一种准直器焊接装置的制作方法
1.本发明涉及准直器加工领域,具体涉及一种准直器焊接装置。
背景技术:
2.准直器焊接装置是对准直器进行焊接使用的装置,准直器是铯钟的重要组件,如何将准直器的各个结构组装并焊接到一起,设计一种装置使其在常温下,通过固定件调节紧固,保证组件及相应的焊料在高温真空环境下顺利焊接成功,进而保证准直器与物理中对接的铯原子路径顺畅、不偏移;
3.但是现有的准直器焊接装置在使用时存在着一定的不足之处有待改善,无法保证各零件对接部位真空封接的同时完成,导致了多次工序造成形位公差的不可控,并且不能够进行准直器一次性焊接且能够长期使用,降低了准直器组件的成品率。
技术实现要素:
4.本发明的目的在于提供一种准直器焊接装置,可以解决现有的问题。
5.本发明的目的可以通过以下技术方案实现:
6.一种准直器焊接装置,包括外工装,所述外工装的内部安装有内工装,所述内工装的内部安装有右板、中板和左板,所述右板位于左板的一侧,所述中板位于右板和左板的中间,所述右板和左板的内部均安装有两个导向筒,所述右板和左板的内部通过导向筒安装有固定件一,所述外工装的内部位于内工装的两侧均安装有两个固定件二。
7.作为本发明的进一步技术方案,所述导向筒的内部开设有螺纹孔,导向筒通过螺纹孔与固定件一连接。
8.作为本发明的进一步技术方案,所述外工装的内部开设有螺纹孔,外工装通过螺纹孔连接固定件二,固定件二位于内工装的外侧。
9.作为本发明的进一步技术方案,所述外工装、内工装、导向筒、固定件一和固定件二均为316l不锈钢材料构造。
10.作为本发明的进一步技术方案,所述右板和左板均为无氧铜材料构造,中板为4j33瓷封合金材料构造。
11.作为本发明的进一步技术方案,所述右板、中板和左板的对应连接位置设有两个光孔。
12.本发明的有益效果:
13.通过设置的外工装、内工装、右板、中板、左板、导向筒、固定件一和固定件二,保证各零件对接部位真空封接同时完成,避免了多次工序造成形位公差的不可控,实现了准直器一次性焊接且能够长期使用,大大提高了准直器组件的成品率,使用寿命长。
附图说明
14.下面结合附图对本发明作进一步的说明。
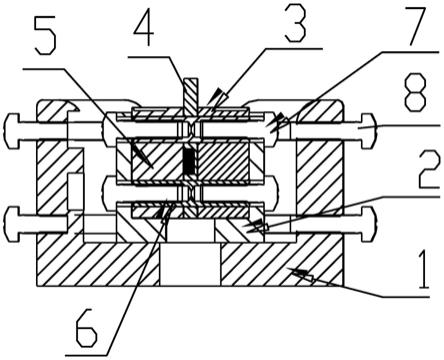
15.图1是本发明一种准直器焊接装置的整体结构示意图;
16.图2是本发明一种准直器焊接装置的外工装的主视图;
17.图3是本发明一种准直器焊接装置的外工装的右视图;
18.图4是本发明一种准直器焊接装置的内工装的主视图;
19.图5是本发明一种准直器焊接装置的内工装的右视图;
20.图6是本发明一种准直器焊接装置的右板的主视图;
21.图7是本发明一种准直器焊接装置的右板的右视图;
22.图8是本发明一种准直器焊接装置的中板的主视图;
23.图9是本发明一种准直器焊接装置的中板的右视图;
24.图10是本发明一种准直器焊接装置的左板的主视图;
25.图11是本发明一种准直器焊接装置的左板的右视图。
26.图中:1、外工装;2、内工装;3、右板;4、中板;5、左板;6、导向筒;7、固定件一;8、固定件二。
具体实施方式
27.为更进一步阐述本发明为实现预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明的具体实施方式、结构、特征及其功效,详细说明如后。
28.如图1-11所示,一种准直器焊接装置,包括外工装1,外工装1的内部安装有内工装2,内工装2的内部安装有右板3、中板4和左板5,右板3位于左板5的一侧,中板4位于右板3和左板5的中间,右板3和左板5的内部均安装有两个导向筒6,右板3和左板5的内部通过导向筒6安装有固定件一7,外工装1的内部位于内工装2的两侧均安装有两个固定件二8。
29.导向筒6的内部开设有螺纹孔,导向筒6通过螺纹孔与固定件一7连接。
30.外工装1的内部开设有螺纹孔,外工装1通过螺纹孔连接固定件二8,固定件二8位于内工装2的外侧。
31.外工装1、内工装2、导向筒6、固定件一7和固定件二8均为316l不锈钢材料构造,316l不锈钢材保证良好的耐热性能,保证高温真空环境中尺寸稳定,固定件一7和固定件二8能够保证整体结构连接的牢固性、稳固性。
