一种药芯可视的药芯钎料及其制备方法与流程
1.本发明属于钎焊材料技术领域,具体涉及一种药芯可视的药芯钎料及其制备方法。
背景技术:
2.药芯钎料是钎料、钎剂复合在一体的新型复合钎焊材料,具有钎焊工序简单、易操作、钎剂无浪费且用量可控的特点,能够减少钎剂的浪费与污染,满足高效、优质、洁净生产的需要,如专利号为zl201510565404.x、zl201780096225.3、zl202010872468.5、zl202011061043.2、zl202010927570.0的中国发明专利均是针对药芯钎料进行的相关研究。
3.然而,现有药芯钎料还存在以下技术瓶颈有待突破。首先,现有药芯钎料的药芯均置于钎料金属内部,药芯的连续程度无法直观判断,操作工人很容易将断芯的钎料部位引入焊点,造成大量焊接缺欠;其次,现有药芯钎料的药芯大多是以粉状钎剂加入钎料金属内部,而粉状钎剂含有大量结晶水且易吸潮,在焊接过程中很容易引起飞溅烫伤事故发生;最后,现有药芯钎料在常规制备过程中,如公告号为cn104907727b的中国发明专利公开的药芯钎料及其制备方法,需将钎料金属经熔炼、挤压、轧制、分切等多个工序制成一定规格的金属箔,然后用金属箔包裹钎剂粉经卷制、减径而成药芯钎料,制备工序复杂、场地多变、生产效率低。
4.为解决上述不足,急需开发一种药芯可视的药芯钎料及其相匹配的高效连续生产方法,既能实现药芯的直观判断,避免焊接缺欠,又能抑制粉状钎剂因结晶水蒸发所产生的飞溅烫伤事故发生,同时有效提高生产效率。
技术实现要素:
5.本发明的第一目的在于提供一种药芯可视的药芯钎料,其实现了药芯的可视化,操作人员可直观判断药芯的连续程度,从而减少焊接缺欠的发生。
6.本发明的第二目的在于提供一种药芯可视的药芯钎料的制备方法,其能够实现可视化的药芯钎料的高效率连续生产。
7.为了实现上述目的,本发明的药芯可视的药芯钎料,采用的技术方案是:
8.一种药芯可视的药芯钎料,由药芯、金属钎料和纳米透明膜组成;所述金属钎料上设置有凹槽,凹槽中填充有钎剂形成的药芯;所述药芯肉眼可见;所述透明纳米膜对凹槽的槽口形成包覆,所述纳米透明膜主要由疏水纳米二氧化硅和包衣材料组成。
9.本发明的提供的药芯钎料,具有以下优势:其一、借助疏水纳米二氧化硅和包衣材料组成的纳米透明膜的包覆过程,实现了药芯的可视化。其二、纳米透明膜中采用的纳米二氧化硅无色无味无毒,且拥有庞大的比表面积和极大的活性,能在涂料中形成三维网状骨架,增强透明薄膜的韧性和强度。其三、本发明采用纳米透明膜,可抑制钎料金属的吸潮变色,同时钎焊过程中,纳米二氧化硅粒子可作为第二相弥散分布在焊缝内部,增强焊接接头
强度。
10.本发明中,药芯可采用普通药芯,其只要采用纳米透明膜包覆均可实现可视化。作为进一步优选的方案,所述药芯呈玻璃态。采用呈玻璃态的药芯嵌于金属钎料的内部,能够有效抑制焊接过程中飞溅现象的发生。
11.本发明对药芯和金属钎料的材质不作特殊限定,其只要采用上述纳米透明膜的设置,均可以实现可视化。优选地,所述金属钎料为银基钎料或铜基钎料;所述钎剂粉为银钎剂或铜钎剂;上述组成的钎料和钎剂,能够分别得到药芯银钎料和药芯铜钎料。
12.进一步优选地,所述包衣材料为聚乙烯呲咯烷酮、聚甲基丙烯酸甲酯、乙基纤维素中的至少一种。采用上述包衣材料,其不仅绿色环保、在钎焊过程中没有任何残留,而且还不会影响钎焊性能。
