加工工具的刀具更换装置的制作方法
1.本发明涉及一种安装于机械臂且通过旋转驱动部的马达等使硬质合金旋转锉(日文:超硬
ロータリーバー
)、磨头等刀具高速旋转来进行工件的倒角、去毛刺、抛光等加工的加工工具,特别是涉及一种利用机械臂的动作来相对于加工工具的主轴主体更换各种刀具的加工工具的刀具更换装置。
背景技术:
2.以往,在下述的专利文献1等中公知有一种加工工具,该加工工具安装于机械臂的顶端等,将刀具安装于马达的输出轴的顶端并使刀具高速旋转,从而进行产品的去毛刺加工等。
3.这种加工工具通常安装于机械臂的顶端,通过机械臂的动作而完全自动化地使用,因此在更换刀具时,也要求成为能够自动地进行刀具的更换的构造。
4.因此,在该以往的加工工具中,采用如下构造:在加工工具的头内设置通过空气压力而沿轴向移动的移动构件,在移动构件的内侧配设卡盘机构,通过空气压力使移动构件沿轴向滑动而进行卡盘机构的开闭,从而自动地进行刀具的更换。
5.然而,该以往的加工工具在其头内配设压力空气的导入回路,并设置移动构件的滑动机构,在移动构件的内侧配设有卡盘机构,因此构造复杂化,头部分必然大型化。
6.进行工件的倒角、去毛刺、抛光等加工的加工工具需要通过机械臂的动作使刀具进入到各种工件的细微的部位、狭窄的空间来进行加工。但是,若加工工具的头部分大型化,则在使刀具进入工件的细微的部位时,头部分与工件发生干扰,难以对工件的细微的部分进行加工。
7.因此,本发明人通过下述专利文献2提出了加工工具的刀具更换装置。该加工工具具备:旋转驱动部,其对主轴轴部进行驱动使其旋转;主轴主体,其连结于旋转驱动部,该主轴主体在内部将该主轴轴部保持为能够旋转;夹持部,其设于主轴轴部的顶端;以及刀具夹头,其被夹持部夹持,在该刀具夹头安装有刀具,在保持多个刀具夹头的刀库设有收纳刀具夹头的收纳凹部。
8.并且,在设于刀具夹头的端部的夹头连结部设有圆环状的夹持槽,在夹持部设有:嵌合于该夹持槽的多个夹持滚珠、为了对夹持滚珠向内侧施力而能够滑动地外嵌于外周部的夹持套筒、以及对该夹持套筒向夹持方向施力的弹簧构件,在刀具夹头的外周部设有圆环状的卡合槽。
9.另一方面,在刀库的收纳凹部设有能够与刀具夹头的卡合槽卡合的卡合保持部,并且在该刀库上设有夹持解除部,该夹持解除部通过与夹持套筒接触而使夹持套筒向夹持解除方向滑动,在卡合保持部内设有扭转施加部,在刀具夹头自收纳凹部脱离时,该扭转施加部与卡合槽卡合而对刀具夹头施加扭转力。
10.现有技术文献
11.专利文献
12.专利文献1:日本特开2014-94100号公报
13.专利文献2:日本特许第6650171号公报
技术实现要素:
14.发明要解决的问题
15.上述结构的加工工具的刀具更换装置能够实现加工工具的小型化,在收纳于刀库的情况下,通过机械臂的动作,使夹持套筒接触于夹持解除部,使夹持套筒沿夹持解除方向滑动,从而使刀具夹头从夹持部脱离。
16.另一方面,在要使夹持部夹持刀库上的刀具夹头而将刀具夹头从刀库上取出的情况下,通过机械臂的动作,将夹持部插入刀具夹头上部的夹头连结部,使夹持滚珠卡合于夹头连结部的卡合槽,夹持套筒被弹簧构件向夹持侧施力而滑动,刀具夹头上部的夹头连结部被夹持部夹持。
17.之后,通过机械臂的动作,使夹持部以夹持着刀具夹头的状态从刀库的收纳凹部脱离。此时,为了使夹持滚珠准确地卡合于卡合槽的卡合凹痕而正常地进行夹持,扭转施加部发挥作用而与卡合槽卡合并对刀具夹头施加扭转力。由此,刀具夹头绕其轴线扭转,使得夹持滚珠以准确地卡合于卡合槽的卡合凹痕的方式移动。
18.然而,该扭转施加部的球塞安装于刀库的收纳凹部,在通过机械臂的动作而使刀具夹头离开刀库的收纳凹部时,该扭转施加部以球塞卡合于卡合槽的卡合凹痕而使刀具夹头扭转的方式发挥作用。因此,有时扭转变得不稳定,在未可靠地进行刀具夹头的扭转的情况下,夹持部的夹持变得不稳定。并且,当重复进行刀具夹头的更换动作时,存在以下问题:球塞的滚珠的动作变差,刀具夹头的扭转变得不稳定,从而夹持部的夹持动作变得不可靠。
