一种全自动钢水取样器压芯机的制作方法
1.本实用新型属于钢水取样器加工技术领域,具体涉及一种全自动钢水取样器压芯机。
背景技术:
2.现有的此类钢水取样器的压芯在成型时,现有的设备存在技术弊端,其体现在1.现有的此类设备生产效率低,其使用成本高,单次成型数量少;2.现有的此类设备自动化程度低,在使用时需专人操作,并且人工操作容易导致物料添加不均匀容易导致产品瑕疵以及物料浪费;3.在生产时,物料的添加动作直接暴漏在外部,在加工过程中,物料容易导致周边环境灰尘多,影响作业环境。
3.针对现有技术上的弊端,作为本行业技术人员,如何通过技术改善,设计一款可自动运行操作的钢水取样器压芯机,此种设备可实现自动下料,自动送料以及成型完毕后的成品自动向外输送,以此提高作业效率以及提高工作现场环境是现有本行业技术人员亟待解决的技术问题。
技术实现要素:
4.为克服现有技术不足,本实用新型公开一种全自动钢水取样器压芯机,其在横移轨道上设置分料模块以及送料小车,将物料移送至成型设备中,通过成型设备实现产品的成型后再通过驱动缸推动物料通过接料台将成品物料导出至成型设备外部。
5.为实现上述技术目的,本实用新型采用以下方案:
6.一种全自动钢水取样器压芯机,其包括一个固定轨道,所述的固定轨道上方设置有一个定量分料装置,所述的定量分料装置包括一个定量模,定量模的顶面设置有可实现推拉开启的顶部放料挡板,定量分料装置的底面设置有可实现推拉开启的中部放料挡板,所述的定量分料装置的下部设置有一个可沿着固定轨道滑动的送料车,所述的送料车包括一个定量送料斗,所述的定量送料斗的两侧上皆设置有滑动轮与固定轨道配合实现横移;定量送料斗的底部设置有一个底部放料挡板,所述的底部放料挡板与定量送料斗为一体式,其随着定量送料斗同步运动;所述的定量模的后侧为成型模组,所述的成型模组包括成型上模和成型下模;成型模组的后侧为接料模组,所述的接料模组包括一个横移框,所述的横移框上设置有横移导轮,横移框上竖向设置有若干个接料槽,每个接料槽内设置有一个可以摆动的滑槽,所述的滑槽与接料槽端部铰接,其在横移时实现在接料槽内部的竖向摆动,在横移框移动至成型模组内实现物料的承接,在远离成型模组时实现物料的滑落;所述的横移框的底部设置有档杆组件,所述的档杆组件包括若干根档杆,通过档杆实现接料槽摆动时的限位阻挡。
7.所述的接料槽以及滑槽在朝向成型模组的一侧皆为开口结构设置,滑槽的底面设置有竖向贯穿槽,其用于底部驱动杆的贯穿通过。
8.所述的定量送料斗以及定量分料装置上皆设置有物料放置孔,位于定量送料斗以
及定量分料装置上的孔径匹配设置。
9.所述的档杆组件上设置的若干根档杆,在主视方向上看,若干根档杆成斜度或者弧度结构设置,其离成型模组越远,档杆的设置位置越低。
10.本实用新型的有益效果为:本实用新型通过以上设计,其将定量分料装置与送料车竖向设置,通过定量分料装置与物料仓连接实现定量分料,待分料完毕后通过送料车将物料送至成型模组内并退回,通过成型模组将物料冲压成成品后再结合外部竖向推料装置将成型产品竖向推举,然后驱动横移框向成型模组内部移动,待移动至成型模组内部后,实现成型产品的承接,当横移框远离成型模组时实现物料的下落,以此实现自动将成品输送至外部。本实用新型结构设置新颖,其与外部多组驱动缸连接后可实现自动控制,通过自动化控制可独立运行,分料以及成型过程中全部封闭,可有效的保证运行空间内的环境质量,是一种理想的全自动钢水取样器压芯机。
附图说明
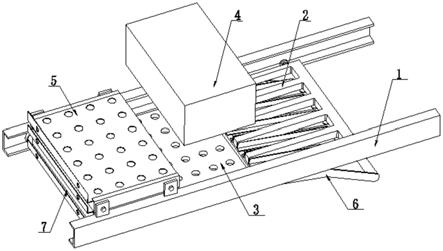
11.图1为本实用新型立体结构示意图;
12.图2为本实用新型主视结构示意图;
13.图3为本实用新型去除成型上模后的顶部立体结构示意图;
14.图4为本实用新型去除定量分料装置后的顶部立体结构示意图;
15.图5为本实用新型接料模组立体结构示意图;