13.本发明对于药芯的个数和形状不作特殊限定,技术人员可以根据实际应用需求进行选择。作为优选的方案,所述药芯的个数为一个或多个;所述药芯的截面形状为燕尾槽状、圆弧状、椭圆状、三角形状、梯形状中的一种或多种。
14.本发明中,金属钎料上设置有凹槽,钎剂填充在凹槽中形成药芯,透明纳米膜至少包覆在凹槽的槽口处即可。包覆槽口的目的在于防止钎剂从凹槽中泄露,同时又能观察到凹槽里的钎剂填充的连续程度。而为了提高操作的便捷性,优选地,所述纳米透明膜对凹槽的槽口以及金属钎料表面的其他区域形成完全包覆。
15.进一步地,所述纳米透明膜的厚度为80~150nm。
16.基于纳米透明膜的制备效率和透明膜的涂覆均匀性的考虑,优选地,所述纳米透明膜由疏水纳米二氧化硅的乙醇液与聚乙烯呲咯烷酮的乙醇液混合后刷涂、干燥形成;或者,所述纳米透明膜由疏水纳米二氧化硅的乙醇液与聚甲基丙烯酸甲酯的丙酮液混合后刷涂、干燥形成;或者,所述纳米透明膜由疏水纳米二氧化硅的乙醇液与乙基纤维素的乙醇液混合后刷涂、干燥形成。
17.更进一步地,为了降低纳米透明膜组分对于后期钎焊过程的影响,优选地,所述疏水纳米二氧化硅的乙醇液的质量浓度为2%;所述聚乙烯呲咯烷酮的乙醇液的质量浓度为1%;所述聚甲基丙烯酸甲酯的丙酮液的质量浓度为1%;所述乙基纤维素的乙醇液的质量浓度为1%;所述混合时两种液体的质量比为1:1。
18.本发明的药芯可视的药芯钎料的制备方法,采用的技术方案是:
19.一种药芯可视的药芯钎料的制备方法,所述药芯可视的药芯钎料主要采用带有异形挤压模的热挤压机、压力注射针管、刷涂装置、干燥装置、收卷机进行一体化制备;具体制备方法包括以下步骤:
20.(1)准备工作:
21.将金属钎料铸锭通过热挤压机的异形挤压模进行热挤压,得到表面设有凹槽的钎料丝;然后将钎料丝依次通过刷涂装置、干燥装置,再缠绕在收卷机上;
22.在刷涂装置中装入纳米透明液;另将钎剂膏装入压力注射针管,将压力注射针管固定在热挤压机的出丝端并使针管的针尖插入钎料丝的凹槽内;
23.(2)开工工作:
24.打开压力注射针管的气压开关和各个设备电源,伴随着热挤压机的出丝,压力注射针管内的钎剂膏均匀持续注满钎料丝上的凹槽,然后刷涂装置执行纳米透明膜的涂覆、
干燥装置执行纳米透明膜的干燥操作,最后收卷机进行收卷,即得。
25.本发明提供的药芯可视的药芯钎料的制备方法,通过异形挤压模热挤压金属钎料铸锭,由此获得表面设有药芯凹槽的钎料丝,然后借助纳米透明膜的包覆,实现了药芯可视化。本发明方法中,通过气压控制的压力注射针管自动将钎剂膏持续注入凹槽,并且通过刷涂纳米透明液得到纳米透明膜,可抑制钎料金属的吸潮变色,同时其中的纳米二氧化硅粒子在焊接过程中能够作为第二相弥散分布在焊缝内部,增强焊接接头强度。
26.本发明的药芯钎料的制备方法,将热挤压、注入钎剂膏、刷涂纳米透明液、干燥成膜、收卷等工序串联起来,形成整套的自动化生产线,实现了药芯钎料的高效生产。
27.优选地,步骤(1)中,所述钎剂膏采用钎剂与水进行制备,钎剂与水的质量比为6∶(1~3)。采用该配比制备得到的膏状钎剂,能够保证后续注入的连续性和流动性。
28.优选地,步骤(2)中,所述异形挤压模的模孔与表面设有凹槽的钎料丝的形状相吻合,热态钎料丝的丝径为1.5~3.0mm。