19.本发明是为了解决上述问题而做出的,其目的在于,提供一种能够通过机械臂的动作来自动且可靠而稳定地进行刀具的更换的加工工具的刀具更换装置。
20.用于解决问题的方案
21.为了实现上述目的,本发明的加工工具的刀具更换装置具备:旋转驱动部,其对主轴轴部进行驱动使其旋转;主轴主体,其连结于该旋转驱动部,该主轴主体在内部将该主轴轴部保持为能够旋转;夹持部,其设于该主轴轴部的顶端;刀具夹头,其被该夹持部夹持,在该刀具夹头安装有刀具;以及刀库,其保持多个该刀具夹头,该加工工具的刀具更换装置的特征在于,在设于该刀具夹头的端部的夹头连结部设有圆环状的夹持槽,并且在该夹持槽内设有多个凹痕,在该夹持部设有:嵌合于该夹持槽的多个夹持滚珠、为了对该夹持滚珠向内侧施力而能够滑动地外嵌于外周部的夹持套筒、以及对该夹持套筒向夹持方向施力的弹簧构件,在该刀具夹头的外周部设有齿轮部,在所述刀库设有收纳所述刀具夹头的收纳凹部,在该收纳凹部的一方的壁部,可浮动地设有能够与该刀具夹头的该齿轮部卡合的齿条部,在该刀库上设有夹持解除部,该夹持解除部通过与该夹持套筒接触而使该夹持套筒向夹持解除方向滑动,在该刀具夹头自该收纳凹部脱离时,该齿轮部和该齿条部相卡合而对该刀具夹头施加扭转力。
22.采用本发明的加工工具的刀具更换装置,在机械臂安装有加工工具,在不使用空气压力等动力、电力的情况下,仅靠机械臂的动作,就能够使由刀库保持着的刀具夹头嵌合于主轴轴部的夹持部并进行夹持,且能够使夹持套筒自动地滑动而进行夹持解除。
23.另外,在夹持刀具夹头而将刀具夹头自刀库取出时,使齿轮部卡合于刀库的收纳凹部的齿条部,一边使刀具夹头扭转一边成为夹持状态,因此,能够总是使刀具夹头正常地连结于夹持部并夹持刀具夹头,能够将刀具夹头以能够被驱动而旋转的方式安装。另外,由于使齿轮部卡合于可浮动的齿条部而扭转,因此不会产生过度的磨损、摩擦,不存在如使用球塞时那样球塞发生劣化而使扭转动作变得不稳定的忧虑,能够长期且稳定地可靠进行刀具夹头的更换。
24.并且,在将刀具夹头收纳于刀库的情况下,通过机械臂的动作,在刀库上使夹持套筒向夹持解除方向滑动,使刀具夹头自夹持部脱离,能够将刀具夹头收纳于刀库的收纳凹部。由此,能够自动地适当进行安装有刀具的刀具夹头的更换。
25.并且,对于设于主轴轴部的顶端的夹持部而言,仅在夹持套筒的内侧配设夹持滚珠即可,因此,与使用空气压力设备、电气设备进行夹持的加工工具相比,能够使夹持部大幅小型化。因此,不会使夹持部与工件干扰,能够使刀具进入到工件的细微的部分或刀具难以进入的复杂且狭窄的部位,从而能够进行工件的倒角、去毛刺、抛光等加工。
26.另外,在通过机械臂的动作而取出被收纳于收纳凹部内的刀具夹头时,主轴主体朝向刀具夹头下降,使主轴轴部的夹持部的夹头插入孔以盖在刀具夹头的夹头连结部的方式嵌合。此时,一边使夹持套筒的端部抵接于夹持解除部而解除夹持,一边使刀具夹头连结于夹持部,通过机械臂的动作使主轴主体向收纳凹部的前方移动,夹持部的夹持套筒在倾斜面上滑动,夹持套筒在弹簧构件的弹簧力的作用下向夹持侧滑动。
27.然后,刀具夹头的齿轮部卡合于刀库上的齿条部,对刀具夹头施加扭转力,刀具夹头绕轴线扭转。由此,夹持套筒内的夹持滚珠与夹头连结部的夹持槽内的凹痕之间的卡合自动地成为适当嵌合状态,在刀具夹头离开收纳凹部时,成为夹持部自动地完全夹持刀具夹头的状态。由于刀具夹头的扭转力是经由齿轮部和可浮动的齿条部施加的,因此,即使在长期反复地进行了刀具夹头的更换动作的情况下,也能够将齿轮部和齿条部的劣化抑制为最少,能够长期使刀具更换装置正常地做动作。
28.在此,在上述加工工具的刀具更换装置中,优选为以下结构:上述齿条部以与刀具夹头被取出时的移动方向平行的方式配设在上述刀库的收纳凹部的内侧,并且上述齿条部借助间隙和弹簧被支承为能够在齿的凹凸方向(齿顶的高度和齿根的深度方向)上浮动。由此,在刀具夹头自收纳凹部脱离时,能够通过机械臂的动作来轻松顺畅地进行刀具夹头的齿轮部与齿条部之间的卡合,能够使齿轮部、齿条部的摩擦、磨损为最少,并且能够使刀具夹头扭转并可靠且稳定地进行夹持部的夹持。
