一种管材翻边模具的制作方法
1.本实用新型涉及一种翻边工装,具体涉及一种管材翻边模具。
背景技术:
2.管材翻边是经过专用机械设备将管材的两端折弯定型,该产品的压力高、耐磨损量大,适用于经常拆卸的输送管线,在管材制造过程中,需要做管材翻边的工序,普通压力机由于行程过短,无法加工管体较长的管材,例如jd21-100a开式固定台压力机,其冲压行程只有100mm,但是需要加工的管材长度超过100mm,管材的管体则因为过长无法装配入模具,进而影响生产进度。
技术实现要素:
3.为了克服现有技术中存在的不足,本实用新型提供了一种管材翻边模具。
4.本实用新型是通过以下技术方案实现的:一种管材翻边模具,包括凸模头和凹模套,所述凸模头和凹模套分别设置在上模板和下模板上,所述下模板上开设定位孔,所述凹模套嵌入定位孔采用间隙配合,所述定位孔包括上边缘和下边缘,所述上边缘和下边缘分别设置向内倾斜的上斜面和下斜面,所述凹模套的上端设置翻边,翻边卡在上边缘上将凹模套固定。
5.上述方案中,所述翻边外周面的截面大于上斜面外周面的截面。
6.上述方案中,所述上斜面和下斜面与中心线的夹角为30度。
7.上述方案中,所述凸模头的底端为圆锥形凸面,所述凹模套是与凸模头的圆锥形凸面相配的凹面,所述翻边和定位孔均为圆形,翻边的直径大于上斜面的外圆周直径。
8.上述方案中,所述凸模头的底端为方锥形凸面,所述凹模套是与凸模头的方锥形凸面相配的凹面,所述翻边和定位孔均为方形,翻边的周长大于上斜面的外周长。
9.上述方案中,所述凸模头的外周面上位于上模板的下端面处设置护板,所述护板与翻边相适配。
10.上述方案中,所述凸模头和凹模套设置为两组。
11.本实用新型一种管材翻边模具与现有技术相比,其有益效果是:本实用新型在不改变原有压力机的结构的情况下,通过增加一个倾斜进料斜面,改变装料顺序,先装零件后装下模套,适应加工管体较长的管材,管子翻边效率高,本翻边模具结构简单,产品制造成本低,易于后期维护。
附图说明
12.图1为本实用新型管材翻边模具的结构示意图;
13.图2为图1中件7的结构示意图;
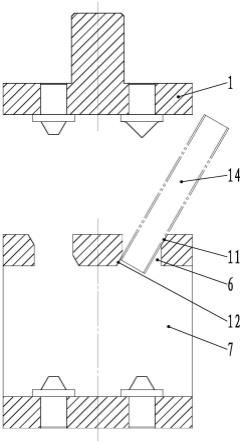
14.图3为本实用新型管材翻边模具的安装状态示意图;
15.图4为本实用新型管材翻边模具的使用状态示意图。
16.图中:1.上模板,2.凸模头,3.护板,4.翻边,5.凹模套,6.定位孔,7.下模板,8.定位头,9.夹角,10.上边缘,11.上斜面,12.下斜面,13.下边缘,14.管材。
具体实施方式
17.以下结合附图与具体实施例对本实用新型一种管材翻边模具的实施例进行说明。
18.图1为本实用新型管材翻边模具的结构示意图,图2为图1中件7的结构示意图,图中,该管材翻边模具,包括凸模头2和凹模套5,凸模头2和凹模套5设置为两组,凸模头2和凹模套5分别设置在上模板1和下模板7上,下模板7上开设定位孔6,凹模套5嵌入定位孔6采用间隙配合,定位孔6包括上边缘10和下边缘13,上边缘10和下边缘13分别设置向内倾斜的上斜面11和下斜面12,上斜面11和下斜面12与中心线的夹角9为30度。凹模套5的上端设置翻边4,翻边4外周面的截面大于上斜面11外周面的截面,翻边4卡在下模板7上将凹模套5固定。凸模头2的底端为圆锥形凸面,凹模套5是与凸模头2的圆锥形凸面相配的凹面,翻边4和定位孔6均为圆形,翻边4的直径大于上斜面11的外圆周直径。凸模头2的外周面上位于上模板7的下端面处设置护板3,护板3与翻边4相适配。
