激光加工装置和激光加工方法与流程
1.本发明涉及激光加工装置和激光加工方法。
背景技术:
2.专利文献1记载有激光加工装置,其包括:保持工件的保持机构、和对保持机构所保持的工件照射激光的激光照射机构。专利文献1所记载的激光加工装置构成为,具有聚光透镜的激光照射机构相对于基台固定,通过保持机构使工件沿着与聚光透镜的光轴垂直的方向移动。
3.[现有技术文献]
[0004]
[专利文献]
[0005]
[专利文献1]日本专利第5456510号公报
技术实现要素:
[0006]
[发明要解决的技术问题]
[0007]
在上述的激光加工装置,有时通过将激光照射于对象物,在对象物的内部沿着假想面形成改性区域。在此情况下,以遍及假想面的改性区域和从改性区域延伸的裂纹为边界,剥离对象物的一部分。在这样的剥离加工中,有时实施所谓的多焦点激光加工,即,对激光进行调制以使该激光分束成多束加工光来进行加工。但是,实施多焦点激光加工的剥离加工存在如下问题:对象物的与激光入射侧相反的一侧的部位(例如功能元件层)因激光的非调制光而损伤的问题变得显著。
[0008]
于是,本发明的技术问题是提供能够抑制对象物的与激光入射侧相反的一侧的损伤的激光加工装置和激光加工方法。
[0009]
[解决技术问题的技术手段]
[0010]
本发明的一个方式的激光加工装置,通过对于对象物照射激光,在对象物的内部沿着假想面形成改性区域,激光加工装置包括:支承对象物的支承部;对由支承部支承着的对象物照射激光的照射部;使支承部和照射部中的至少一者移动的移动机构;和控制照射部和移动机构的控制部,照射部具有:调制激光的空间光调制器;和使由空间光调制器调制后的激光聚光于对象物的聚光部,控制部执行第1控制,该第1控制利用空间光调制器调制激光,以使激光分束成多束加工光,并且多束加工光的多个聚光点在与激光的照射方向垂直的方向上位于彼此不同的位置,在第1控制中,调制激光,使得在照射方向上在激光的非调制光的聚光点与对象物的跟激光入射面相反的一侧的相反面之间,存在改性区域。
[0011]
在该激光加工装置,激光分束成多束加工光,且多束加工光的多个聚光点在与照射方向垂直的方向上位于彼此不同的部位(位置),此时,在激光的非调制光的聚光点与对象物的跟激光入射面相反的一侧的相反面之间,存在改性区域。利用该改性区域,能够阻断激光的非调制光,使其不到达对象物的与激光入射侧相反的一侧。因此,能够抑制因激光的非调制光造成在对象物的该相反的一侧产生伤害。即,能够抑制对象物的激光入射侧的相
反侧的损伤。
[0012]
在本发明的一个方式的激光加工装置中,也可以是,在第1控制中,利用多束加工光中包括的0级光的聚光,在照射方向上在激光的非调制光的聚光点与相反面之间,形成构成改性区域的改性区域。由此,能够利用通过0级光的聚光而形成的改性区域,阻断激光的非调制光,使其不到达对象物的该相反的一侧。
[0013]
在本发明的一个方式的激光加工装置中,也可以是,0级光的输出在多束加工光的输出中最小。由此,能够使通过0级光的聚光形成的改性区域不容易影响沿着假想面的对象物的剥离。
[0014]
在本发明的一个方式的激光加工装置中,也可以是,0级光的输出与多束加工光中的0级光以外的至少一束加工光的输出相同。由此,能够将通过0级光的聚光形成的改性区域用于沿着假想面的对象物的剥离。
[0015]
在本发明的一个方式的激光加工装置中,也可以是,在第1控制中,使多束加工光的多个聚光点在与激光的照射方向垂直的方向移动,以使得已形成的改性区域在照射方向上位于激光的非调制光的聚光点与相反面之间。由此,能够利用已经形成的改性区域,阻断激光的非调制光,使其不会到达对象物的该相反的一侧。
[0016]
在本发明的一个方式的激光加工装置中,也可以是,对象物包括基板和设置在基板的与激光入射侧相反的一侧的功能元件层。在此情况下,由于在对象物的该相反的一侧设有功能元件层,因此抑制对象物的该相反的一侧的损伤的上述效果尤其有效。
[0017]