29.另外,在此,优选为如下结构:在上述刀库的收纳凹部内侧的、与上述齿条部相反的那侧的内壁面,设有长度与齿条部的长度大致相同的进入用凹部。并且,优选为如下结构:浮动壁部以能够在其厚度方向上浮动的方式支承于进入用凹部的壁面。
30.由此,在收纳刀具夹头时,在主轴主体的夹持部夹持着刀具夹头的状态下,使刀具夹头从前方进入刀库的收纳凹部内。此时,通过机械臂的动作,能够使刀具夹头的齿轮部向进入用凹部侧偏移地进入收纳凹部,由此,在刀具夹头进入时,能够解除齿轮部与齿条部之间的卡合,能够抑制齿轮部与齿条部的磨损。另外,在刀具夹头进入时,在刀具夹头向浮动壁部侧过度偏移的情况下,由于齿轮部仅是与浮动壁部接触,因此,不会阻碍刀具夹头的动作,能够将齿轮部的磨损也抑制为最少。
31.另外,在此,优选的是,在上述夹头连结部设有卡合槽,在上述刀库的收纳凹部设有与卡合槽卡合的卡合保持部,卡合槽的宽度形成为比卡合保持部的厚度稍大。由此,在通过机械臂的动作夹持收纳凹部内的刀具夹头并将其取出时,通过机械臂的细微的上下移动,对夹持部施加上下振动,由此,能够使夹持套筒良好地下降至夹持位置。
32.另外,在此,优选为如下结构:在上述刀库的收纳凹部附近设有检测上述夹持部的状态的光线式传感器,在收纳凹部上的夹持部夹持着刀具夹头时,光线式传感器根据光的反射或光的阻断来检测夹持的正确与否。
33.发明的效果
34.采用本发明的加工工具的刀具更换装置,能够通过机械臂的动作来自动且可靠而稳定地相对于加工工具更换刀具夹头。
附图说明
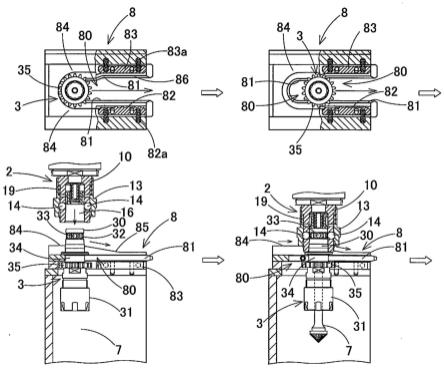
35.图1是表示本发明的一个实施方式的加工工具的主视图。
36.图2是图1的ii-ii线放大剖视图。
37.图3是夹持部夹持着刀具夹头的状态的局部剖视图。
38.图4是解除了对刀具夹头的夹持后的状态的局部剖视图。
39.图5是刀库的主视图。
40.图6是刀库的俯视图。
41.图7是刀库的纵剖视图。
42.图8是刀库的局部带截面的俯视图。
43.图9是收纳了刀具夹头的状态的多个刀库的主视图。
44.图10是表示加工工具的使用状态的主视图。
45.图11是在将刀具夹头从刀库取出之际的俯视说明图和其带截面的侧视图。
46.图12是在将刀具夹头从刀库取出之际的俯视说明图和其带截面的侧视图。
47.图13是在使刀具夹头进入刀库的收纳凹部时的俯视说明图和其带截面的侧视图。
48.图14是在使刀具夹头进入刀库的收纳凹部而成为收纳状态时的俯视说明图和其带截面的侧视图。
49.图15表示另一个实施方式,图15的(a)是收纳有刀具夹头的状态的多个刀库的主视图,图15的(b)是其b-b剖视图,图15的(c)是其c-c剖视图。
50.附图标记说明
51.1、主轴主体;2、夹持部;3、刀具夹头;7、刀具;8、刀库;9、旋转驱动部;10、主轴轴部;12、板;13、夹持套筒;13a、卡合面;13b、环状槽;14、夹持滚珠;15、主轴顶端部;16、夹头插入孔;17、滚珠保持孔;18、施力构件;18a、螺旋弹簧;19、弹簧构件;21、卡定环;22、卡定环;30、夹头连结部;31、刀具固定部;32、夹持槽;33、凹痕;34、卡合槽;35、齿轮部;80、收纳凹部;81、卡合保持部;82、齿条部;82a、弹簧;83、浮动壁部;83a、弹簧;84、夹持解除部;85、倾斜面;86、进入用凹部;87、定位构件;88、光线式传感器。
具体实施方式
52.以下,基于附图对本发明的一个实施方式进行说明。如图1所示,加工工具是如下
那样的工具:在主轴主体1的主轴轴部10的顶端设有夹持部2,主轴主体1(旋转驱动部9)安装于机械臂ra等,使由夹持部2夹持的刀具7高速旋转,从而进行产品的去毛刺加工等。
