一种台阶式法兰拉伸成型工艺的制作方法
1.本发明属于冲压技术领域,具体涉及一种台阶式法兰拉伸成型工艺。
背景技术:
2.法兰常用于两个设备或者零件之间的连接,台阶式法兰是法兰众多种类中的一种,台阶式法兰类似产品一般采用拉伸后用侧切后再成型,由于这种产品法兰口部小脚太多,侧切时由于模具空间问题,需要3步才能完成侧切,而侧切模具对模具精度更高,且滑块制造成本高,造成模具费用高,该产品由于产量比较大,采用机械手传递模生产,而本身产品结构比较复杂,需要的工步数较多,加上侧切需要13步才能完成产品的冲压,模具长度相应变长,对冲压设备的台面尺寸要求更大,且因为侧切多,侧切产生的毛刺问题极大的降低了生产效率,而且开模难度变大模具容易失败。
3.但是,上述方案在使用中存在如下缺陷:成型时冲压工序步骤较多,模具成本较高,冲压过程中修模频率较为频繁导致生产效率较低,开模难度较大使产品质量较差。
技术实现要素:
4.本发明的目的在于提供一种台阶式法兰拉伸成型工艺,以解决上述背景技术中提出的问题。
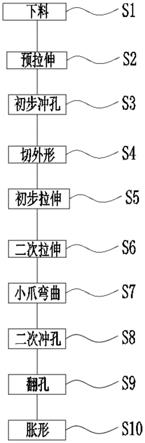
5.为实现上述目的,本发明提供如下技术方案:一种台阶式法兰拉伸成型工艺,具体包括如下操作步骤:
6.s1:下料,首先将加工原材料放置于冲压设备的加工平台上,原材料材质为sus304-1/2h材料;
7.s2:预拉伸,再使用冲压设备对原材料中部进行冲压,使原材料被拉伸为台阶式法兰的初步形状,方便对其进行后续的加工工作;
8.s3:初步冲孔,随后再通过冲压设备对原材料预拉伸后凸起部分的底部进行冲孔,冲孔数量为三个;
9.s4:切外形,其次再通过冲压设备对初步冲孔后的原材料底部进行切割,使材料边缘处被切割为法兰的指定形状,完成初步的外形成型;
10.s5:初步拉伸,通过冲压设备对原材料预拉伸之后形成的凸起部分进行冲压,使其拉伸至一定的高度;
11.s6:二次拉伸,之后再次通过冲压设备对完成初步拉伸后的凸起部分进行冲压,完成再一次的拉伸工作;
12.s7:小爪弯曲,将二次拉伸后的底部形成的小爪通过冲压设备进行弯曲冲压工作;
13.s8:二次冲孔,通过冲压设备对材料的中部进行冲孔,使材料冲出翻孔前所需要的孔;
14.s9:翻孔,将二次冲孔后形成的内孔进行翻直;
15.s10:胀形,将翻直后的孔内壁进行胀形,使其成型至产品形状。
16.作为优选,所述步骤s1中将原材料放置于冲压设备上指定位置,方便冲压设备对原材料进行冲压成型工作。
17.作为优选,所述步骤s2中将原材料拉伸指定高度,使材料的底部边缘处形成一定的长度,方便对材料边缘处进行切割成型工作。
18.作为优选,所述步骤s3中对预拉伸后凸起部分底部的冲孔数量为三个且孔的位置均匀分布在凸起部分表面,形成的孔为工艺孔,方便后续工序的定位工作。
19.作为优选,所述步骤s4中将材料预拉伸之后底部边缘处进行切割,切割成指定形状法使其在后续的拉伸工作中被拉伸至一定位置形成法兰指定形状。
20.作为优选,所述步骤s5中对材料进行初步拉伸时,将材料底部边缘处别切割完成后长度较长的小爪进行固定,将材料凸起处通过冲压设备拉伸至第一台阶高度,所述步骤s6中在初步拉伸的基础上继续通过冲压设备对材料进行拉伸,使材料拉伸至第二台阶高度,使材料底部被切割的较短的小爪被拉伸至较长的小爪的上方。
