一种改进型万能钢板轧机用石墨钢立辊及其生产工艺的制作方法
1.本发明涉及轧辊的技术领域,尤其是一种改进型万能钢板轧机用石墨钢立辊及其生产工艺。
背景技术:
2.由于中厚板轧机有2辊可逆式、3辊劳特式、4辊可逆式、万能式和复合式之分。既有水平辊又有立辊的钢板轧机称为万能轧机。立辊配置于轧机出口一边或进出口两边,万能轧机的形式一般为2辊可逆式或4辊可逆式等;设立辊的目的是碾轧钢板的侧边。,轧制齐边钢板,不必切边,以降低金属消耗,提高成材率,完全符合国家出台的节能降耗的产业政策;但是随着轧机设备的更新和轧制技术的不断进步,加市场对钢板的刚度、强度、韧性、耐磨性、耐候性、抗氧化性等品种钢的需求增加和性能要求的提高。目前钢板万能轧机使用的合金钢、半钢、珠光体球铁等材质的立辊已满足不了轧制新品种钢板的需求,常会因上述材质,立辊的耐磨性、抗热裂性、冲击韧性和硬度落差等因素导致轧制产量低,修磨量大,换辊频繁,影响作业效率和企业效益。
技术实现要素:
3.本发明要解决的技术问题是:为了解决上述背景技术中存在的问题,提供一种改进型万能钢板轧机用石墨钢立辊及其生产工艺,改进和提高立辊的耐磨性、抗热裂性、冲击韧性,均匀立辊工作层硬度,减少修磨量,进而延长轧辊的使用寿命,提高轧机作业效率和企业生产效益。
4.本发明解决其技术问题所采用的技术方案是:一种改进型万能钢板轧机用石墨钢立辊,具有垂直设置的第一辊与第二辊,所述的第一辊与第二辊相对设置;所述的第一辊与第二辊均包括辊身、辊颈和传动端,所述的辊颈设置在辊身的两端;所述的传动端设置辊颈一侧;所述的辊身上开设环形开口槽。
5.进一步的说明,上述技术方案中,所述的辊身、辊颈与传动端为一体结构;可以有效的提高第一辊和第二辊的整体强度。
6.进一步的说明,上述技术方案中,所述的环形开口槽深度为10~80mm;可根据实际产品需求进行选择使用。
7.进一步的说明,上述技术方案中,所述的辊身与辊颈连接处均设置第一圆角;可实现连接处的有效过渡。
8.进一步的说明,上述技术方案中,所述的辊颈与传动端连接处设置第二圆角;可实现连接处的有效过渡。
9.一种改进型万能钢板轧机用石墨钢立辊的生产工艺,包括如下步骤:s1、优化配置化学成分:c:1.55%~1.75%、si:1.00%~1.50%、mn:0.60%~1.00%、p≤0.030%、s≤0.025%、cr:1.00%~1.50%、ni:0.80%~1.20%、mo:0.40%~0.60%、nb:0.10%~0.30%、re≥0.030%;s2、双炉熔炼钢水:中频电炉中钢水融化温度至1450℃~1480℃时造
渣,造渣剂采用块度20~40mm石灰70%、块度10~30mm萤石3%、块度40~60mm火砖块10%、粒度3~5mm石英砂10%以及7%氧化铁皮混合而成,吨钢加入量20~30kg,搅拌5~8分钟,造渣剂不但能够聚集炉渣,还能有效脱磷脱磷;然后扒渣出钢至lf精炼炉后升温至1530℃~1550℃时,加入预热至800℃的铌铁和吨钢3~5kg钇基重稀土钢水变质剂,利用稀土中的活性元素激活清除h、o、p、s等有害杂质元素;出钢前5分钟加入0.03%的铝脱氧;然后三分之二出钢球化处理;s3、球化与孕育:球化剂选用baca和稀土镁硅铁;加入量分别为0.30%~0.50%和0.40%~0.60%,球化处理完毕出余下的三分之一钢水;同时加入0.50%~0.60%的casi孕育剂孕育,接着再吹氢气振荡,用电动搅拌机搅拌1~2分钟,然后镇静5~10分钟浇注;s4、特殊热处理:轧辊采用热开箱工艺,待辊温至550℃~650℃开箱装入温度类似的台式电阻炉恒温1~2小时;扩散退火:每小时升温10℃~15℃,辊温至660℃~680℃时保温6小时,再每小时升温15℃~20℃至970℃~990℃,视直径不同保温4~8小时;正火:轧辊在台车空冷至450℃~500℃,进炉正火升温,升温速度20℃/小时,辊温至920℃~940℃保温,保温时间为辊身直径每25mm/小时;回火:轧辊吊至旋转的托架上快速风冷却,辊温至400℃~420℃装炉回火,升温速度15℃至500℃~520℃保温6~10小时,炉冷至室温出炉加工。
10.进一步的说明,上述技术方案中,所述的轧辊辊面硬度为55~65hsd,所述的辊面至孔型槽底硬度落差≤1.5hsd。