53.去毛刺等的刀具7固定于刀具夹头3,刀具夹头3被夹持部2夹持,加工工具通过主轴主体1的旋转驱动来使刀具7高速旋转,从而进行工件的去毛刺、倒角、抛光加工等。
54.在主轴主体1内设有轴承构件,主轴轴部10借助轴承构件能够旋转地轴支承于圆筒壳体的轴心位置。在主轴主体1的末端部安装有电动马达等旋转驱动部9,旋转驱动部9的旋转轴与主轴轴部10的末端连结,主轴轴部10被旋转驱动部9驱动而以高速进行旋转。
55.如图3、图4所示,主轴轴部10的主轴顶端部15自主轴主体1的下端向下方突出,在主轴顶端部15以向顶端侧开口的方式沿轴向形成有夹头插入孔16。夹头插入孔16的内表面形成为圆锥形的坡状,如图3那样,具有能够使同样地形成为坡状的、刀具夹头3的夹头连结部30紧密地进入夹头插入孔16内的形状。
56.另一方面,如图4所示,刀具夹头3包括用于将刀具7固定的刀具固定部31、和经由卡合槽34设置在刀具固定部31的上部的夹头连结部30,夹头连结部30如上述那样插入到夹头插入孔16内而被连结和保持。夹头连结部30稍微形成为坡状也就是圆台状,在上部附近的外周形成有夹持槽32,在夹持槽32内,以预定的间隔形成有多个凹痕(截面为大致半圆形形状的凹部)33。
57.被保持在主轴轴部10的夹持部2内的夹持滚珠14嵌入所述凹痕33,从而夹持刀具夹头3,能够将主轴轴部10的旋转力传递至夹头连结部30。如图2所示,例如,在使用6个夹持滚珠14的情况下,在夹持槽32内以30
°
的角度间隔形成12个凹痕33。6个夹持滚珠14以能够滚动的方式嵌入并保持于多个滚珠保持孔17内,如图2所示,上述多个滚珠保持孔17在主轴轴部10的顶端部附近内呈环状且以60
°
的角度间隔地呈放射状设置。这6个滚珠保持孔17向主轴轴部10的主轴顶端部15的内外开口,滚珠保持孔17内的各夹持滚珠14自滚珠保持孔17(图4)的内外的开口向内侧和外侧露出并被容纳于孔内。
58.另一方面,如图3所示,在设于主轴轴部10的主轴顶端部15的夹头插入孔16的进深部嵌入有板12,施力构件18配设为通过螺旋弹簧18a对所插入的刀具夹头3的夹头连结部30向顶端侧施力。如图4所示,施力构件18被卡定环21保持为能够在夹头插入孔16的预定位置内滑动。并且,在主轴轴部10的主轴顶端部15的外周部,以能够在预定的范围内上下滑动的方式外嵌有夹持套筒13,并且,在主轴顶端部15装配有对夹持套筒13向顶端侧(夹持侧)施力的弹簧构件19(螺旋弹簧)。夹持套筒13以能够滑动的方式被卡定环22保持在主轴顶端部15的预定位置。
59.如图2所示,在夹持套筒13的内周面形成有与包含夹持滚珠14的主轴顶端部15的外周面相接触的卡合面13a,如图4所示,在夹持套筒13滑动到上方时,夹持滚珠14与设于卡合面13a的环状槽13b卡合。由此,夹持滚珠14与夹持槽32的凹痕33的嵌合被解除,容许刀具夹头3脱离。
60.另一方面,如图3、图4所示,在刀具夹头3的中间部即在夹头连结部30与刀具固定部31之间的外周部,呈环状地形成有卡合槽34,在卡合槽34的下侧设有齿轮部35。
61.如图11、图12所示,该齿轮部35构成为,在通过机械臂ra的动作来取出收纳于刀库8的收纳凹部80的刀具夹头3时,在收纳凹部80内的一方的壁面设置的齿条部82和齿轮部35会相卡合,由此,扭转力作用于刀具夹头3而使刀具夹头3绕其轴线扭转。
62.通过该扭转,从而夹持滚珠14与夹持槽32内的各凹痕33之间的卡合成为适当状态,能够利用夹持部2来适当地夹持刀具夹头3。在该夹持时,如图3所示,夹持滚珠14抵接于夹持套筒13的内周面,夹持套筒13的内周面将各夹持滚珠14向内侧的凹痕33侧推压而成为夹持状态。
63.在刀具夹头3的夹头连结部30与齿轮部35之间的外周部,呈圆环状设有卡合槽34。在刀具夹头3的收纳时和取出时,刀库8的卡合保持部81卡合于该卡合槽34,从而将刀具夹头3保持为能够滑动。