在本发明的一个方式的激光加工装置中,也可以是,控制部执行第2控制,该第2控制利用移动机构使支承部和照射部中的至少一者移动,以使多束加工光的聚光点的位置沿着假想面移动。通过这样使多束加工光的聚光点的位置沿着假想面移动,能够具体地形成沿着假想面的改性区域。
[0018]
在本发明的一个方式的激光加工装置中,也可以是,在第1控制中,调制激光,以使得在照射方向上多束加工光各自的聚光点相对于该加工光的理想聚光点位于与激光的非调制光的聚光点相反的一侧,或者,多束加工光各自的聚光点相对于非调制光的聚光点位于与该加工光的理想聚光点相反的一侧。由此,其结果是,能够使激光的非调制光的聚光点远离对象物的激光入射侧的相反侧。因此,能够抑制因激光的非调制光的聚光造成在对象物的该相反侧产生伤害。
[0019]
本发明的一个方式的激光加工方法,通过对于对象物照射激光,在对象物的内部沿着假想面形成改性区域,激光加工方法的特征在于,包括:使激光分束成多束加工光,并使多束加工光的多个聚光点在与激光的照射方向垂直的方向上位于彼此不同的位置的工序,在该工序中,使得在照射方向上在激光的非调制光的聚光点与对象物的跟激光入射面相反的一侧的相反面之间,存在改性区域。
[0020]
采用该激光加工方法,能够与所述激光加工装置同样地利用存在于非调制光的聚光点与相反面之间的改性区域,阻断激光的非调制光,使其不会到达对象物的该相反的一侧。因此,能够抑制因激光的非调制光造成在对象物的该相反侧产生伤害。即,能够抑制对象物的激光入射侧的相反侧的损伤。
[0021]
[发明的效果]
[0022]
依据本发明,能够提供能够抑制对象物的与激光入射侧相反的一侧的损伤的激光
加工装置和激光加工方法。
附图说明
[0023]
图1是第1实施方式的激光加工装置的结构图。
[0024]
图2是图1所示的空间光调制器的一部分的截面图。
[0025]
图3(a)是对象物的俯视图。图3(b)是对象物的截面图。
[0026]
图4是说明激光的分束(分支)的示意面。
[0027]
图5是用来说明第1实施方式的多焦点加工控制的对象物的侧截面图。
[0028]
图6是用来说明通常的多焦点加工控制的对象物的侧截面图。
[0029]
图7是表示评价第1实施方式的剥离加工的评价试验的结果的图。
[0030]
图8是表示第1实施方式的输入接受部的显示例的图。
[0031]
图9是用来说明第1实施方式的变形例的多焦点加工控制的对象物的侧截面图。
[0032]
图10是用来说明第2实施方式的多焦点加工控制的对象物的侧截面图。
[0033]
图11是表示评价第2实施方式的剥离加工的评价试验的结果的图。
[0034]
图12是用来说明第2实施方式的变形例的多焦点加工控制的对象物的侧截面图。
[0035]
图13是用来说明第2实施方式的其他变形例的多焦点加工控制的对象物的侧截面图。
[0036]
图14是用来说明第3实施方式的多焦点加工控制的对象物的侧截面图。
[0037]
图15是用来说明第3实施方式的裂纹的对象物的俯截面图。
[0038]
图16是表示评价第3实施方式的剥离加工的评价试验的结果的图。
具体实施方式
[0039]
以下,针对实施方式,参照附图来详细说明。在各图中对相同或相当的部分赋予相同附图标记,省略重复的说明。
[0040]
[第1实施方式]
[0041]
对第1实施方式进行说明。如图1所示,激光加工装置1包括:支承部2、光源3、光轴调节部4、空间光调制器5、聚光部6、光轴监视部7、可见光拍摄部8a、红外光拍摄部8b、移动机构9、和控制部10。激光加工装置1是通过将激光l照射于对象物11而在对象物11形成改性区域12的装置。在以下的说明中,将彼此正交的3个方向分别称为x方向、y方向及z方向。在本实施方式中,x方向是第1水平方向,y方向是与第1水平方向垂直的第2水平方向,z方向是铅垂方向。
[0042]
