢筋的上料系统中自动布料装置的局部示意图;
38.图9是本发明箱梁底腹板通长钢筋的上料系统中抓取上料装置的立体图。
39.图中,11原材上料架,12对焊机,13半成品输送架,14第一辊道,15防掉落挡板,20定尺剪切分料装置,21传送架,211第二辊道,22第一翻料板,23第二翻料板,241第一升降器,242定尺剪切板,251第二升降器,252转动杆,30多级仓储装置,31储料仓,311横杆,312纵杆,313竖杆,314加强块,32储料仓拨杆,40自动布料装置,41布料架,42定位轮,43链传动组件,431传动轮,432传动带,433传动杆,50抓取上料装置,51升降抓取组件,511升降控制器,512抓取爪,513升降架,52移动架,53移动轨道。
具体实施方式
40.下面结合附图和具体实施例对本发明作进一步说明。
41.请参见附图1,一种箱梁底腹板通长钢筋的上料系统,包括焊接上料装置、定尺剪切分料装置20、多级仓储装置30、自动布料装置40和抓取上料装置50;钢筋原材在焊接上料装置上对焊成钢筋半成品,焊接上料装置的输出端与定尺剪切分料装置20的输入端对接,将钢筋半成品从焊接上料装置运输至定尺剪切分料装置20;多级仓储装置30设置在定尺剪切分料装置20的一侧,自动布料装置40设置在定尺剪切分料装置20的另一侧,钢筋半成品在定尺剪切分料装置20上切割形成箱梁底腹板通长钢筋,箱梁底腹板通长钢筋从定尺剪切分料装置20上滑入多级仓储装置30或自动布料装置40;抓取上料装置50设置在多级仓储装置30设置的一侧,且抓取上料装置50的抓取端能延伸至自动布料装置40和多级仓储装置30的上方。钢筋原材在焊接上料装置上完成上料并通过焊接自动接长后,将钢筋半成品传输至定尺剪切分料装置20,定尺剪切分料装置20根据箱梁底腹板通长钢筋的长度需求切割钢筋半成品,根据切割后的箱梁底腹板通长钢筋的直径向左侧或右侧进行翻转卸料,便于不同直径的箱梁底腹板通长钢筋的布料和仓储。抓取上料装置50可根据底腹板骨架装配需求从多级仓储装置30或自动布料装置40上抓取相应规格的箱梁底腹板通长钢筋并运输至底腹板骨架装配线上。
42.请参见附图1和附图2,所述的焊接上料装置包括原材上料架11、对焊机12和半成品输送架13,原材上料架11和半成品输送架13上均铺设有通过电机驱动的第一辊道14,原材上料架11上的第一辊道14输出端延伸至对焊机12的输入端,半成品输送架13上的第一辊道14输入端延伸至对焊机12的输出端,半成品输送架13上的第一辊道14输出端延伸至定尺剪切分料装置20。可通过人工或机械设备将钢筋原材依次置于原材上料架11上,当相邻两根钢筋原材的端部通过第一辊道14传输至对焊机12的焊接端时,对焊机12焊接相邻两根钢筋原材实现钢筋的自动接长,以满足箱梁底腹板通长钢筋的长度要求。
43.所述的原材上料架11和半成品输送架13上均设有防掉落挡板15,防掉落挡板15沿第一辊道14的传输方向设置在第一辊道14的两侧,可有效防止钢筋原材和钢筋半成品从两侧掉落。
44.请参见附图1和附图3,所述的定尺剪切分料装置20包括传送架21、定尺剪切组件、第一翻料板22、第二翻料板23和两组升降翻板组件;传送架21上铺设有通过电机驱动的第二辊道211,且第二辊道211输入端与半成品输送架13上的第一辊道14输出端对接,定尺剪切组件设置在传送架21的端部,第二辊道211输出端延伸至定尺剪切组件;第一翻料板22通过其中一组升降翻板组件可翻转式安装在传送架21的一侧,且位于多级仓储装置30的上