11.进一步的说明,上述技术方案中,所述的轧辊抗拉强度≥550mpa。
12.进一步的说明,上述技术方案中,所述的轧辊金相基本组织为球状石墨、细粒状碳化物、回火索氏体和贝氏体的混合物。
13.本发明的有益效果是:本发明提出的一种改进型万能钢板轧机用石墨钢立辊及其生产工艺,改进和提高立辊的耐磨性、抗热裂性、冲击韧性,均匀立辊工作层硬度,减少修磨量,进而延长轧辊的使用寿命,提高轧机作业效率和企业生产效益。
附图说明
14.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
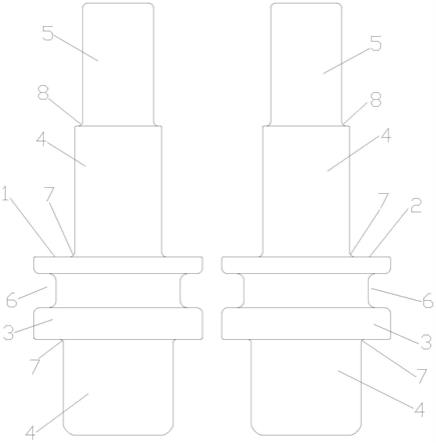
15.图1是本发明的结构示意图。
16.附图中的标号为:1、第一辊,2、第二辊,3、辊身,4、辊颈,5、传动端,6、环形开口槽,7、第一圆角,8、第二圆角。
具体实施方式
17.为了使本发明所解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
18.见图1所示的是一种改进型万能钢板轧机用石墨钢立辊,具有垂直设置的第一辊1与第二辊2,第一辊1与第二辊2相对设置;第一辊1与第二辊2均包括辊身3、辊颈4和传动端
5,辊颈4设置在辊身3的两端;传动端5设置辊颈4一侧;辊身3上开设环形开口槽6。
19.其中,辊身3、辊颈4与传动端5为一体结构。环形开口槽6深度为10~80mm。辊身3与辊颈4连接处均设置第一圆角7。辊颈4与传动端5连接处设置第二圆角8。
20.一种改进型万能钢板轧机用石墨钢立辊的生产工艺,包括如下步骤:s1、优化配置化学成分:c:1.55%~1.75%、si:1.00%~1.50%、mn:0.60%~1.00%、p≤0.030%、s≤0.025%、cr:1.00%~1.50%、ni:0.80%~1.20%、mo:0.40%~0.60%、nb:0.10%~0.30%、re≥0.030%;s2、双炉熔炼钢水:中频电炉中钢水融化温度至1450℃~1480℃时造渣,造渣剂采用块度20~40mm石灰70%、块度10~30mm萤石3%、块度40~60mm火砖块10%、粒度3~5mm石英砂10%以及7%氧化铁皮混合而成,吨钢加入量20~30kg,搅拌5~8分钟,造渣剂不但能够聚集炉渣,还能有效脱磷脱磷;然后扒渣出钢至lf精炼炉后升温至1530℃~1550℃时,加入预热至800℃的铌铁和吨钢3~5kg钇基重稀土钢水变质剂,利用稀土中的活性元素激活清除h、o、p、s等有害杂质元素;出钢前5分钟加入0.03%的铝脱氧;然后三分之二出钢球化处理;s3、球化与孕育:球化剂选用baca和稀土镁硅铁;加入量分别为0.30%~0.50%和0.40%~0.60%,球化处理完毕出余下的三分之一钢水;同时加入0.50%~0.60%的casi孕育剂孕育,接着再吹氢气振荡,用电动搅拌机搅拌1~2分钟,然后镇静5~10分钟浇注;s4、特殊热处理:轧辊采用热开箱工艺,待辊温至550℃~650℃开箱装入温度类似的台式电阻炉恒温1~2小时;扩散退火:每小时升温10℃~15℃,辊温至660℃~680℃时保温6小时,再每小时升温15℃~20℃至970℃~990℃,视直径不同保温4~8小时;正火:轧辊在台车空冷至450℃~500℃,进炉正火升温,升温速度20℃/小时,辊温至920℃~940℃保温,保温时间为辊身直径每25mm/小时;回火:轧辊吊至旋转的托架上快速风冷却,辊温至400℃~420℃装炉回火,升温速度15℃至500℃~520℃保温6~10小时,炉冷至室温出炉加工。
21.其中,轧辊辊面硬度为55~65hsd,辊面至孔型槽底硬度落差≤1.5hsd。轧辊抗拉强度≥550mpa。轧辊金相基本组织为球状石墨、细粒状碳化物、回火索氏体和贝氏体的混合物。
22.本技术的改进型万能钢板轧机用石墨钢立辊的生产工艺相对于传统轧辊及其工艺具备如下优点:可大大提高立辊的耐磨性、抗热裂性、冲击韧性、均匀立辊工作层硬度,减少修磨量,进而延长轧辊的使用寿命,提高轧机作业效率和企业生产效益。
23.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1