29.本发明中,作为进一步优选的方案,步骤(1)将钎料丝先通过加热装置,再依次通过刷涂装置、干燥装置,最后缠绕在收卷机上;步骤(2)中,压力注射针管内的钎剂膏均匀持续注满钎料丝上的凹槽后,采用加热装置对钎料丝进行加热处理以得到药芯玻璃化钎料丝,然后刷涂装置执行纳米透明膜的涂覆、干燥装置执行纳米透明膜的干燥操作,最后收卷机进行收卷。钎料丝经加热处理,能够将钎剂内部的游离水、结晶水完全蒸发,形成玻璃态固化在孔内,可有效抑制焊接过程中飞溅现象的发生。
30.更优选地,所述加热处理的温度为350~400℃。该加热温度为银钎剂粉的玻璃化温度。
31.本发明对钎剂粉和金属钎料的种类不作特殊限制,其可采用本领域常规的种类即可,技术人员可以根据应用需求进行合理选择。优选地,金属钎料为银基钎料或铜基钎料;钎剂粉为银钎剂或铜钎剂。更优选地,钎剂粉为银钎剂,银钎剂的质量百分比组成为:氟化钾42%,氟硼酸钾23%,硼酐35%。金属钎料为银基钎料,银基钎料选自bag30cuzn、bag45cuzn等。
32.优选地,步骤(2)中,所述收卷机的线速度8~20mm/s;所述收卷机的线速度与热挤压机的出丝速度相同,所述收卷机的线速度能够保持压力注射针管中的钎剂膏均匀持续注满热态钎料丝上的凹槽。
33.与现有技术相比,本发明的有益效果在于:
34.(1)本发明的药芯钎料中,药芯可视,可直观判断药芯的连续程度,从而减少焊接缺欠的发生,并且本发明采用纳米透明膜包覆,能够提高焊接接头的强度。
35.(2)本发明的药芯钎料中,可额外进行加热处理,使得药芯以玻璃态固化在孔内,抑制了焊接过程中因水分蒸发所引起的飞溅烫伤事故发生,有效提高了药芯钎料钎焊的安全性。
36.(3)本发明的药芯钎料的制备方法,可实现药芯钎料的自动化生产,与传统方法相比,工序少,节省了不同工序场地周转的时间,生产效率大幅提高。
附图说明
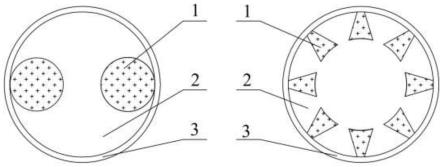
37.图1为本发明的药芯可视的药芯钎料的截面结构示意图;
38.图2为本发明的药芯可视的药芯钎料的制备方法的流程示意图;
39.图3为对比例1的传统药芯钎料(左图)与本发明实施例1的药芯钎料(右图)在紫铜上的高温铺展形貌;
40.其中,图1中:1-药芯,2-金属钎料,3-纳米透明膜;图2中,4-热挤压机,5-异形挤压模,6-表面设有凹槽的钎料丝,7-钎剂膏,8-药芯玻璃化钎料丝,9-纳米透明液。
具体实施方式
41.以下结合具体实施方式,对本发明的技术方案作进一步描述。但是本领域技术人员应当理解,下列实施例仅用于说明本发明,而不应视为限制本发明的范围。实施例中未注明的具体条件,按照常规条件或制造商建议的条件进行。所用试剂或仪器,均为通过市购渠道获得的常规产品。
42.其中,以下实施例中,采用的疏水纳米二氧化硅的粒径为20~35nm,来源厂家为浙江宇达化工有限公司。
43.以下实施例中,采用的钎剂为银钎剂,质量百分比组成为:氟化钾42%,氟硼酸钾23%,硼酐35%。在其他的实施例中,钎剂还可以采用其他的钎剂种类和组成,如铜钎剂等。
44.以下实施例中,采用的金属钎料为银基钎料,银基钎料的组成是bag30cuzn,即以质量百分比计:ag30%、cu38%,zn32%。在其他的实施例中,金属钎料还可采用其他种类,如bag45cuzn等。