方,第二翻料板23通过另一组升降翻板组件可翻转式安装在传送架21的另一侧,且位于自动布料装置40的上方。定尺剪切组件根据箱梁底腹板通长钢筋的长度要求切割钢筋半成品,并将切割后的箱梁底腹板通长钢筋通过第一翻料板22经升降翻板组件翻转滑落至多级仓储装置30中存储,或将切割后的箱梁底腹板通长钢筋通过第二翻料板23经升降翻板组件翻转滑落至自动布料装置40上进行布料。
45.请参见附图4,所述的定尺剪切组件包括第一升降器241和定尺剪切板242,第一升降器241安装在传送架21内,定尺剪切板242竖直设置在第一升降器241的输出端,使定尺剪切板242能通过第一升降器241在第一翻料板22与第二翻料板23之间上下升降。第一升降器241可通过plc等控制系统控制升降,从而将定尺剪切板242顶升实现钢筋切割或将定尺剪切板242下降,以满足对箱梁底腹板通长钢筋的长度要求。第一升降器241可采用气动式、液压式、机械式等结构的升降杆。
46.请参见附图4,所述的升降翻板组件包括第二升降器251和转动杆252,第二升降器251设置在传送架2上,转动杆252的一端与第二升降器251的输出端铰接;其中一组升降翻板组件的转动杆252的另一端与第一翻料板22的一端铰接,第一翻料板22的另一端与传送架2的顶部一侧铰接;另一组升降翻板组件的转动杆252的另一端与第二翻料板23的一端铰接,第二翻料板23的另一端与传送架2的顶部另一侧铰接。第二升降器251可通过plc等控制系统控制升降,从而第一翻料板22和第二翻料板23的端部顶起或下降,实现铰接安装的第一翻料板22和第二翻料板23的上下翻转,向上翻转时可禁止钢筋滑落,向下翻转时可引导钢筋滑落,通过不同方向的翻料板的翻转实现钢筋的分类。第二升降器251可采用气动式、液压式、机械式等结构的升降杆,转动杆252能在第一翻料板22和第二翻料板23的下方起到支撑的作用,以承受钢筋的重量,转动杆252可采用伸缩结构以满足转动过程中的长度变化。
47.所述的第一翻料板22的长度和第二翻料板23的长度与传送架21的长度相当,第一翻料板22的长度方向和第二翻料板23的长度方向与第二辊道211的传输方向平行,确保切割后的箱梁底腹板通长钢筋的安全滑落,且在滑落时保持水平姿态,防止钢筋端部由于受到撞击而变形。
48.请参见附图1和附图5,所述的多级仓储装置30包括储料仓31及储料仓拨杆32;多个储料仓31从第一翻料板22的下方向远离第一翻料板22的方向依次并排设置,每个储料仓31的截面均为一侧高、另一侧低的u形结构,且储料仓31的高端靠近第一翻料板22设置,储料仓31的低端远离第一翻料板22设置;储料仓拨杆32的一端通过铰接件铰接在储料仓31的一侧顶部,储料仓拨杆32的另一端可转动式搭接在储料仓31的另一侧顶部,使储料仓拨杆32倾斜设置在储料仓31的顶部。根据箱梁底腹板通长钢筋的直径规格种类,选择合适数量的储料仓31,用于分类存储不同规格的箱梁底腹板通长钢筋。将储料仓拨杆32转动搭接在储料仓31上,起到遮挡和导向的作用,箱梁底腹板通长钢筋在滑落时能落入其他储料仓31内,储料仓拨杆32不搭接在储料仓31上时,钢筋直接落入该储料仓31内,最后一个储料仓31顶部无需设置储料仓拨杆32。
49.所述的每个储料仓31的长度与第一翻料板22的长度一致,若干根储料仓拨杆32沿储料仓31的长度方向间隔设置,确保切割后的箱梁底腹板通长钢筋能落入储料仓31内。
50.请参见附图6,所述的多级仓储装置30包括横杆311、纵杆312、竖杆313和加强块
