一种数控分板机的制作方法
一种数控分板机
【技术领域】
1.本实用新型涉及数控机床领域,尤其涉及一种数控分板机。
背景技术:
2.数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。
3.传统线路板基板来料为一整块大的线路板基板,之后通过人工划线定位切割成自己需要的尺寸,不仅误差大,而且切割效率低。
4.本实用新型即是针对现有技术的不足而研究提出的。
技术实现要素:
5.本实用新型的目的是克服上述现有技术的缺点,提供了一种数控分板机。
6.本实用新型可以通过以下技术方案来实现:
7.本实用新型公开了一种数控分板机,包括机架,所述机架上依次固定有第一输送装置和第二输送装置,所述第一输送装置包括固定在机架上并与机架转动连接的主动辊ⅰ和从动辊ⅰ,所述主动辊ⅰ通过传送带ⅰ与前述从动辊ⅰ绕接,所述第二输送装置包括固定在机架上并与机架转动连接的主动辊ⅱ和从动辊ⅱ,所述主动辊ⅱ通过多根传送带ⅱ与前述从动辊ⅱ绕接,所述传送带ⅱ和传送带ⅰ均由输送电机驱动运转,所述第一输送装置和第二输送装置之间的机架上固定有定位装置,所述传送带ⅱ上方的机架上还固定有横切轴,所述横切轴由横切电机驱动转动,所述横切轴上还固定有多个横切盘,所述横切盘均匀设置在相邻的两根传送带ⅱ之间,所述传送带ⅱ末端的机架上还固定有纵移滑杆和纵移丝杆,所述纵移丝杆由纵移电机驱动转动,所述纵移丝杆上固定有与纵移丝杆螺纹连接的滑台,所述纵移滑杆穿过所述滑台并与滑台滑动连接,所述滑台上还固定有纵切电机,所述纵切电机输出端固定有纵切盘,所述纵移丝杆与横切轴之间的机架上还固定有压紧装置,所述压紧装置包括设置在传送带ⅱ上方的压紧轴,所述压紧轴上均匀固定有多个与压紧轴转动连接的压紧轮,所述压紧轴两端均通过压杆与机架固定,所述压杆一端与压紧轴固定,所述压杆另一端均固定有固定轴,所述固定轴均固定在对应位置的机架上并与机架转动连接,所述压紧轴上还固定有多个配重块,所述传送带ⅱ两侧的机架末端均固定有限位装置。
8.优选的,所述输送电机输出端与主动辊ⅱ相固定,所述从动辊ⅱ和从动辊ⅰ上均固定有齿盘,两个齿盘通过同步带相互绕接。
9.优选的,所述定位装置包括固定在机架上的定位滑杆和定位丝杆,所述定位丝杆由定位电机驱动转动,所述定位丝杆两端均固定有与定位丝杆螺纹连接的定位板,所述定位滑杆穿过两块定位板并与定位板滑动连接,两块所述定位板上均固定有与定位板转动连接的定位轮。
10.优选的,所述限位装置包括固定在机架上的限位气缸,所述限位气缸通过活塞杆固定有限位块。
11.工作原理:根据待切割的基板尺寸调整两块定位板之间的距离,两块定位板调整距离时,通过定位电机启动,定位电机驱动定位丝杆转动,由于定位丝杆与定位板螺纹连接,两块定位板相向运动,从而使两块定位板上的的定位轮对经过的基板定位,将待切割的大张基板放置在传送带ⅰ上,基板通过传送带ⅰ向前运输,基板经过定位装置时,通过定位装置的定位轮与基板两侧接触,从而对基板定位,基板到达传送带ⅱ上后经过横切盘时,由于横切电机驱动横切盘高速转动,横切盘对基板进行切割,基板经过横切盘切割后,经过压紧装置位置,通过压紧装置给基板施加向下的压力,基板末端到达限位装置位置后,限位气缸启动,限位气缸上活塞杆均伸长,限位块移动,基板与限位块接触后被限位块阻挡,被横切盘切过的基板停止移动,纵移电机启动,纵移电机驱动纵移丝杆转动,由于纵移丝杆与滑台螺纹连接,纵移丝杆转动时,滑台移动,滑台上的纵切电机随滑台移动,高速转动的纵切盘随滑台移动,高速转动的纵切盘从基板一端移动到基板另一端对基板进行切割,基板被切割后掉落到机架下方被收集装置收集,传送带ⅱ上的基板再次移动,基板末端再次移动到限位块位置,再次通过纵切盘对基板进行切割,循环作业,通过本装置可以自动对基板进行切割,并且可以将大张的基板切割成多块小的需要的基板,自动化程度高,并且极大的提高了生产效率。
12.本实用新型与现有的技术相比有如下优点:
13.通过本装置可以自动对基板进行切割,并且可以将大张的基板切割成多块小的需要的基板,自动化程度高,并且极大的提高了生产效率。
【附图说明】
14.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
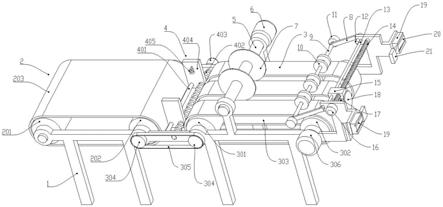
15.图1为本实用新型的结构示意图;