45.以下实施例涉及的药芯可视的药芯钎料,其截面的结构示意图如图1所示。图1中,药芯可视的药芯钎料,由药芯1和金属钎料2和纳米透明膜3组成。金属钎料2上设置有凹槽,凹槽中填充有钎剂形成的药芯1。其中,图1左图示出了具有2个圆弧状药芯的药芯钎料结构,图1右图示出了具有8个燕尾槽状药芯的药芯钎料结构。在其他的实施例中,药芯的数量和形状可以为其他情况,技术人员可以根据实际应用需求进行选择。例如药芯的个数为一个或多个;药芯的截面形状还可以为椭圆状、三角形状、梯形状中的一种或多种。
46.以下实施例涉及的药芯可视的药芯钎料的制备方法的流程示意图如图2所示。图2中,刷涂装置具体是刷轮,干燥装置具体是热风机,加热装置具体是电阻炉。药芯钎料制备时,热挤压机4带有异形挤压模5,金属钎料铸锭通过热挤压机4的异形挤压模5进行热挤压,得到表面设有凹槽的钎料丝6,压力注射针管内装有钎剂膏7,压力注射针管固定在热挤压机的出丝端,压力注射针管的气压开关打开后,能够将钎剂膏7均匀持续注满钎料丝上的凹槽。电阻炉执行对钎料丝进行加热处理的操作,加热后得到药芯玻璃化钎料丝8。电阻炉后依次设置有刷轮、热风机和收卷机,刷轮中装有纳米透明液9,刷轮执行对加热后的药芯玻璃化钎料丝8表面涂覆纳米透明膜的操作,热风机执行对涂覆纳米透明膜后的钎料丝的干燥操作,收卷机执行对干燥后的钎料丝收卷的操作。在其他的实施例中,可以采用其他类型的刷涂装置、干燥装置、加热装置,其只要能够实现上述功能即可。
47.实施例1
48.本实施例提供的药芯可视的药芯钎料,由药芯、金属钎料(银基钎料bag30cuzn)和纳米透明膜组成;金属钎料上设置有凹槽,凹槽中填充有钎剂粉形成的药芯;透明纳米膜完全包覆在金属钎料的外层;药芯的个数为8个,且肉眼可见,药芯的横截面形状为内嵌的燕尾槽状。纳米透明膜由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚
乙烯呲咯烷酮的乙醇液按照1∶1的质量比配制成纳米透明液后刷涂银基金属钎料表面干燥后形成。纳米透明膜的厚度为80nm。
49.本实施例提供的药芯可视的药芯钎料的制备方法,主要采用带有异形挤压模的热挤压机、压力注射针管、电阻炉、刷轮、热风机、收卷机进行药芯可视的药芯钎料一体化制备;具体制备方法包括以下步骤:
50.(1)准备工作:
51.将银钎剂粉与水混合配制成钎剂膏,然后将钎剂膏装入压力注射针管,并将压力注射针管固定在热挤压机的出丝端;其中,银钎剂粉与水的质量比为6∶3;
52.采用疏水纳米二氧化硅、包衣材料、溶剂配制成纳米透明液,采用纳米透明液润湿刷轮;其中,纳米透明液由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚乙烯呲咯烷酮的乙醇液按照1∶1的质量比配制成;
53.将金属钎料铸锭通过热挤压机的异形挤压模进行热挤压,得到表面设有凹槽的钎料丝;然后将钎料丝依次通过电阻炉、刷轮、热风机,再缠绕在收卷机上;其中,异形挤压模的模孔与表面设有凹槽的热态钎料丝的形状相吻合,热态钎料丝的丝径为1.5mm;
54.调整压力注射针管的位置,使针管的针尖插入热态钎料丝的凹槽内;
55.(2)开工工作:
56.打开压力注射针管的气压开关和各个设备电源,伴随着热挤压机的出丝,压力注射针管内的钎剂膏均匀持续注满钎料丝上的凹槽,电阻炉对钎料丝进行加热处理以得到药芯玻璃化钎料丝,然后刷轮在钎料丝表面刷涂纳米透明膜、热风机对纳米透明膜进行干燥,最后收卷机进行收卷,即得。