64.另外,夹头连结部30的卡合槽34的宽度形成为比卡合于该卡合槽34的内侧的、刀库8的卡合保持部81的厚度稍大。由此,在通过机械臂ra的动作夹持收纳凹部80内的刀具夹头3并将其取出时,机械臂ra会细微地上下移动,能够对夹持部2的夹持套筒13施加上下的振动,由此,能够使夹持套筒13良好地下降至夹持位置。
65.如图9所示,在刀具固定部31固定有刀具7的多个刀具夹头3被收纳在刀库8的收纳凹部80内。如图3所示,由硬质合金旋转锉、磨头等构成的可更换的刀具7被从刀具夹头3的刀具固定部31的底部插入,并被紧固螺钉紧固固定。
66.如图4~图9所示,刀库8构成为,在水平部上水平地并排设置多个收纳凹部80,在多个收纳凹部80内收纳带刀具的刀具夹头3。各收纳凹部80以朝向前方呈大致u字型开口的方式形成在刀库的主体部上,在收纳凹部80的周缘部,呈u字的框状地形成有与上述刀具夹头3的卡合槽34卡合而保持刀具夹头3的卡合保持部81。如图13、图14所示,对于卡合保持部81,在通过机械臂ra的动作使刀具夹头3进入收纳凹部80内时,使卡合保持部81卡合于该卡合槽34而进行保持,从而刀具夹头3进入到收纳凹部80的进深处而被卡合保持部81保持。
67.如图6、图8所示,在收纳凹部80内的、主视时的左侧的壁部,配设有能够与刀具夹头3的齿轮部35卡合的齿条部82。齿条部82配设为,能够借助间隙82b、弹簧82a、导销82c和长孔82d以浮动状态沿齿顶的高度方向和齿根的深度方向浮动。也就是说,在齿条部82设有在齿条部82的齿的凹凸方向(齿顶的高度方向和齿根的深度方向)上较长的长孔82d,导销82c嵌入该长孔,通过导销82c与长孔82d的嵌合,从而齿条部82能够被引导而沿齿的凹凸方向移动。导销82c的端部固定于刀库8的主体部分。
68.如图8所示,在齿条部82的背面侧设有间隙82b,在该间隙82b处,两个弹簧(螺旋弹簧)82a张设在主体部与齿条部82之间。由此,齿条部82能够在主视时的左右方向即齿的凹凸方向上在间隙82b的微小范围内浮动,齿条部82在齿的凹凸方向上受到载荷的情况下容易借助弹簧(螺旋弹簧)82a而浮动。另外,该浮动通过导销82c与长孔82d的嵌合而被引导。此外,导销82c与长孔82d的关系也可以反过来,可以将导销固定于齿条部82而将长孔设于主体部。
69.并且,如图6、图8所示,在收纳凹部80内的齿条部82的相反侧的、主视时右侧的壁部设有长度与齿条部82大致相同的进入用凹部86。在通过机械臂ra的动作将刀具夹头3从前方插入收纳凹部80内时,为了避免齿轮部35与齿条部82之间的接触,如图6所示,该进入用凹部86成为使右侧的壁部向内侧后退宽度α的形状。通过该宽度α的进入用凹部86,如图13所示,在将刀具夹头3从前方插入收纳凹部80内时,使刀具夹头3向进入用凹部86侧偏移宽度α地进入收纳凹部80内,避免齿轮部35与齿条部82之间的接触。
70.并且,如图8所示,在该进入用凹部86的壁面,借助弹簧83a和间隙83b可浮动地配
设有长度与齿条部82大致相同的浮动壁部83。与齿条部同样地,浮动壁部83在刀具夹头3的主体部内以浮动状态被支承,且能够沿主视时的左右方向(壁部的厚度方向)移动。另外,通过导销与长孔之间的嵌合,借助弹簧(螺旋弹簧)83a在壁的厚度方向上引导浮动壁部83的移动,将浮动壁部83以可浮动状态保持。通过该浮动壁部83,在刀具夹头3向进入用凹部86侧偏移地从前方进入收纳凹部80内时,在刀具夹头3的齿轮部35接触于浮动壁部83的情况下,容许浮动壁部83移动,从而避免齿轮部35与壁部之间的过度的碰撞、接触。
71.如图12所示,对于刀具夹头3的齿轮部35,在通过机械臂ra的动作自收纳凹部80取出刀具夹头3时,该齿轮部35与齿条部82相卡合,齿轮部35即刀具夹头3发生扭转。由此,凹痕33的相对于夹持滚珠14的径向方向的角度发生变化,夹持滚珠14容易如图2、图3那样嵌合于凹痕33。此时,夹持套筒13在弹簧构件19的作用下下降,能够可靠地进行夹持部2的夹持动作,且主轴轴部10的驱动力能够可靠地传递至刀具夹头3。
