一种自动冲压线的锅钉检测夹具的制作方法
1.本实用新型涉及夹具的技术领域,尤其涉及一种自动冲压线的锅钉检测夹具。
背景技术:
2.随着自动化冲压线的使用,冲压过程中的锅钉工序属于一个在线外插入的环节,由于锅钉种类较多,在生产过程中容易出错,靠人手的目视检查是很难发现的,而且自动化批量生产过程一旦出现锅钉的错漏,品质将会是批量不良,所以必须检查保证产品的品质,又不能降低生产效率。
技术实现要素:
3.本实用新型的一个目的在于:提供一种自动冲压线的锅钉检测夹具,用以解决现有技术存在的问题。
4.为达此目的,本实用新型采用以下技术方案:
5.一种自动冲压线的锅钉检测夹具,包括工作底板、若干定位块、若干检测块、若干l型挡块和若干磁吸块,所述工作底板上设置有放锅钉区域,所述l型挡块围绕所述放锅钉区域的边沿分布,所述l型挡块的下端与所述工作底板固定连接,所述定位块、所述检测块与所述磁吸块均固定安装在所述放锅钉区域的内部,所述定位块上固定有定位针,所述定位针穿过工件上的定位孔,所述检测块的中部设置有安装槽,所述安装槽中安装有工件感应器,所述工件感应器感应工件上的锅钉孔,所述磁吸块的上端面放置有磁铁,所述工作底板的一侧设置有信号盒和信号灯,所述信号盒与所述信号灯电性连接。
6.作为一种优选的技术方案,所述l型挡块靠近所述放锅钉区域的一侧上端设置有倾斜面。
7.作为一种优选的技术方案,所述放锅钉区域的上方设置有吸附板,所述吸附板的下表面设置有吸嘴。
8.作为一种优选的技术方案,所述吸附板的边沿还设置有弹性套筒,所述弹性套筒上安装有压柱,所述弹性套筒内设置有弹簧,所述压柱的上端连接在所述弹簧上。
9.作为一种优选的技术方案,所述工作底板上还设置有吸附感应器,所述吸附感应器与所述吸附板的一端信号连接。
10.本实用新型的有益效果为:提供一种自动冲压线的锅钉检测夹具,该自动冲压线的锅钉检测夹具具有自检功能,对锅钉进行信号感应,防止锅钉的错漏,提升产品的质量保障,减少错漏不良品的产出,并且工件的放置方便稳定。
附图说明
11.下面根据附图和实施例对本实用新型作进一步详细说明。
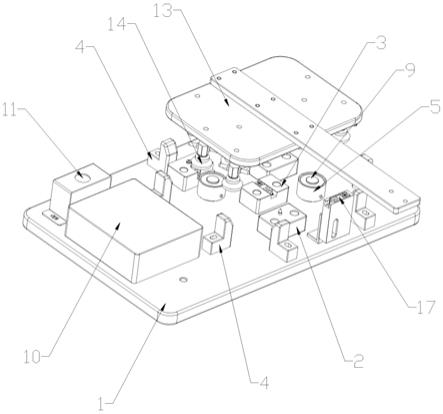
12.图1为实施例所述的一种自动冲压线的锅钉检测夹具的整体结构示意图;
13.图2为实施例所述的工作底板的结构示意图;
14.图3为实施例所述的吸附板的结构示意图。
15.图1至图3中:
16.1、工作底板;2、定位块;3、检测块;4、l型挡块;5、磁吸块;6、放锅钉区域;7、定位针;8、工件感应器;9、磁铁;10、信号盒;11、信号灯;12、倾斜面;13、吸附板;14、吸嘴;15、弹性套筒;16、压柱;17、吸附感应器。
具体实施方式
17.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
18.如图1至图3所示,于本实施例中,一种自动冲压线的锅钉检测夹具,包括工作底板1、若干定位块2、若干检测块3、若干l型挡块4和若干磁吸块5,所述工作底板1上设置有放锅钉区域6,所述l型挡块4围绕所述放锅钉区域6的边沿分布,所述l型挡块4的下端与所述工作底板1固定连接,所述定位块2、所述检测块3与所述磁吸块5均固定安装在所述放锅钉区域6的内部,所述定位块2上固定有定位针7,所述定位针7穿过工件上的定位孔,所述检测块3的中部设置有安装槽,所述安装槽中安装有工件感应器8,所述工件感应器8感应工件上的锅钉孔,所述磁吸块5的上端面放置有磁铁9,所述工作底板1的一侧设置有信号盒10和信号灯11,所述信号盒10与所述信号灯11电性连接。
19.更为具体的,所述放锅钉区域6的上方设置有吸附板13,所述吸附板13将金属工件放置在所述工作底板1的所述放锅钉区域6中,工件的四周由所述l型挡块4进行限位,同时根据工件上的定位孔位置布置所述定位块2,由所述定位块2上的所述定位针7穿过工件上的定位孔进行工件的定位,并且根据不同的工件形状以及避开锅钉孔的位置进行布置所述磁吸块5,将由处于所述磁吸块5上的所述磁铁9对工件进行吸附固定,最后,在所述检测块3上的所述工件感应器8对应工件上的锅钉孔进行检测,当锅钉孔放入锅钉后,所述工件感应器8将检测到锅钉,确保每个锅钉孔都放入锅钉后,所述工件感应器8将信号传输至所述信号盒10,由所述信号盒10控制所述信号灯11亮绿灯,所述信号盒10才能允许所述吸附板13取走工件,整个锅钉检测夹具具有专用性和唯一性。