支承部2例如通过吸附贴附于对象物11的薄膜(省略图示)以使对象物11的表面11a及背面11b与z方向正交的方式支承对象物11。支承部2能够沿着x方向和y方向的各个方向移动。在本实施方式的支承部2,在使对象物11的背面11b处于激光入射面侧即上侧的状态(使表面11a处于支承部2一侧即下侧的状态)下,载置对象物11。支承部2具有沿着z方向延伸的旋转轴2r。支承部2可以旋转轴2r为中心旋转。
[0043]
光源3例如通过脉冲振荡方式来出射激光l。激光l对于对象物11具有穿透性(投射性)。光轴调节部4调节从光源3射出的激光l的光轴。在本实施方式,光轴调节部4一边改变从光源3射出的激光l的行进方向使其成沿着z方向,一边调节激光l的光轴。光轴调节部4例
如由可调节位置和角度的多个反射镜构成。
[0044]
空间光调制器5配置在激光加工头h内。空间光调制器5调制从光源3射出的激光l。在本实施方式,从光轴调节部4沿着z方向往下侧行进的激光l入射至激光加工头h内,入射至激光加工头h内的激光l由反射镜h1水平地反射成相对于y方向具有角度,被反射镜h1反射了的激光l入射至空间光调制器5。空间光调制器5将这样入射的激光l沿着y方向水平地反射并调制。
[0045]
聚光部6安装在激光加工头h的底壁。聚光部6将由空间光调制器5调制了的激光l聚光于被支承部2支承的对象物11。在本实施方式,被空间光调制器5沿着y方向水平地反射了的激光l,由分色镜h2沿着z方向往下侧反射,被分色镜h2反射了的激光l入射至聚光部6。聚光部6将这样入射的激光l聚光于对象物11。聚光部6是使聚光透镜单元61通过(借助于)驱动机构62安装在激光加工头h的底壁而构成。驱动机构62例如利用压电元件的驱动力使聚光透镜单元61沿着z方向移动。
[0046]
此外,在激光加工头h内,在空间光调制器5与聚光部6之间,配置有成像光学系统(省略图示)。成像光学系统构成空间光调制器5的反射面与聚光部6的入射光瞳面为成像关系的两侧远心光学系统。由此,激光l在空间光调制器5的反射面的像(被空间光调制器5调制了的激光l的像)会转像(成像)于聚光部6的入射光瞳面。在激光加工头h的底壁,安装有一对测距传感器s1、s2,其在x方向上位于聚光透镜单元61的两侧。各测距传感器s1、s2对于对象物11的背面11b射出测距用的光(例如激光),检测被背面11b反射后的测距用的光,由此取得背面11b的位移数据。激光加工头h构成照射部。
[0047]
光轴监视部7配置在激光加工头h内。光轴监视部7检测透过分色镜h2的激光l的一部分。光轴监视部7的检测结果,例如表示入射至聚光透镜单元61的激光l的光轴与聚光透镜单元61的光轴的关系。可见光拍摄部8a配置在激光加工头h内。可见光拍摄部8a射出可见光v,将可见光v所致的对象物11的像作为图像来取得。在本实施方式,从可见光拍摄部8a射出的可见光v经分色镜h2及聚光部6照射至对象物11的背面11b,在背面11b反射的可见光v经聚光部6及分色镜h2被可见光拍摄部8a检测出。红外光拍摄部8b安装在激光加工头h的侧壁。红外光拍摄部8b射出红外光,将红外光所致的对象物11的像作为红外线图像来取得。
[0048]
移动机构9包括使激光加工头h在x方向、y方向及z方向移动的机构。移动机构9利用电机等公知的驱动装置的驱动力来驱动激光加工头h,以使激光l的聚光点c在x方向、y方向及z方向移动。此外,移动机构9包括使支承部2以旋转轴2r为中心来旋转的机构。移动机构9利用电机等公知的驱动装置的驱动力来旋转驱动支承部2,以使激光l的聚光点c在绕旋转轴2r的θ方向移动。
[0049]
控制部10控制激光加工装置1的各部的动作。控制部10至少控制空间光调制器5及移动机构9。控制部10具有处理部101、存储部102和输入接受部103。处理部101构成为包括处理器、内存(存储器)、储存部和通信器件等的计算机装置。在处理部101,处理器执行被读取至内存等的软件(程序),控制内存和储存部的数据的读取及写入以及通信器件的通信。
[0050]