72.在齿轮部35沿齿条部82的长度方向移动时,不管齿轮部35的角度位置如何,齿轮部35和齿条部82均能够顺畅地卡合,并且,齿轮部35能够在齿条部82的末端部顺畅地脱离,因此,不必检测刀具夹头3的角度位置或实施将该角度位置保持为一定的精细控制。
73.如图5~图9所示,在刀库8的各收纳凹部80的两侧上方,经由倾斜面85形成有夹持解除部84作为高度稍高的突出部。在刀具夹头3的收纳和夹持解除时,如图13、图14所示,夹持解除部84形成为:借助倾斜面85将到达该部位的刀具夹头3的夹持套筒13逐渐上推,使刀具夹头3自夹持部2脱离而成为夹持解除状态。
74.也就是说,如图7、图8所示,在刀库8上的夹持解除部84的前方,倾斜面85以朝向进深处去变高的方式连续地形成,在刀具夹头3的收纳和夹持解除时,刀具夹头3的夹持套筒13被倾斜面85逐渐托起。
75.即,如图13、图14所示,在通过机械臂ra的动作使刀具夹头3与主轴主体1一起移动并使刀具夹头3自收纳凹部80的前方朝向进深处进入时,刀具夹头3的夹持套筒13的下端部接触于倾斜面85上。由此,夹持套筒13一边在倾斜面85上滑动一边被托起,在到达夹持解除部84时,夹持套筒13内的夹持滚珠14的外侧嵌入于卡合面13a的环状槽13b。由此,夹持滚珠14与夹头连结部侧的凹痕33之间的卡合脱离,夹持套筒13所形成的夹持被解除。
76.然后,当通过机械臂ra的动作使主轴主体1上升时,刀具夹头3如图3所示那样自主轴轴部10的夹持部2脱离,收纳凹部80的卡合保持部81卡合于刀具夹头3的卡合槽34,因此刀具夹头3被保持于收纳凹部80内的进深部的预定位置。如图7、图8所示,在收纳凹部80的进深部的预定位置的卡合保持部81的两侧配置有定位构件87,该定位构件87能够将所收纳的刀具夹头3保持于适当的收纳位置。
77.另一方面,在拆下刀具夹头3之后,在为了刀具更换等而要对主轴主体1再次装配刀具夹头3的情况下,如图11所示,利用机械臂ra使主轴主体1以将其夹持部2对准刀库8的收纳凹部80上的刀具夹头3上的方式进行移动。然后,使夹持部2与主轴主体1一起下降,使刀库8上的刀具夹头3的夹头连结部30嵌入夹头插入孔16内。
78.在该状态下,当通过机械臂ra的动作使主轴主体1向刀库8的前侧水平移动时,如图11那样,使由收纳凹部80内的卡合保持部81保持着的刀具夹头3向前方移动。
79.此时,如图11和图12所示,刀具夹头3的齿轮部35卡合于收纳凹部80内的齿条部82,刀具夹头3被施加扭转力,刀具夹头3绕其轴线扭转。此时,通过凹痕33的旋转,从而夹持
部2的夹持滚珠14嵌合于刀具夹头3侧的夹持槽32的凹痕33。因此,夹持滚珠14向内侧移动,夹持套筒13在弹簧构件19的弹簧力的作用下下降。该状态是图2、图3的剖视图所示的夹持状态,夹持部2的夹持滚珠14的内侧部适当地嵌合于刀具夹头3的夹头连结部30的凹痕33,夹持套筒13下降到夹持位置,刀具夹头3被夹持部2夹持。
80.接下来,说明上述结构的加工工具的刀具更换装置的实施方式。如图10所示,将加工工具的主轴主体1固定于机械臂ra的顶端来安装加工工具。对于固定有各种刀具7的多个刀具夹头3,如图9所示,在刀库8上的收纳凹部80内,使其卡合保持部81卡合于卡合槽34,从而该多个刀具夹头3被保持。
81.在要使主轴主体1的夹持部2夹持刀具夹头3的情况下,如图11所示,使机械臂ra做动作,使夹持部2位于刀库8上的刀具夹头3的正上方。然后,当使主轴主体1向正下方下降时,如图11的右图所示,刀具夹头3的夹头连结部30嵌入到夹持部2的夹头插入孔16内。
82.此时,如图11所示,夹持部2的夹持套筒13位于上侧的夹持解除位置。由于夹持滚珠14卡合于夹持套筒13内的卡合面13a的环状槽13b,因此,夹持滚珠14不会向内侧的夹头连结部30侧推出。因而,夹头连结部30向夹头插入孔16内嵌入到适当的夹持位置为止。