57.其中,加热处理的温度为350~360℃;收卷机的线速度8mm/s;收卷机的线速度与热挤压机的出丝速度相同,收卷机的线速度能够保持压力注射针管中的钎剂膏均匀持续注满热态钎料丝内的凹槽,最终获得的药芯钎料成品的丝径为1.5mm。
58.实施例2
59.本实施例提供的药芯可视的药芯钎料,由药芯、金属钎料(银基钎料bag30cuzn)和纳米透明膜组成;金属钎料上设置有凹槽,凹槽中填充有钎剂粉形成的药芯;透明纳米膜完全包覆在银基金属钎料的外层;药芯的个数为2个,且肉眼可见,药芯的横截面形状为内嵌的圆弧状。纳米透明膜由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚甲基丙烯酸甲酯的丙酮液按照1∶1的质量比配制成纳米透明液后刷涂银基金属钎料表面干燥后形成。纳米透明膜的厚度为100nm。
60.本实施例提供的药芯可视的药芯钎料的制备方法,与实施例1的方法基本相同,区别仅在于:
61.步骤(1)中,银钎剂粉与水的质量比为6∶2。异形挤压模的模孔与表面设有凹槽的热态钎料丝的形状相吻合,热态钎料丝的丝径为1.8mm。纳米透明液由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚甲基丙烯酸甲酯的丙酮液按照1∶1的质量比配制成。
62.步骤(2)中,加热处理的温度为360~370℃。收卷机的线速度12mm/s;收卷机的线速度与热挤压机的出丝速度相同,收卷机的线速度能够保持压力注射针管中的钎剂膏均匀持续注满热态钎料丝内的凹槽,最终获得的药芯钎料成品的丝径为1.8mm。
63.实施例3
64.本实施例提供的药芯可视的药芯钎料,由药芯、金属钎料(银基钎料bag30cuzn)和纳米透明膜组成;金属钎料上设置有凹槽,凹槽中填充有钎剂粉形成的药芯;透明纳米膜完全包覆在银基金属钎料的外层;药芯的个数为4个,且肉眼可见,药芯的横截面形状为内嵌的椭圆弧状。纳米透明膜由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的乙基纤维素的乙醇液按照1∶1的质量比配制成纳米透明液后刷涂银基金属钎料表面干燥后形成。纳米透明膜的厚度为120nm。
65.本实施例提供的药芯可视的药芯钎料的制备方法,与实施例1的方法基本相同,区别仅在于:
66.步骤(1)中,银钎剂粉与水的质量比为6∶1。异形挤压模的模孔与表面设有凹槽的热态钎料丝的形状相吻合,热态钎料丝的丝径为2.0mm。纳米透明液由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的乙基纤维素的乙醇液按照1∶1的质量比配制成。
67.步骤(2)中,加热处理的温度为370~380℃。收卷机的线速度15mm/s;收卷机的线速度与热挤压机的出丝速度相同,收卷机的线速度能够保持压力注射针管中的钎剂膏均匀持续注满热态钎料丝内的凹槽,最终获得的药芯钎料成品的丝径为2.0mm。
68.实施例4
69.本实施例提供的药芯可视的药芯钎料,由药芯、金属钎料(银基钎料bag30cuzn)和纳米透明膜组成;金属钎料上设置有凹槽,凹槽中填充有钎剂粉形成的药芯;透明纳米膜完全包覆在银基金属钎料的外层;药芯的个数为3个,且肉眼可见,药芯的横截面形状为内嵌的三角形状。纳米透明膜由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚乙烯呲咯烷酮的乙醇液按照1∶1的质量比配制成纳米透明液后刷涂银基金属钎料表面干燥后形成。纳米透明膜的厚度为130nm。