32.右板3和左板5均为无氧铜材料构造,中板4为4j33瓷封合金材料构造,通过无氧铜和4j33瓷封合金的特性,在焊料的作用下能够快速粘结。
33.右板3、中板4和左板5的对应连接位置设有两个光孔。
34.该准直器焊接装置,在使用时,右板3、中板4和左板5安装在内工装2内,内工装2安装在外工装1的内部,所述固定件二8通过外工装1的螺纹孔挤压在内工装2对应位置上,导向筒6相应位置螺纹孔采取对称设计,保证内工装2、右板3、中板4、左板5、在固定件一7的固定下受力均匀,接触紧密,保证良好的装配尺寸公差,外工装1对应位置与内工装2对应设置,外工装1上螺纹孔数与固定件一7相同,固定件一7挤压在内工装2的侧壁上,在装置各个零件完毕后,通过调整各个结构的相对位置,保证装配后的尺寸公差在要求的范围内。
35.通过设置的外工装1、内工装2、右板3、中板4、左板5、导向筒6、固定件一7和固定件二8,保证各零件对接部位真空封接同时完成,避免了多次工序造成形位公差的不可控,实现了准直器一次性焊接且能够长期使用,大大提高了准直器组件的成品率,使用寿命长。
36.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明,任何本领域技术人员,在不脱离本发明技术方案范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简介修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
技术特征:
1.一种准直器焊接装置,其特征在于:包括外工装(1),所述外工装(1)的内部安装有内工装(2),所述内工装(2)的内部安装有右板(3)、中板(4)和左板(5),所述右板(3)位于左板(5)的一侧,所述中板(4)位于右板(3)和左板(5)的中间,所述右板(3)和左板(5)的内部均安装有两个导向筒(6),所述右板(3)和左板(5)的内部通过导向筒(6)安装有固定件一(7),所述外工装(1)的内部位于内工装(2)的两侧均安装有两个固定件二(8)。2.根据权利要求1所述的一种准直器焊接装置,其特征在于:所述导向筒(6)的内部开设有螺纹孔,导向筒(6)通过螺纹孔与固定件一(7)连接。3.根据权利要求1所述的一种准直器焊接装置,其特征在于:所述外工装(1)的内部开设有螺纹孔,外工装(1)通过螺纹孔连接固定件二(8),固定件二(8)位于内工装(2)的外侧。4.根据权利要求1所述的一种准直器焊接装置,其特征在于:所述外工装(1)、内工装(2)、导向筒(6)、固定件一(7)和固定件二(8)均为316l不锈钢材料构造。5.根据权利要求1所述的一种准直器焊接装置,其特征在于:所述右板(3)和左板(5)均为无氧铜材料构造,中板(4)为4j33瓷封合金材料构造。6.根据权利要求1所述的一种准直器焊接装置,其特征在于:所述右板(3)、中板(4)和左板(5)的对应连接位置设有两个光孔。
技术总结
本发明公开了一种准直器焊接装置,包括外工装,所述外工装的内部安装有内工装,所述内工装的内部安装有右板、中板和左板,所述右板位于左板的一侧,所述中板位于右板和左板的中间,所述右板和左板的内部均安装有两个导向筒,所述右板和左板的内部通过导向筒安装有固定件一,所述外工装的内部位于内工装的两侧均安装有两个固定件二,所述导向筒的内部开设有螺纹孔,导向筒通过螺纹孔与固定件一连接。本发明所述的一种准直器焊接装置,保证各零件对接部位真空封接同时完成,避免了多次工序造成形位公差的不可控,实现了准直器一次性焊接且能够长期使用,大大提高了准直器组件的成品率,使用寿命长。使用寿命长。使用寿命长。
技术研发人员:刘朝华 王一非 高连山
受保护的技术使用者:北京无线电计量测试研究所
技术研发日:2021.12.30
技术公布日:2022/4/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1