314;一对横杆311平行设置在第一翻料板22的下方,若干根纵杆312分别垂直连接在一对横杆311之间,若干根竖杆313分别竖直设置在一对横杆311和若干根纵杆312上,构成多个并排设置的储料仓31;竖杆313与纵杆312之间设有加强块314。横杆311、纵杆312、竖杆313可采用型钢制成,加强块314可采用钢板制成,横杆311、纵杆312、竖杆313和加强块314根据储料仓31的数量和尺寸需求进行焊接。
51.请参见附图7,所述的自动布料装置40包括布料架41、定位轮42和链传动组件43;布料架41设置在第二翻料板23的下方;若干个定位轮42呈矩阵结构布置在布料架41上,每个定位轮42的中部凹陷呈v形结构,使箱梁底腹板通长钢筋能嵌装定位在同一排定位轮42的v形结构内;链传动组件43设置在布料架41上,且链传动组件43的传动方向与所述的同一排定位轮42的排列方向垂直。定位轮42通过v形结构定位卡置箱梁底腹板通长钢筋,便于抓取,链传动组件43便于箱梁底腹板通长钢筋在多排定位轮42之间的传动布设,相邻两排定位轮42的间距可根据实际需求调整。
52.请参见附图7和附图8,所述的链传动组件43包括传动轮431、传动带432和传动杆433;一对传动轮431通过轮座可转动式安装在布料架41的两侧,若干对传动轮431沿布料架41的长度方向间隔布置,每对传动轮431之间传动连接有传动带432;一对传动杆433分别沿布料架41长度方向设置在若干个定位轮42的两侧,一对传动杆433分别同轴贯穿若干对传动轮431并与传动轮431同步转动;一对传动杆433的一端通过电机可转动式安装在布料架41上。电机可通过plc等控制系统控制,电机带动传动杆433转动,传动杆433带动传动轮431同步转动,实现传动带432的传动,从而将箱梁底腹板通长钢筋通过传动带432传动运输至各排定位轮42的v形结构内。
53.请参见附图1和附图9,所述的抓取上料装置50包括升降抓取组件51、移动架52和移动轨道53;移动轨道53铺设在多级仓储装置30外侧的地面上,若干个移动架52的底部可移动式设置在移动轨道53上;若干个移动架53的顶部侧端均依次跨过多级仓储装置30、定尺剪切分料装置20和自动布料装置40,且每个移动架53的顶部侧端均设有升降抓取组件51,升降抓取组件51能抓取自动布料装置40上和多级仓储装置30内的箱梁底腹板通长钢筋。升降抓取组件51通过轨道能在移动架53上横向移动,便于在自动布料装置40上和多级仓储装置30内抓取所需的箱梁底腹板通长钢筋。
54.所述的升降抓取组件51包括升降控制器511、抓取爪512和升降架513;升降控制器511设置在移动架53的顶部侧端,抓取爪512通过升降架513可升降式连接在升降控制器511的下方,抓取爪512能抓取箱梁底腹板通长钢筋。升降控制器511可通过plc等控制系统控制升降,从而通过升降架513将抓取爪512升起或降下,便于抓取爪512对箱梁底腹板通长钢筋的抓取和运输。升降控制器511可采用气动式、液压式、机械式等结构的升降仪器。
55.实施例1:
56.某建筑工程中,箱梁底腹板通长钢筋包括φ25mm、φ10mm、φ8mm的钢筋,钢筋原材的长度为12m,箱梁底腹板通长钢筋的长度为30m。通过bim实现设计与钢筋数控加工中心信息的互通,利用plc设备控制钢筋原材的输送、加工和仓储。
57.将钢筋原材置于原材上料架11上并通过第一辊道14输送至对焊机12,在相邻两根钢筋原材的端部输送至对焊机12的焊接端时,通过对焊接对焊相邻两根钢筋原材。运输过程中,钢筋原材和钢筋半成品的两侧通过防掉落挡板15保护,防止滚落。第一辊道14和第二
