一种模压模具的制作方法
1.本实用新型涉及模具领域,具体涉及一种模压模具。
背景技术:
2.模具是工业生产上用以注塑、吹塑、挤出或压铸等方法得到所需产品的各种模子和工具。如图1、图2所示的产品1中,具有用于安装接触的安装侧壁11,安装侧壁11上还凹陷有连接槽孔101;具体的,产品1中有二个具有连接槽孔101的安装侧壁11,二个安装侧壁11分别为第一安装侧壁111和第二安装侧壁112,所述第一安装侧壁111和第二安装侧壁112相背分布。现有技术中,用于制备该种产品1的模压模具如图3、图4所示,包括下模板21、上模盖板22和具有嵌件的嵌件桩23,嵌件用于成型连接槽孔,嵌件桩23固定在下模板21和上模盖板22之间,因此,下模板21和上模盖板22都会设置成型槽体,且下模板21的成型槽体211和上模盖板22的成型槽体221的深度只有产品1厚度的一半;如此,产品1成型后,由于模压所产生的合模线就形成在产品1的安装侧壁11的中线位置上;因对产品1的安装侧壁11的平整度要求高,常规方法无法清理平整,需要研磨或者铣刀铣,而一些工厂不具备合适的研磨设备,而利用铣刀铣的工艺工时较长,大幅增加了成本。同时,因对产品有强度要求,原料需使用长纤维或者片料生产,模压时,由间隙渗出的原料也会粘到嵌件桩23上,清理十分困难。再者,该模具脱模也较繁琐,即脱模时,开启上模盖板22,再将产品1和嵌件桩23同时顶出,然后再一个个将嵌件桩23从产品1中分离,操作繁琐,耗费工时长,不利生产。
技术实现要素:
3.为此,本实用新型提供一种模压模具,能够有效解决上述问题。
4.为实现上述目的,本实用新型提供的技术方案如下:
5.一种模压模具,包括下模板、上模盖板和具有嵌件的嵌件桩,所述下模板具有一容纳槽,所述容纳槽的槽底凹陷有与产品外形相适配的成型槽,所述成型槽的高度与产品的厚度大致相同;定义下模板具有用于开孔的开孔侧壁,所述成型槽还具有与下模板的开孔侧壁相平齐且用于成型产品的安装侧壁的成型槽壁;所述下模板上还形成有从下模板的开孔侧壁横向贯穿至成型槽壁的桩孔,所述嵌件桩穿入桩孔内而使嵌件进入所述成型槽内,用于成型产品的连接槽孔;所述上模盖板盖合于下模板的容纳槽上进而与成型槽围合形成一个密闭的成型腔。
6.进一步的,所述容纳槽内的成型槽设有多个,多个成型槽并排设置;多个成型槽的成型槽壁同时对应下模板的开孔侧壁。
7.进一步的,产品中有二个具有连接槽孔的安装侧壁,二个安装侧壁分别为第一安装侧壁和第二安装侧壁,所述第一安装侧壁和第二安装侧壁相背分布;所述成型槽内也具有二个成型槽壁,分别为用于成型第一安装侧壁的第一成型槽壁和用于成型第二安装侧壁的第二成型槽壁;所述下模板上的开孔侧壁也具有二个,分别为对应第一成型槽壁的第一开孔侧壁和对应第二成型槽壁的第二开孔侧壁。
8.进一步的,还包括上模板,所述上模盖板的厚度大于容纳槽的深度,所述上模盖板固定于上模板上,当所述上模板的底面贴合于下模板的表面时,所述上模盖板刚好盖合于容纳槽上并与成型槽围合形成一个密闭的成型腔。
9.通过本实用新型提供的技术方案,具有如下有益效果:
10.将成型槽的深度与产品的厚度尺寸大致相同,嵌件从下模板的开孔侧壁穿入桩孔内,并经桩孔插入成型槽内,实现产品的连接槽孔的成型,由于嵌件桩与桩孔配合较为紧密,原料不易粘到嵌件桩上,无需对其进行清洗;脱模时,只要先退去嵌件,使嵌件脱离成型槽,再顶出产品即可,脱模操作简易,工时短,效率高。同时,合模线由产品的安装侧壁的中线位置转移到边缘位置,较容易清理,可以节约大量工时。
附图说明
11.图1所示为背景技术中产品的结构示意图;
12.图2所示为背景技术中产品在另一个角度下的结构示意图;
13.图3所示为现有模压模具的结构分解示意图;
14.图4所示为现有模压模具的剖视图;
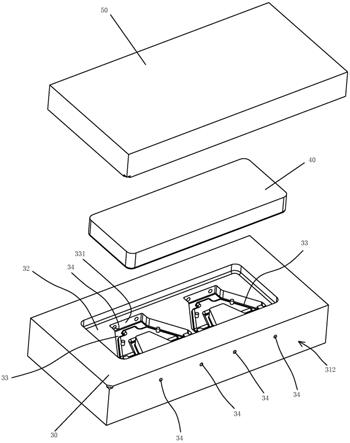
15.图5所示为实施例中模压模具的结构分解示意图;
16.图6所示为实施例中模压模具的剖视图一;
17.图7所示为实施例中模压模具的剖视图二;
18.图8所示为实施例中模压模具的下模板的俯视图;
19.图9所示为实施例中模压模具的下模板的立体结构示意图;
20.图10所示为实施例中模压模具的下模板在另一个角度下的立体结构示意图。
具体实施方式