83.接下来,通过机械臂ra的动作使主轴主体1与刀具夹头3一起向收纳凹部80的开口侧水平移动。此时,如图11和图12所示,刀具夹头3的齿轮部35卡合于卡合保持部81下侧的齿条部82并移动,一边移动一边被施加扭转力,使刀具夹头3绕其轴线扭转。同时,夹持套筒13的下端部在倾斜面85上向图11、图12的右向滑动而向开口侧前进,夹持套筒13在弹簧构件19的弹簧力的作用下逐渐地下降。
84.此时,如图12那样,夹持滚珠14从环状槽13b出来并到达夹持套筒13内的卡合面13a,卡合面13a向内侧按压夹持滚珠14。由此,如图12的右图所示,夹持滚珠14嵌合于夹头连结部30的夹持槽32的凹痕33,成为夹持状态。
85.如此,在刀具夹头3通过其齿轮部35与齿条部82之间的卡合而被扭转的同时,夹持套筒13下降,因此,即使在夹持滚珠14的位置和凹痕33的角度位置未准确地一致的情况下,通过刀具夹头3的扭转,也会使两者的角度位置一致,如图2的剖视图所示,夹持滚珠14准确地嵌合于凹痕33,完成了刀具夹头3的夹持。
86.此外,在图12的中间图的状态下,能够使机械臂ra细微地上下移动而对夹持部2和刀具夹头3施加纵向振动。通过该纵向振动,从而可靠地实施夹持套筒13的下降,能够防止夹持套筒13的下降不良引起的刀具夹头3的夹持不良。
87.如此,仅通过机械臂ra的动作,将刀具夹头3的夹头连结部30插入夹持部2的夹头插入孔16而完成夹持。之后,旋转驱动部9启动,主轴轴部10和刀具夹头3被驱动而高速地旋转,机械臂ra通过示教模式等使刀具7根据预先存储的坐标数据沿着固定在工作台上的工件w(图10)的加工路线移动,进行去毛刺等加工。
88.之后,在要更换为另外的刀具夹头3进行加工的情况下,首先,为了使正被夹持部2夹持的刀具夹头3返回刀库8的收纳凹部80,如图13、图14所示,使机械臂ra移动,使该刀具夹头3从空的收纳凹部80的前方的开口进入该收纳凹部80。此时,如图13所示,机械臂ra一边使主轴主体1和刀具夹头3在俯视时从中心线c向右侧(进入用凹部86侧)偏移进入用凹部86的宽度α,一边使刀具夹头3从前方进入收纳凹部80内。由此,在刀具夹头3的齿轮部35通过齿条部82时,刀具夹头3以齿条部82和齿轮部35不接触的状态进入,能够防止齿轮部35与
齿条部82的磨损、损伤。然后,如图13所示,当由夹持部2保持的刀具夹头3到达收纳凹部80的中间部时,刀具夹头3从偏移位置变到收纳凹部80的中心线c上并前进,其卡合槽34一边卡合于卡合保持部81,该刀具夹头3一边向收纳凹部80的进深处前进。
89.另外,此时,如图13和图14所示,夹持套筒13的下端部在刀库8上的倾斜面85上滑动并前进,夹持套筒13被倾斜面85逐渐地托起。然后,在夹持套筒13的下端部到达刀库8的夹持解除部84时,夹持套筒13内的卡合面13a的环状槽13b与夹持滚珠14相卡合,夹持滚珠14成为能够从夹头连结部30侧的凹痕33向外侧移动的状态,夹持套筒13成为夹持解除状态。
90.在该状态下,由于刀具夹头3的卡合槽34被收纳凹部80的卡合保持部81卡合保持,因此,当通过机械臂ra的动作使主轴主体1的夹持部2上升时,如图14所示,刀具夹头3自夹持部2脱离而被保持在收纳凹部80内,夹持部2恢复至没有刀具夹头3的、空的状态。
91.接下来,主轴主体1的夹持部2通过机械臂ra的动作而向更换目标的刀库8上的刀具夹头3的上方移动。然后,与上述图11的说明同样地,夹持部2移动至刀库8上的刀具夹头3的正上方,使主轴主体1向正下方下降。此时,刀具夹头3的夹头连结部30嵌入夹持部2的夹头插入孔16内,夹持滚珠14卡合于夹持套筒13内的卡合面13a的环状槽13b,因此,夹头连结部30向夹头插入孔16内嵌入到适当的夹持位置为止。
92.接下来,如图11所示,通过机械臂ra的动作使主轴主体1与刀具夹头3一起向收纳凹部80的开口侧水平移动。此时,刀具夹头3在收纳凹部80的中心线上前进,其齿轮部35一边与刀库8的收纳凹部80的齿条部82卡合一边移动,由此,刀具夹头3被施加扭转力,刀具夹头3绕其轴线扭转。此时,由于齿条部82为浮动状态,因此,在齿轮部35与齿条部82之间,不会产生过度的摩擦、磨损,刀具夹头3顺畅地绕其轴线扭转。