20.所述l型挡块4靠近所述放锅钉区域6的一侧上端设置有倾斜面12。
21.当所述吸附板13放下工件时,工件的边沿在所述倾斜面12的作用下摆正落入所述放锅钉区域6。
22.而且,所述吸附板13的下表面设置有吸嘴14。
23.由所述吸嘴14对工件进行吸附放置和吸附取出,在所述吸嘴14的位置可调整的情况下,也能保证不影响已经放置在工件中的锅钉。
24.所述吸附板13的边沿还设置有弹性套筒15,所述弹性套筒15上安装有压柱16,所述弹性套筒15内设置有弹簧,所述压柱16的上端连接在所述弹簧上。
25.为了防止所述吸附板13过度压在工件上而损坏工件,增设所述弹性套筒15和所述压柱16,在所述压柱16压在工件上时,利用所述弹簧进行缓冲,从而所述压柱16能够收缩上端在所述弹性套筒15中。
26.所述工作底板1上还设置有吸附感应器17,所述吸附感应器17与所述吸附板13的一端信号连接。
27.在所述吸附板13靠近所述放锅钉区域6时,所述吸附感应器17感应到所述吸附板
13后才能进行放锅钉工作。
28.需要声明的是,上述具体实施方式仅仅为本实用新型的较佳实施例及所运用技术原理,在本实用新型所公开的技术范围内,任何熟悉本技术领域的技术人员所容易想到的变化或替换,都应涵盖在本实用新型的保护范围内。
技术特征:
1.一种自动冲压线的锅钉检测夹具,其特征在于,包括工作底板、若干定位块、若干检测块、若干l型挡块和若干磁吸块,所述工作底板上设置有放锅钉区域,所述l型挡块围绕所述放锅钉区域的边沿分布,所述l型挡块的下端与所述工作底板固定连接,所述定位块、所述检测块与所述磁吸块均固定安装在所述放锅钉区域的内部,所述定位块上固定有定位针,所述定位针穿过工件上的定位孔,所述检测块的中部设置有安装槽,所述安装槽中安装有工件感应器,所述工件感应器感应工件上的锅钉孔,所述磁吸块的上端面放置有磁铁,所述工作底板的一侧设置有信号盒和信号灯,所述信号盒与所述信号灯电性连接。2.根据权利要求1所述的一种自动冲压线的锅钉检测夹具,其特征在于,所述l型挡块靠近所述放锅钉区域的一侧上端设置有倾斜面。3.根据权利要求1所述的一种自动冲压线的锅钉检测夹具,其特征在于,所述放锅钉区域的上方设置有吸附板,所述吸附板的下表面设置有吸嘴。4.根据权利要求3所述的一种自动冲压线的锅钉检测夹具,其特征在于,所述吸附板的边沿还设置有弹性套筒,所述弹性套筒上安装有压柱,所述弹性套筒内设置有弹簧,所述压柱的上端连接在所述弹簧上。5.根据权利要求3所述的一种自动冲压线的锅钉检测夹具,其特征在于,所述工作底板上还设置有吸附感应器,所述吸附感应器与所述吸附板的一端信号连接。
技术总结
本实用新型公开一种自动冲压线的锅钉检测夹具,包括工作底板、若干定位块、若干检测块、若干L型挡块和若干磁吸块,工作底板上设置有放锅钉区域,L型挡块围绕放锅钉区域的边沿分布,L型挡块的下端与工作底板固定连接,定位块、检测块与磁吸块均固定安装在放锅钉区域的内部,定位块上固定有定位针,定位针穿过工件上的定位孔,检测块的中部设置有安装槽,安装槽中安装有工件感应器,工件感应器感应工件上的锅钉孔,磁吸块的上端面放置有磁铁,工作底板的一侧设置有信号盒和信号灯。该自动冲压线的锅钉检测夹具具有自检功能,对锅钉进行信号感应,防止锅钉的错漏,提升产品的质量保障,减少错漏不良品的产出,并且工件的放置方便稳定。定。定。
技术研发人员:罗小虹 罗娟
受保护的技术使用者:东莞凤岗嘉辉塑胶五金有限公司
技术研发日:2021.01.14
技术公布日:2021/12/30
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1