21.为进一步说明各实施例,本实用新型提供有附图。这些附图为本实用新型揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理。配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本实用新型的优点。图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
22.现结合附图和具体实施方式对本实用新型进一步说明。
23.本实施例提供一种模压模具,用于制备如图1、图2所示的产品1。参照图5至图10所示,模压模具包括下模板30、上模盖板40和具有嵌件的嵌件桩(未示出),所述下模板30具有一容纳槽32,所述容纳槽32的槽底凹陷有与产品1外形相适配的成型槽,33所述成型槽33的高度与产品1的厚度大致相同,具体的,该大致相同是指成型槽33的高度与产品1的厚度完全相同或者是略低于产品1的厚度;本实施例中是成型槽33的高度略低于产品1的厚度,只要能够使合模线形成在产品1的边缘位置即可。
24.定义下模板30具有用于开孔的开孔侧壁,所述成型槽33还具有与下模板30的开孔侧壁相平齐且用于成型产品1的安装侧壁11的成型槽壁;具体的,如图1、图2所示的产品1中有二个具有连接槽孔101的安装侧壁11,二个安装侧壁11分别为第一安装侧壁111和第二安装侧壁112,所述第一安装侧壁111和第二安装侧壁112相背分布;所述成型槽33内也具有二个成型槽壁,分别为用于成型第一安装侧壁111的第一成型槽壁331和用于成型第二安装侧
壁112的第二成型槽壁332。所述下模板30上的开孔侧壁也具有二个,分别为对应第一成型槽壁331的第一开孔侧壁311和对应第二成型槽壁332的第二开孔侧壁312。
25.所述下模板30上还形成有从下模板30的开孔侧壁横向贯穿至成型槽壁的桩孔34,所述嵌件桩穿入桩孔34内而使嵌件进入所述成型槽33内,用于成型产品1的连接槽孔101;所述上模盖板40盖合于下模板30的容纳槽32上进而与成型槽33围合形成一个密闭的成型腔。
26.将成型槽33的深度与产品1的厚度尺寸大致相同,嵌件从下模板30的开孔侧壁穿入桩孔34内,并经桩孔34插入成型槽33内,实现产品1的连接槽孔101的成型,由于嵌件桩与桩孔34配合较为紧密,原料不易粘到嵌件桩34上,无需对其进行清洗;脱模时,只要先退去嵌件,使嵌件脱离成型槽33,再顶出产品1即可,脱模操作简易,工时短,效率高。同时,合模线由产品1的安装侧壁11的中线位置转移到边缘位置,较容易清理,可以节约大量工时。
27.具体的,所述容纳槽32内的成型槽33设有多个,本具体实施例中为二个,二个成型槽33并排设置;二个成型槽33的成型槽壁同时对应下模板30的开孔侧壁,即二个成型槽33的第一成型槽壁331同时对应下模板30的第一开孔侧壁311;二个成型槽33的第二成型槽壁332同时对应下模板30的第二开孔侧壁312,如此分布设置,设计合理,不会相互干涉,嵌件桩也能够统一动作。当然的,成型槽33的数量不局限于此,也可以是一个,也可以是二个以上,当数量为二个以上时,也是如此分布。
28.具体的,还包括上模板50,所述上模盖板40的厚度大于容纳槽32的深度,所述上模盖板40固定于上模板50上,当所述上模板50的底面贴合于下模板30的表面时,所述上模盖板40刚好盖合于容纳槽32上并与成型槽33围合形成一个密闭的成型腔。通过控制上模板50的运动来进行合模和开模的操作,上模板50体积较大,方便与外部结构连接和控制。当然的,在其它实施例中,也可以无需采用该上模板50的结构。
29.本实施例中所制备的产品1具有二个安装侧壁11,当然的,在其它实施例中,不同的产品1的安装侧壁11的数量和位置可以不相同,如只具有一个安装侧壁11或二个安装侧壁11为相邻侧壁等,具体设计模压模具时,也相适应的调整形状和位置即可。
30.尽管结合优选实施方案具体展示和介绍了本实用新型,但所属领域的技术人员应该明白,在不脱离所附权利要求书所限定的本实用新型的精神和范围内,在形式上和细节上可以对本实用新型做出各种变化,均为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1