16.附图中,1、固定轨道,2、接料模组,21、横移框,22、接料槽,23、滑槽,24、小滑轮,25、铰接轴,26、直板端,3、成型下模,4、成型上模,5、定量分料装置,50、定量模,51、侧边约束槽,52、定量落料孔,53、顶部放料挡板,54、中部放料挡板,55、支撑架,6、档杆组件,61、档杆,7、送料车,71、定量送料斗,72、定量孔,73、大滑轮,74、底部放料挡板。
具体实施方式
17.以下实施例将对本实用新型所公开的一种全自动钢水取样器压芯机进行具体细节上的讲解。
18.一种全自动钢水取样器压芯机,其包括一个固定轨道1,所述的固定轨道1的上方设置有一个定量分料装置5,所述的定量分料装置5包括一个定量模50,定量模50的顶面通过侧边约束槽51设置有可实现推拉开启的顶部放料挡板53,定量分料装置5的底面也通过侧边约束槽51设置有可实现推拉开启的中部放料挡板54,所述的定量分料装置5的下部设置有一个可沿着固定轨道1滑动的送料车7,所述的送料车7包括一个定量送料斗71,所述的定量送料斗71的两侧上皆设置有大滑轮73与固定轨道1配合实现横移;定量送料斗71的底部设置有一个底部放料挡板74,所述的底部放料挡板74与定量送料斗71为一体式,也通过其侧边的侧边约束槽51实现约束固定,所述的底部放料挡板74随着定量送料斗71同步运动;所述的定量模50的后侧为成型模组,所述的成型模组包括成型上模4和成型下模3;成型模组的后侧为接料模组2,所述的接料模组2包括一个横移框21,所述的横移框21上设置有小滑轮24,横移框21上竖向设置有若干个接料槽22,每个接料槽22内设置有一个可以摆动的滑槽23,所述的滑槽23与接料槽22端部通过铰接轴25铰接,其在横移时实现在接料槽22内部的竖向摆动,在横移框21移动至成型模组内实现物料的承接,在远离成型模组时实现
物料向外部的滑落;所述的横移框21的底部设置有档杆组件6,所述的档杆组件6包括若干根档杆61,通过档杆61实现接料槽22摆动时的限位阻挡。
19.所述的定量送料斗71以及定量模50上皆设置有定量孔72,位于定量送料斗71以及定量分料装置5上的定量孔72匹配设置。
20.通过以上结构设置,本实用新型将外部的料仓固定在定量模50的上部,所述的定量模50通过支撑架55固定在固定轨道1顶部,通过将顶部放料挡板53、中部放料挡板54分别与外部驱动缸连接,拉动顶部放料挡板53实现物料下落至定量模50内,然后关闭顶部放料挡板53,再打开中部放料挡板54,将定量模50内的物料落入至定量送料斗71内,待落料完毕后,关闭中部放料挡板54,本实用新型将定量送料斗71与外部驱动缸连接,同时在定量送料斗71上还固定有一个驱动缸与底部放料挡板74连接,通过外部驱动缸驱动定量送料斗71移动,将送料车移送至成型下模3的正上方,打开底部放料挡板74实现物料向成型下模3内部下落,落料完毕后,底部放料挡板74关闭,定量送料斗71撤回至定量模50的正下方,完成一次送料作业。
21.所述的成型下模3与成型上模4合模后实现压实成型后,在通过竖向设置的驱动装置将成型的成品推送至成型上模上,此时接料模组2横移至成型上模4的下部将成品承接,所述的接料槽22以及滑槽23在朝向成型模组的一侧皆为开口结构设置,滑槽23的底面设置有竖向贯穿槽,其用于底部驱动装置的贯穿避让。当横移框21带动接料槽22远离成型模组时,接料槽22自动下落,本实用新型公开的档杆组件6上设置有若干根档杆61,在主视方向上看成斜度或者弧度结构设置,其离成型模组越远,档杆的设置位置越低,此种结构可实现成品随接料槽22滑至直板端26的外部。
22.总结:本实用新型结构设置新颖,其与外部多组驱动缸连接后可实现自动控制,通过自动化控制可独立运行,分料以及成型过程中全部封闭,可有效的保证运行空间内的环境质量,是一种理想的全自动钢水取样器压芯机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1