70.本实施例提供的药芯可视的药芯钎料的制备方法,与实施例1的方法基本相同,区别仅在于:
71.步骤(1)中,银钎剂粉与水的质量比为6∶1。异形挤压模的模孔与表面设有凹槽的热态钎料丝的形状相吻合,热态钎料丝的丝径为2.5mm。纳米透明液由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚乙烯呲咯烷酮的乙醇液按照1∶1的质量比配制成。
72.步骤(2)中,加热处理的温度为380~390℃。收卷机的线速度18mm/s;收卷机的线速度与热挤压机的出丝速度相同,收卷机的线速度能够保持压力注射针管中的钎剂膏均匀持续注满热态钎料丝内的凹槽,最终获得的药芯钎料成品的丝径为2.5mm。
73.实施例5
74.本实施例提供的药芯可视的药芯钎料,由药芯、金属钎料(银基钎料bag30cuzn)和纳米透明膜组成;金属钎料上设置有凹槽,凹槽中填充有钎剂粉形成的药芯;透明纳米膜完全包覆在银基金属钎料的外层;药芯的个数为1个,且肉眼可见,药芯的横截面形状为内嵌的等腰梯形状。纳米透明膜由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚乙烯呲咯烷酮的乙醇液按照1∶1的质量比配制成纳米透明液后刷涂银基金属钎料表面干燥后形成。纳米透明膜的厚度为150nm。
75.本实施例提供的药芯可视的药芯钎料的制备方法,与实施例1的方法基本相同,区别仅在于:
76.步骤(1)中,银钎剂粉与水的质量比为6∶1。异形挤压模的模孔与表面设有凹槽的热态钎料丝的形状相吻合,热态钎料丝的丝径为3.0mm。纳米透明液由质量浓度为2%的疏水纳米二氧化硅的乙醇液与质量浓度为1%的聚乙烯呲咯烷酮的乙醇液按照1∶1的质量比配制成。
77.步骤(2)中,加热处理的温度为390~400℃。收卷机的线速度20mm/s;收卷机的线速度与热挤压机的出丝速度相同,收卷机的线速度能够保持压力注射针管中的钎剂膏均匀持续注满热态钎料丝内的凹槽,最终获得的药芯钎料成品的丝径为3.0mm。
78.对比例1
79.对比例1提供的传统药芯钎料,其丝径为1.5~3.0mm,分别与实施例1~5的丝径相同。结构为:金属钎料(银基钎料bag30cuzn)作为外层包裹银钎剂药芯构成接缝药芯钎料。
80.具体制备方法如下:bag30cuzn铸锭热挤压成5mm厚的带材,再进行10道次的粗轧、精轧、分切,直至获得0.5mm的箔带,然后将箔带装到药芯焊丝成形机,将药芯填充到箔带内部,经合口、卷制、减径成丝径为1.5~3.0mm的药芯钎料。
81.对比例2
82.对比例2的药芯钎料,其组成、结构与制备方法与实施例1基本相同,区别仅在于:纳米透明膜由质量浓度为1%的聚乙烯呲咯烷酮的乙醇液配制成纳米透明液后刷涂银基金属钎料表面干燥后形成。即对比例2省去了疏水纳米二氧化硅的使用。
83.对比例3
84.对比例3的药芯钎料,其组成、结构与制备方法与实施例1基本相同,区别仅在于:步骤(2)加热处理的温度为300~310℃。
85.对比例4
86.对比例4的药芯钎料,其组成、结构与制备方法与实施例1基本相同,区别仅在于:步骤(2)收卷机的线速度5mm/s。
87.试验例1