21.作为优选,所述步骤s7中通过冲压设备对材料底部较长的小爪进行弯曲,使其弯曲成需要加工的法兰的指定形状。
22.作为优选,所述步骤s8中通过冲压设备对材料的凸起部分进行冲压,使材料中部形成后续翻孔所需要的孔大小,所述步骤s9中对二次冲孔形成的孔内壁进行翻转,将内孔翻转至上端,方便进行对翻转之后的孔内壁进行胀形。
23.作为优选,所述步骤s10中对翻孔之后的孔内壁进行向外扩张,使其成型至指定形状,从而完成整个法兰的成型工作。
24.本发明的技术效果和优点:
25.通过十道工序即可完成整个台阶式法兰的冲压成型工作,减少了冲压工序,工序的减少使模具的使用也得到了减少,从而对冲压设备的台面尺寸要求也随之降低,模具使用的减少有效降低了的模具的使用费用,通过预拉伸形成的法兰口部初步形状在冲压设备和模具的作用下可被加工成指定形状,可通过改变模具的形状改变侧切的形状,一道工序即可完成对法兰口部的侧切工作,降低了对侧切模具的高精度要求,在进行开模时更加简单,侧切次数的减少也使产生的毛刺可以较好的解决,也减少了冲压过程中的修模频率,可有效提高生产效率,开模时难度的降低可有效提高产品的加工质量。
附图说明
26.图1为一种台阶式法兰拉伸成型工艺的加工工艺流程图;
27.图2为一种台阶式法兰拉伸成型工艺的工艺排布图;
28.图3为一种台阶式法兰拉伸成型工艺的产品图。
具体实施方式
29.下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例1
31.一种台阶式法兰拉伸成型工艺,具体包括如下操作步骤:
32.s1:下料,首先将加工原材料放置于冲压设备的加工平台上,原材料材质为sus304-1/2h材料;
33.s2:预拉伸,再使用冲压设备对原材料中部进行冲压,使原材料被拉伸为台阶式法兰的初步形状,方便对其进行后续的加工工作;
34.s3:初步冲孔,随后再通过冲压设备对原材料预拉伸后凸起部分的底部进行冲孔,冲孔数量为三个;
35.s4:切外形,其次再通过冲压设备对初步冲孔后的原材料底部进行切割,使材料边缘处被切割为法兰的指定形状,完成初步的外形成型;
36.s5:初步拉伸,通过冲压设备对原材料预拉伸之后形成的凸起部分进行冲压,使其拉伸至一定的高度;
37.s6:二次拉伸,之后再次通过冲压设备对完成初步拉伸后的凸起部分进行冲压,完成再一次的拉伸工作;
38.s7:小爪弯曲,将二次拉伸后的底部形成的小爪通过冲压设备进行弯曲冲压工作;
39.s8:二次冲孔,通过冲压设备对材料的中部进行冲孔,使材料冲出翻孔前所需要的孔;
40.s9:翻孔,将二次冲孔后形成的内孔进行翻直;
41.s10:胀形,将翻直后的孔内壁进行胀形,使其成型至产品形状。
42.所述步骤s1中将原材料放置于冲压设备上指定位置,方便冲压设备对原材料进行冲压成型工作,采用材质为sus304-1/2h的材料进行加工,可使加工的产品质量更好。
43.所述步骤s2中将原材料拉伸指定高度,使材料的底部边缘处形成一定的长度,方便对材料边缘处进行切割成型工作,通过冲压设备对原材料进行初步冲压,使法兰的口部初步成型,可有效改善侧切时的模具空间问题,方便进行侧切工作。
44.所述步骤s3中对预拉伸后凸起部分底部的冲孔数量为三个且孔的位置均匀分布在凸起部分表面,形成的孔为工艺孔,方便后续工序的定位工作,在通过拉伸凸起的部分冲压形成三个工艺孔,三个工艺孔均匀分布,在对后续工序加工时定位更加准确,可以有效提高产品的加工质量。
