一种阶梯状卡槽可换式小滑块多件压紧工装的制作方法
1.本实用新型主要涉及压紧工装领域,尤其涉及一种阶梯状卡槽可换式小滑块多件压紧工装。
背景技术:
2.一般来说,小零件对cnc数控装夹是一个技术难点,因为零件小压紧力度很难掌握,尤其是平行度要求较高的零件,装夹不稳定直接导致加工零件报废。
3.目前市场的技术多用精密虎钳子装夹,完全靠操作人员的装夹经验,效率很底,零件报废率很高。精密虎钳,完全靠工作人员的经验,只能在机台上装夹,而且每次只能装一件。
4.已公开中国实用新型专利,申请号cn201920080316.4,专利名称:一种滑块加工工装,申请日:2019
‑
01
‑
17,本实用新型涉及一种滑块加工工装,包括固定块、开在固定块上的定位槽、设在定位槽底面上的定位螺栓、开在定位槽底面上的定位孔、开在定位槽底面上的锁紧螺纹孔、固定在定位槽底面上的限位柱和夹紧部分。夹紧部分包括与定位槽的侧面贴合的定位块、设在定位块底面上的定位柱和垂直设在定位块上的锁紧螺栓,锁紧螺栓的下端与锁紧螺纹孔连接,定位柱插入到定位孔内。定位槽与定位块贴合的侧面为斜面,定位块的截面形状为等腰梯形。定位槽放置有压紧块,压紧块的一个侧面和定位槽的一个侧面分别与定位块的一组与定位槽底面相交的侧面贴合。本实用新型具有定位准确,加工效率高的技术效果。
5.上述技术的存在需要螺纹紧致后再进行加工制造,存在精准性不够的问题。
技术实现要素:
6.针对现有技术的上述缺陷,本实用新型提供一种阶梯状卡槽可换式小滑块多件压紧工装,包括底座1,所述底座1上设置有对应滑块 2设置的滑动槽3,所述滑动槽3在底座1上设置有多个,所述滑动槽3上活动设置有滑块2,所述滑块2远离底座1的一侧设置有与滑块推拉气缸连接的安装孔4;
7.所述滑动槽3远离开口侧的顶部还设置有产品定位槽5,所述产品定位槽5远离滑块2的一侧在底座1上设置有固定挡块6;
8.所述滑动槽3成十字型,所述滑动槽3包括滑动区7和导航区8,位于滑动区7的竖直两侧均设置有导航区8;
9.所述产品定位槽5对应产品设置有卡槽9,所述卡槽9分别设置在两侧,位于一对所述卡槽9中间还设置有支撑块13;
10.所述卡槽9上还对应产品设置有限位槽14,所述限位槽14靠近滑块2的一侧为开口状进行导向定位。
11.优选的,底座1上设置有多个所述滑动槽3,且滑动槽3设置在同一侧。
12.优选的,底座1上设置有多个所述滑动槽3,所述多个所述滑动槽3以固定挡块6为
对称相背设置。
13.优选的,卡槽9底部到底座1顶部的高度与产品的高度一致。
14.优选的,滑块2靠近产品定位槽5的一侧设置有缓冲垫10。
15.优选的,固定挡块6顶部设置有固定孔11。
16.优选的,导航区8采用通槽状。
17.优选的,位于所述支撑块13两侧的限位槽14形状相同或者不同,对应产品设置。
18.本实用新型的有益效果:稳定压紧和保证零件的平行度,而且可以实现多件互换式同时装夹,提高了cnc加工效率。
附图说明
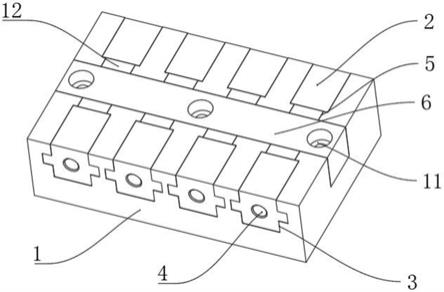
19.图1为本实用新型的结构图;
20.图2为本实用新型的结构图,其中不包括滑块和固定挡块;
21.图3为本实用新型中关于滑块的结构图;
22.图4为本实用新型的产品结构图;
23.图中,
24.1、底座;2、滑块;3、滑动槽;4、安装孔;5、产品定位槽;6、固定挡块;7、滑动区;8、导航区;9、卡槽;10、缓冲垫;11、固定孔;12、产品;13、支撑块;14、限位槽。
具体实施方式
25.为了使本技术领域人员更好地理解本发明的技术方案,并使本发明的上述特征、目的以及优点更加清晰易懂,下面结合实施例对本发明做进一步的说明。实施例仅用于说明本发明而不用于限制本发明的范围。
26.如图1
‑
4所示可知,本实用新型包括有:底座1,所述底座1上设置有对应滑块2设置的滑动槽3,所述滑动槽3在底座1上设置有多个,所述滑动槽3上活动设置有滑块2,所述滑块2远离底座1的一侧设置有与滑块推拉气缸连接的安装孔4;
27.所述滑动槽3远离开口侧的顶部还设置有产品定位槽5,所述产品定位槽5远离滑块2的一侧在底座1上设置有固定挡块6;
28.所述滑动槽3成十字型,所述滑动槽3包括滑动区7和导航区8,位于滑动区7的竖直两侧均设置有导航区8;
29.所述产品定位槽5对应产品设置有卡槽9,所述卡槽9分别设置在两侧,位于一对所述卡槽9中间还设置有支撑块13;
30.所述卡槽9上还对应产品设置有限位槽14,所述限位槽14靠近滑块2的一侧为开口状进行导向定位。
31.在使用中,该夹具滑块采用慢走丝精密加工而成,配合精密度公差在正负0.005mm,把光模块零件产品装入仿型夹具里,用扭力扳手锁紧,控制工件装夹的力度和平行,可以很稳定地压紧加工件,同时可以达到线下装夹,和夹具互换,提高了cnc加工效率和加工质量;
32.由于此类产品的底部还具精密结构,为了防止损伤产品,也需要为产品提供安装位置,此外,由于精密,需要精准的定位,因此设置了限位槽。
33.在本实施中优选的,底座1上设置有多个所述滑动槽3,且滑动槽3设置在同一侧。