88.考察本发明实施例1~5的药芯钎料与对比例1的传统药芯钎料、对比例2~4的药芯钎料的焊接性能,具体试验方法为:采用不同药芯钎料分别进行硬质合金与钢的钎焊,每种钎料焊接100个同样试样,对比飞溅的发生概率(完成100个试样焊接时所产生飞溅的试样次数)同时测试接头剪切强度。接头剪切强度的测试参考gb/t 11363-2008标准进行。
89.表1飞溅情况和接头性能测试结果
[0090][0091]
由表1可知,对比例1的传统药芯钎料中药芯含游离水,焊接过程中飞溅概率大,而本发明实施例的药芯钎料中的药芯为玻璃态,不含游离水,且有防潮膜,不会发生飞溅现象。同时,与传统药芯钎料相比,本发明的药芯钎料钎焊接头的剪切强度较高。此外,对比例2中去掉了纳米二氧化硅,透明膜的防水吸潮效果降低,导致药芯重新吸潮,造成飞溅,钎缝有缺欠,导致接头强度低;对比例3中热处理温度较低,不能完全将钎剂中游离水去除,仍含部分游离水,钎焊过程中仍会飞溅;对比例4中的收卷线速较低,导致挤压速度也低,线速度低,虽无飞溅现象,但加工效率低。
[0092]
进一步采用数码照相机考察丝径1.5mm的对比例1的传统药芯钎料与本发明实施例1的药芯钎料在紫铜上的高温铺展形貌,结果如图3所示。
[0093]
由图3可知,对比例1的传统药芯钎料在紫铜板上高温时有大量飞溅气泡和水珠(参见图3左图),而本发明实施例1的药芯钎料在紫铜上高温时铺展的面积较大,且几乎没有飞溅气泡,也没有产生任何会影响钎焊性能的黑渣(参见图3右图)。
[0094]
试验例2
[0095]
本试验例考察本发明实施例3药芯钎料和对比例1传统药芯钎料的生产效率。具体
试验方式如下:以实施例3中丝径2.0mm的药芯钎料为例,分别采取传统制备方法和本发明制备方法生产药芯钎料,两者均以25根直径45mm、长110mm的bag30cuzn金属钎料铸锭为原材料,对比制备成药芯钎料所消耗生产时间。
[0096]
对比例1的传统方法制备中,需将铸锭先热挤压成5mm厚的带材,再进行10道次的粗轧、精轧、分切,直至获得0.5mm的箔带,此时2个工人约需8h;然后将箔带装到药芯焊丝成形机,经合口、卷制、减径成丝径为2.0mm的药芯钎料,此时2个工人约需3.5h,则共需11.5h。
[0097]
本发明实施例3的制备方法:采用异形模具进行25根铸锭的热挤压,一次挤出4根丝径为2.0mm的表面设有凹槽的异形丝,通过气动压力针管连续挤入钎剂膏、电加热管加热玻璃化、刷涂纳米透明液、干燥成膜和收卷,最后获得丝径为2.0mm的药芯钎料,整个工序一条线下来,2个工人约需6h。
[0098]
通过上述对比看出,在药芯钎料的生产量相同时,与对比文件1的传统制备方法相比,本发明将生产效率提高了将近一倍。生产效率的提高,对于药芯钎料的大规模生产具有重要的经济和实用意义。
[0099]
综上可知,本发明提供的药芯可视的药芯钎料,药芯可视,可直观判断药芯的连续程度,能够有效减少焊接缺欠的发生,并且采用纳米透明膜包覆,能够提高接头焊接强度。此外,本发明将药芯以玻璃态固化在孔内,能够抑制焊接过程中因水分蒸发所引起的飞溅烫伤事故发生,提高焊接安全性。同时,本发明的药芯钎料的制备方法,可实现药芯钎料的自动化生产,与传统方法相比,工序少,节省了不同工序场地周转的时间,生产效率大幅提高,在钎焊材料领域具有巨大的应用价值。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1