93.同时,如图12所示,夹持套筒13的下端部在倾斜面85上滑动而向开口侧前进,夹持套筒13在弹簧构件19的弹簧力的作用下下降。由此,夹持套筒13内的卡合面13a向内侧按压夹持滚珠14,如图12的右图那样,夹持滚珠14适当地卡合于夹头连结部30的夹持槽32的凹痕33,刀具夹头3被夹持部2夹持。在该状态下,刀具夹头3被驱动而高速地旋转,进行基于该刀具夹头3的加工。
94.如此,上述加工工具的刀具更换装置在机械臂ra安装有加工工具,在不使用空气压力等动力、电力的情况下,仅靠机械臂ra的动作,就能够使由刀库8保持的刀具夹头3嵌合于主轴轴部10的夹持部2并进行夹持,且能够使夹持套筒13自动地滑动而进行夹持解除。另外,在夹持刀具夹头3时,使夹持滚珠14卡合于夹持槽32的凹痕33,使刀具夹头3一边扭转一边成为夹持状态,因此,能够总是使刀具夹头3适当地连结于夹持部2并夹持刀具夹头3,能够将刀具夹头3以能够被旋转驱动的方式安装。
95.另外,在将刀具夹头3收纳于刀库8的情况下,通过机械臂ra的动作,使夹持套筒13向夹持解除方向滑动,使刀具夹头3自夹持部2脱离,能够将刀具夹头3收纳于刀库8。由此,能够适当地进行安装有刀具7的刀具夹头3的更换。
96.并且,在夹持部2夹持刀具夹头3时,刀具夹头3的齿轮部35卡合于刀库8的可浮动的齿条部82并移动,刀具夹头3绕轴线扭转。由此,夹持滚珠14与夹头连结部30的凹痕33适当地嵌合,夹持套筒13在弹簧构件19的弹簧力的作用下下降,夹持套筒13成为夹持位置。如此,在刀具夹头3被施加扭转力时,齿轮部35和可浮动的齿条部82相卡合地进行,因此,即使
在长期地反复进行了刀具夹头3的更换动作的情况下,齿轮部35与齿条部82也不会产生过度的摩擦、磨损。由此,能够将齿轮部35和齿条部82的劣化抑制为最少,能够使刀具更换装置长期且无故障地做动作。
97.图15表示另一个实施方式,在此,1对光线式传感器88设于刀库8上,通过光线式传感器88来检测夹持刀具夹头3的夹持部2的夹持状态。
98.即,如图15所示,在刀库8上,相对地设有透光型的1对光线式传感器88。对于光线式传感器88,使用投射并接收较细的激光的激光传感器,但也能够使用通常的红外线式的透光型光电开关。
99.如图15的(c)所示,光线式传感器88的激光l以检测夹持套筒13的下端部的方式配置。也就是说,以如下方式设定光线式传感器88的激光l的位置:夹持部2夹持收纳凹部80内的刀具夹头3,使齿轮部35与齿条部82之间的卡合结束,到达收纳凹部80的开口出口,使夹持部2暂时停止移动时,光线式传感器88检测夹持套筒13的下端部的有无。
100.如上述图12所示的刀具夹头3的取出动作那样,夹持部2夹持收纳凹部80内的刀具夹头3并向开口侧移动,进行齿轮部35与齿条部82之间的卡合,在夹持部2在预定位置处停止移动时,如图15的(c)那样,光线式传感器88投射激光,激光l朝向夹持套筒13的下端部照射,检测夹持套筒13是否下降到预定的夹持位置。此时,在光线式传感器88的激光l被夹持套筒13的下端部阻断或检测到该下端部时,能够确认夹持套筒13完全下降到夹持位置而成为了夹持状态。
101.另一方面,在光线式传感器88未检测到夹持套筒13的下端部的情况下,视为夹持套筒13的下降不良(夹持不良),如图12所示,机械臂ra上下移动,对夹持套筒13施加纵向振动而再次实施夹持动作。然后,在通过光线式传感器88检测到夹持套筒13的下端部的情况下,夹持着刀具夹头3的夹持部2以使刀具夹头3自收纳凹部80内脱离的方式移动。通过利用该光线式传感器88对夹持部2的夹持不良进行检测,能够有效地防止刀具夹头3落下等不良情况。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1