34.在本实施中优选的,底座1上设置有多个所述滑动槽3,所述多个所述滑动槽3以固定挡块6为对称相背设置。
35.设置上述结构,无论是上述哪两种方式,都是可以在同一个底座上实现多个零件产品的同时夹装,降低成本,提高效率。
36.在本实施中优选的,卡槽9底部到底座1顶部的高度与产品的高度一致。
37.设置上述结构,利用卡槽使得产品与底座和固定挡块的表面齐平,稳定且平缓,减少凹凸不平的区域,提高使用寿命。
38.在本实施中优选的,滑块2靠近产品定位槽5的一侧设置有缓冲垫10。
39.设置上述结构,利用缓冲垫防止滑块直接与产品进行硬碰硬的接触,利用气缸缓慢推进滑块,一方面既能保证产品被压紧,另一个方面也能保证保护产品。
40.在本实施中优选的,固定挡块6顶部设置有固定孔11。
41.设置上述结构,利用固定孔起到对固定挡块的固定作用,防止左右移动,起到稳固的作用。
42.在本实施中优选的,导航区8采用通槽状。
43.设置上述结构,减轻工装的重量,但是不影响工装的强度,轻量化的设计,节省成本。
44.在本实施中优选的,位于所述支撑块13两侧的限位槽14形状相同或者不同,对应产品设置。
45.设置上述结构,便于适用于夹装不同类型的产品,提高适用性。
46.上述实施例仅例示性说明本专利申请的原理及其功效,而非用于限制本专利申请。任何熟悉此技术的人士皆可在不违背本专利申请的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本专利申请所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本专利请的权利要求所涵盖。
技术特征:
1.一种阶梯状卡槽可换式小滑块多件压紧工装,其特征在于,包括底座(1),所述底座(1)上设置有对应滑块(2)设置的滑动槽(3),所述滑动槽(3)在底座(1)上设置有多个,所述滑动槽(3)上活动设置有滑块(2),所述滑块(2)远离底座(1)的一侧设置有与滑块推拉气缸连接的安装孔(4);所述滑动槽(3)远离开口侧的顶部还设置有产品定位槽(5),所述产品定位槽(5)远离滑块(2)的一侧在底座(1)上设置有固定挡块(6);所述滑动槽(3)成十字型,所述滑动槽(3)包括滑动区(7)和导航区(8),位于滑动区(7)的竖直两侧均设置有导航区(8);所述产品定位槽(5)对应产品设置有卡槽(9),所述卡槽(9)分别设置在两侧,位于一对所述卡槽(9)中间还设置有支撑块(13),所述卡槽(9)上还对应产品设置有限位槽(14),所述限位槽(14)靠近滑块(2)的一侧为开口状进行导向定位。2.根据权利要求1所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:所述底座(1)上设置有多个所述滑动槽(3),且滑动槽(3)设置在同一侧。3.根据权利要求1所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:所述底座(1)上设置有多个所述滑动槽(3),所述多个所述滑动槽(3)以固定挡块(6)为对称相背设置。4.根据权利要求3所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:所述卡槽(9)底部到底座(1)顶部的高度与产品的高度一致。5.根据权利要求4所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:所述滑块(2)靠近产品定位槽(5)的一侧设置有缓冲垫(10)。6.根据权利要求5所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:所述固定挡块(6)顶部设置有固定孔(11)。7.根据权利要求6所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:所述导航区(8)采用通槽状。8.根据权利要求7所述的阶梯状卡槽可换式小滑块多件压紧工装,其特征在于:位于所述支撑块(13)两侧的限位槽(14)形状相同或者不同,对应产品设置。
技术总结
本实用新型提供一种阶梯状卡槽可换式小滑块多件压紧工装,包括底座,底座上设置有对应滑块设置的滑动槽,滑动槽在底座上设置有多个,滑动槽上活动设置有滑块,滑块远离底座的一侧设置有与滑块推拉气缸连接的安装孔;滑动槽远离开口侧的顶部还设置有产品定位槽,产品定位槽远离滑块的一侧在底座上设置有固定挡块;滑动槽成十字型,滑动槽包括滑动区和导航区,位于滑动区的竖直两侧均设置有导航区,产品定位槽对应产品设置有卡槽,位于一对所述卡槽中间还设置有支撑块;卡槽上还对应产品设置有限位槽,限位槽靠近滑块的一侧为开口状进行导向定位。本实用新型稳定压紧和保证零件的平行度,而且可以实现多件互换式同时装夹,提高了CNC加工效率。了CNC加工效率。了CNC加工效率。
技术研发人员:黄桂恒
受保护的技术使用者:无锡雅斯格精密机械有限公司
技术研发日:2021.02.04
技术公布日:2021/12/21
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1