辊道211均通过驱动电机控制转动,驱动电机通过plc设备控制,第一辊道14的输送速度为1.5m/s。对焊机12可采用闪光对焊机等焊接设备,用于实现钢筋原材运输过程中的自动接长,φ25mm钢筋原材的焊接耗时约为15s。
58.钢筋半成品通过半成品输送架13经第一辊道14输送至传送架21上,传送架21的长度不小于30m,便于保持钢筋半成品的运输稳定。通过第二辊道211传送钢筋半成品,根据钢筋的长度和切割位置,plc设备控制第一升降器241将指定位置的定尺剪切板242升起,通过定尺剪切板242将切割钢筋半成品,使其形成每段长度为30m的箱梁底腹板通长钢筋。
59.在切割φ25mm的箱梁底腹板通长钢筋时,第二翻料板23下方的第二升降器251在plc设备的控制下下降,并通过铰接设置的转动杆252将第二翻料板23的外侧下翻,使第二翻料板23形成向外侧下方倾斜的斜面板,使箱梁底腹板通长钢筋沿第二翻料板23滑落至布料架41上。
60.通过plc设备控制电机带动传动杆433转动,位于布料架41一侧的传动轮431与传动杆433同步转动,并通过传动带432带动另一侧的传动轮431同步转动,将箱梁底腹板通长钢筋从布料架41的一侧传输到另一侧并卡置在同一排定位轮42的v形结构内,实现箱梁底腹板通长钢筋的布料,且相比传统人工布料效率提升约10倍。通过plc设备同时控制多个移动架52沿移动轨道53水平移动,移动架52的数量可根据箱梁底腹板通长钢筋的长度和重量调整,确保对箱梁底腹板通长钢筋的稳定抓取即可。多个移动架52沿箱梁底腹板通长钢筋的长度方向间隔分布,通过plc设备同时控制多个移动架52上的升降控制器511下降,使抓取爪512能抓紧在箱梁底腹板通长钢筋上,从而将箱梁底腹板通长钢筋提升并移动至底腹板骨架装配线上,相比传统人工上料效率提升约10倍。
61.在切割φ10mm和φ8mm的箱梁底腹板通长钢筋时,配备两个储料仓31,用于分别存放φ10mm和φ8mm的箱梁底腹板通长钢筋,并在靠近第一翻料板22的储料仓31顶部设置储料仓拨杆32。
62.在切割φ10mm的箱梁底腹板通长钢筋时,第一翻料板22下方的第二升降器251在plc设备的控制下下降,并通过铰接设置的转动杆252将第一翻料板22的外侧下翻,使第一翻料板22形成向外侧下方倾斜的斜面板,使箱梁底腹板通长钢筋沿第一翻料板22滑落。此时不使用储料仓拨杆32,即储料仓拨杆32不倾斜设置在靠近第一翻料板22的储料仓31的顶部,箱梁底腹板通长钢筋能落入靠近第一翻料板22的储料仓31内。
63.在切割φ8mm的箱梁底腹板通长钢筋时,第一翻料板22下方的第二升降器251在plc设备的控制下下降,并通过铰接设置的转动杆252将第一翻料板22的外侧下翻,使第一翻料板22形成向外侧下方倾斜的斜面板,使箱梁底腹板通长钢筋沿第一翻料板22滑落。此时使用储料仓拨杆32,即储料仓拨杆32倾斜设置在靠近第一翻料板22的储料仓31的顶部,箱梁底腹板通长钢筋滑落时经过储料仓拨杆32落入远离第一翻料板22的储料仓31内。储料仓拨杆32的转动可通过plc设备经电机和转动轴统一控制。
64.需要取用φ10mm和φ8mm的箱梁底腹板通长钢筋时,在plc设备的控制下,可通过移动架52带动升降抓取组件移动至相应的储料仓31上方,并通过抓取爪512下降抓取箱梁底腹板通长钢筋,并将其运输至底腹板骨架装配线上。
65.以上仅为本发明的较佳实施例而已,并非用于限定发明的保护范围,因此,凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围
之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1