16.图中:1、机架;2、第一输送装置;201、主动辊ⅰ;202、从动辊ⅰ;203、传送带ⅰ;3、第二输送装置;301、从动辊ⅱ;302、主动辊ⅱ;303、传送带ⅱ;304、齿盘;305、同步带;306、输送电机;4、定位装置;401、定位滑杆;402、定位丝杆;403、定位电机;404、定位板;405、定位轮;5、横切轴;6、横切电机;7、横切盘;8、压杆;9、压紧轴;10、压紧轮;11、配重块;12、固定轴;13、纵移滑杆;14、纵移丝杆;15、滑台;16、纵移电机;17、纵切电机;18、纵切盘;19、限位装置;20、限位气缸;21、限位块;
【具体实施方式】
17.下面结合附图对本实用新型的实施方式作详细说明:
18.如图1所示,本实用新型公开了一种数控分板机,包括机架1,机架1上依次固定有第一输送装置2和第二输送装置3,第一输送装置2包括固定在机架1上并与机架1转动连接的主动辊ⅰ201和从动辊ⅰ202,主动辊ⅰ201通过传送带ⅰ203与从动辊ⅰ202绕接,第二输送装置3包括固定在机架1上并与机架1转动连接的主动辊ⅱ302和从动辊ⅱ301,主动辊ⅱ302通过多根传送带ⅱ303与从动辊ⅱ301绕接,传送带ⅱ303和传送带ⅰ203均由输送电机306驱动运转,第一输送装置2和第二输送装置3之间的机架1上固定有定位装置4,传送带ⅱ303上方
的机架1上还固定有横切轴5,横切轴5由横切电机6驱动转动,横切轴5上还固定有多个横切盘7,横切盘7均匀设置在相邻的两根传送带ⅱ303之间,传送带ⅱ303末端的机架1上还固定有纵移滑杆13和纵移丝杆14,纵移丝杆14由纵移电机16驱动转动,纵移丝杆14上固定有与纵移丝杆14螺纹连接的滑台15,纵移滑杆13穿过滑台15并与滑台15滑动连接,滑台15上还固定有纵切电机17,纵切电机17输出端固定有纵切盘18,纵移丝杆14与横切轴5之间的机架1上还固定有压紧装置,压紧装置包括设置在传送带ⅱ303上方的压紧轴9,压紧轴9上均匀固定有多个与压紧轴9转动连接的压紧轮10,压紧轴9两端均通过压杆8与机架1固定,压杆8一端与压紧轴9固定,压杆8另一端均固定有固定轴12,固定轴12均固定在对应位置的机架1上并与机架1转动连接,压紧轴9上还固定有多个配重块11,传送带ⅱ303两侧的机架1末端均固定有限位装置19。
19.其中,输送电机306输出端与主动辊ⅱ302相固定,从动辊ⅱ301和从动辊ⅰ202上均固定有齿盘304,两个齿盘304通过同步带305相互绕接。
20.其中,定位装置4包括固定在机架1上的定位滑杆401和定位丝杆402,定位丝杆402由定位电机403驱动转动,定位丝杆402两端均固定有与定位丝杆402螺纹连接的定位板404,定位滑杆401穿过两块定位板404并与定位板404滑动连接,两块定位板404上均固定有与定位板404转动连接的定位轮405。
21.其中,限位装置19包括固定在机架1上的限位气缸20,限位气缸20通过活塞杆固定有限位块21。
22.工作原理:根据待切割的基板尺寸调整两块定位板404之间的距离,两块定位板404调整距离时,通过定位电机403启动,定位电机403驱动定位丝杆402转动,由于定位丝杆402与定位板404螺纹连接,两块定位板404相向运动,从而使两块定位板404上的的定位轮405对经过定位板404的基板定位,将待切割的大张基板放置在传送带ⅰ203上,基板通过传送带ⅰ203向前运输,基板经过定位装置4时,通过定位装置4的定位轮405与基板两侧接触,从而对基板定位,基板到达传送带ⅱ303上后经过横切盘7时,由于横切电机6驱动横切盘7高速转动,横切盘7对基板进行切割,基板经过横切盘7切割后,经过压紧装置位置,通过压紧装置给基板施加向下的压力,基板末端到达限位装置19位置后,限位气缸20启动,限位气缸20上活塞杆均伸长,限位块21移动,基板与限位块21接触后被限位块21阻挡,被横切盘7切过的基板停止移动,纵移电机16启动,纵移电机16驱动纵移丝杆14转动,由于纵移丝杆14与滑台15螺纹连接,纵移丝杆14转动时,滑台15移动,滑台15上的纵切电机17随滑台15移动,高速转动的纵切盘18随滑台15移动,高速转动的纵切盘18从基板一端移动到基板另一端对基板进行切割,基板被切割后掉落到机架1下方被收集装置(未图示)收集,传送带ⅱ303上的基板再次移动,基板末端再次移动到限位块21位置,再次通过纵切盘18对基板进行切割,循环作业,通过本装置可以自动对基板进行切割,并且可以将大张的基板切割成多块小的需要的基板,自动化程度高,并且极大的提高了生产效率。
23.以上仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,可以对这些实施例进行多种变化、修改、替换和变型,这些变化、修改、替换和变型,也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1