19.图3为本实用新型管材翻边模具的装配状态示意图,当管材14较长直接从凹模套5中插入会被上模板1阻挡,如图3,先将管材14倾斜并沿上斜面11和下斜面12下滑装入下模板7,图4为本实用新型管材翻边模具的工作状态示意图,如图4,然后调整管材14使其置于定位头8上,再将凹模套5装入定位孔6,翻边4将上斜面11完全覆盖,完成装配,即可启动压力机使凸模头2下压管材14进行翻边处理。
20.本实用新型在不改变原有压力机的结构的情况下,通过增加一个倾斜进料斜面,改变装料顺序,先装零件后装下模套,适应加工管体较长的管材,管子翻边效率高,本翻边模具结构简单,产品制造成本低,易于后期维护。
21.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,虽然本实用新型已以较佳实施例揭露如上,然而并非用以限定本实用新型,任何熟悉本专业的技术人员,在不脱离本实用新型技术方案范围内,当可利用上述揭示的方法及技术内容作出些许的更动或修饰为等同变化的等效实施例,但凡是未脱离本实用新型技术方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,仍属于本实用新型技术方案的范围内。
技术特征:
1.一种管材翻边模具,包括凸模头(2)和凹模套(5),所述凸模头(2)和凹模套(5)分别设置在上模板(1)和下模板(7)上,其特征在于:所述下模板(7)上开设定位孔(6),所述凹模套(5)嵌入定位孔(6)采用间隙配合,所述定位孔(6)包括上边缘(10)和下边缘(13),所述上边缘(10)和下边缘(13)分别设置向内倾斜的上斜面(11)和下斜面(12),所述凹模套(5)的上端设置翻边(4),翻边(4)卡在上边缘(10)上将凹模套(5)固定。2.根据权利要求1所述的一种管材翻边模具,其特征在于:所述翻边(4)外周面的截面大于上斜面(11)外周面的截面。3.根据权利要求2所述的一种管材翻边模具,其特征在于:所述上斜面(11)和下斜面(12)与中心线的夹角(9)为30度。4.根据权利要求3所述的一种管材翻边模具,其特征在于:所述凸模头(2)的底端为圆锥形凸面,所述凹模套(5)是与凸模头(2)的圆锥形凸面相配的凹面,所述翻边(4)和定位孔(6)均为圆形,翻边(4)的直径大于上斜面(11)的外圆周直径。5.根据权利要求3所述的一种管材翻边模具,其特征在于:所述凸模头(2)的底端为方锥形凸面,所述凹模套(5)是与凸模头(2)的方锥形凸面相配的凹面,所述翻边(4)和定位孔(6)均为方形,翻边(4)的周长大于上斜面(11)的外周长。6.根据权利要求4或5所述的一种管材翻边模具,其特征在于:所述凸模头(2)的外周面上位于上模板(1)的下端面处设置护板(3),所述护板(3)与翻边(4)相适配。7.根据权利要求6所述的一种管材翻边模具,其特征在于:所述凸模头(2)和凹模套(5)设置为两组。
技术总结
本实用新型提供了一种管材翻边模具,包括凸模头和凹模套,所述凸模头和凹模套分别设置在上模板和下模板上,所述下模板上开设定位孔,所述凹模套嵌入定位孔采用间隙配合,所述定位孔包括上边缘和下边缘,所述上边缘和下边缘分别设置向内倾斜的上斜面和下斜面,所述凹模套的上端设置翻边,翻边卡在上边缘上将凹模套固定。本实用新型在不改变原有压力机的结构的情况下,通过增加一个倾斜进料斜面,改变装料顺序,先装零件后装下模套,适应加工管体较长的管材,管子翻边效率高,本翻边模具结构简单,产品制造成本低,易于后期维护。易于后期维护。易于后期维护。
技术研发人员:赵永超 方宏超 李海东 郝军喜
受保护的技术使用者:陕西紫兆装备股份有限公司
技术研发日:2023.01.17
技术公布日:2023/3/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1