45.所述步骤s4中将材料预拉伸之后底部边缘处进行切割,切割成指定形状法使其在后续的拉伸工作中被拉伸至一定位置形成法兰指定形状,通过预拉伸形成的法兰口部初步形状在冲压设备和模具的作用下可被加工成指定形状,可通过改变模具的形状改变侧切的形状,一道工序即可完成对法兰口部的侧切工作,降低了对侧切模具的高精度要求,有效减少了的模具的使用费用,侧切次数的减少也使产生的毛刺较好解决,也减少了冲压过程中的修模频率,可有效提高生产效率。
46.所述步骤s5中对材料进行初步拉伸时,将材料底部边缘处别切割完成后长度较长的小爪进行固定,将材料凸起处通过冲压设备拉伸至第一台阶高度,所述步骤s6中在初步拉伸的基础上继续通过冲压设备对材料进行拉伸,使材料拉伸至第二台阶高度,使材料底部被切割的较短的小爪被拉伸至较长的小爪的上方,通过初步拉伸和二次拉伸两道工序可完成对侧切之后形成的较短法兰口部小脚的高度拉伸,根据加工要求将其拉伸至特定高度,进而完成对法兰口部的初步成型工作。
47.所述步骤s7中通过冲压设备对材料底部较长的小爪进行弯曲,使其弯曲成需要加工的法兰的指定形状,根据加工需求通过冲压设备对法兰口部较长的小爪进行弯曲,可通过更换不同的模具可将其弯曲成不同的角度,从而完成对法兰口部的成型工作。
48.所述步骤s8中通过冲压设备对材料的凸起部分进行冲压,使材料中部形成后续翻孔所需要的孔大小,所述步骤s9中对二次冲孔形成的孔内壁进行翻转,将内孔翻转至上端,方便进行对翻转之后的孔内壁进行胀形,在对材料的凸起部分进行二次冲孔时,通过初步冲孔形成的三个孔可对整个材料进行定位,使二次冲孔时更加方便,通过冲压设备对二次冲孔之后形成的孔内壁翻转至上端,进而完成整个法兰端部的成型工作。
49.所述步骤s10中对翻孔之后的孔内壁进行向外扩张,使其成型至指定形状,从而完成整个法兰的成型工作,翻孔之后形成的法兰端部通过冲压设备向外进行扩张,根据加工需求使端部扩张成指定大小,可通过改变模具对端部形状进行改变。
50.通过十道工序即可完成整个台阶式法兰的冲压成型工作,减少了冲压工序,工序的减少使模具的使用也得到了减少,从而对冲压设备的台面尺寸要求也随之降低,模具使用的减少有效降低了的模具的使用费用,通过预拉伸形成的法兰口部初步形状在冲压设备和模具的作用下可被加工成指定形状,可通过改变模具的形状改变侧切的形状,一道工序即可完成对法兰口部的侧切工作,降低了对侧切模具的高精度要求,在进行开模时更加简单,侧切次数的减少也使产生的毛刺可以较好的解决,也减少了冲压过程中的修模频率,可有效提高生产效率,开模时难度的降低可有效提高产品的加工质量。
51.通过初步拉伸和二次拉伸两道工序可完成对侧切之后形成的较短法兰口部小脚的高度拉伸,根据加工要求将其拉伸至特定高度,进而完成对法兰口部的初步成型工作,根据加工需求通过冲压设备对法兰口部较长的小爪进行弯曲,可通过更换不同的模具可将其弯曲成不同的角度,从而完成对法兰口部的成型工作,翻孔之后形成的法兰端部通过冲压设备向外进行扩张,根据加工需求使端部扩张成指定大小,可通过改变模具对端部形状进行改变。
52.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1