存储部102例如是硬盘等,储存各种数据。输入接受部103是接受来自作业员的各种数据的输入的界面部。在本实施方式,输入接受部103构成gui(graphical user interface:图形用户界面)。输入接受部103如后所述的那样接受切割(slicing)位置和z方向偏移量的输入。
[0051]
在如上所述的那样构成的激光加工装置1中,当激光l聚光在对象物11的内部时,在与激光l的聚光点c所对应的部分会吸收激光l,在对象物11的内部形成改性区域12。改性区域12是密度、折射率、机械强度等物理特性与周围的非改性区域不同的区域。作为改性区域12,例如有熔融处理区域、裂纹区域、绝缘破坏区域、折射率变化区域等。改性区域12包括多个改性点12s和从多个改性点12s延伸的裂纹。
[0052]
对空间光调制器5进行具体的说明。空间光调制器5是反射型液晶(lcos:liquid crystal on silicon)的空间光调制器(slm:spatial light modulator)。如图2所示,空间光调制器5通过在半导体基板51上依序层叠驱动电路层52、像素电极层53、反射膜54、取向膜55、液晶层56、取向膜57、透明导电膜58和透明基板59而构成。
[0053]
半导体基板51例如为硅基板。驱动电路层52在半导体基板51上构成有源矩阵电路。像素电极层53包括沿着半导体基板51的表面呈矩阵状排列的多个像素电极53a。各像素电极53a例如由铝等金属材料形成。在各像素电极53a,能够通过驱动电路层52施加电压。
[0054]
反射膜54例如为电介质多层膜。取向膜55设置在液晶层56的靠反射膜54侧的表面,取向膜57设置在液晶层56的与反射膜54相反的一侧的表面。各取向膜55、57例如由聚酰亚胺等高分子材料形成,在各取向膜55、57的与液晶层56接触的面,例如施有摩擦处理。取向膜55、57使液晶层56所含有的液晶分子56a按一定方向排列。
[0055]
透明导电膜58设置在透明基板59的靠取向膜57侧的表面,隔着液晶层56等与像素电极层53相对。透明基板59例如为玻璃基板。透明导电膜58例如由ito等光透过性且导电性的材料形成。透明基板59和透明导电膜58使激光l透过(透射)。
[0056]
在如上所述地构成的空间光调制器5,表示调制图案(pattern)的信号从控制部10输入至驱动电路层52时,与该信号相应的电压被施加于各像素电极53a,在各像素电极53a与透明导电膜58之间形成电场。该电场形成时,在液晶层56中,按照与各像素电极53a对应的各个区域液晶分子56a的排列方向发生变化,在对应于各像素电极53a的各个区域折射率发生变化。该状态是在液晶层56显示了调制图案的状态。
[0057]
在液晶层56显示有调制图案的状态下,激光l从外部经透明基板59和透明导电膜58入射至液晶层56,被反射膜54给反射,从液晶层56经透明导电膜58和透明基板59而射出(出射)至外部时,与液晶层56显示的调制图案相应地对激光l进行调制。这样,根据空间光调制器5,通过适当地设定显示在液晶层56的调制图案,能够进行激光l的调制(例如激光l的强度、振幅、相位、偏振(偏光)等的调制)。
[0058]
对于对象物11的结构进行具体的说明。本实施方式的对象物11,如图3(a)及图3(b)所示是形成为圆板状的晶片(晶圆)。对象物11具有表面(第1面)11a及与表面11a相反的一侧的背面(第2面)11b。对象物11包括基板21、和设置在基板21的与激光入射面侧相反的一侧的器件层(功能元件层)22。对象物11通过在基板21上层叠器件层22来构成。
[0059]
基板21例如是硅基板等半导体基板。在基板21也可以设有表示结晶方位的缺口或定向平面(orientation flat)。器件层22设在对象物11的表面11a侧。器件层22包括沿着基板21的主面呈矩阵状排列的多个功能元件。器件层22包括蒸镀于基板21的ti(钛)层和sn(锡)层等金属层。各功能元件例如是光电二极管等受光元件、激光二极管等发光元件、内存等电路元件等。各功能元件有时使多个层堆栈而三维地构成。
[0060]
在对象物11设定有作为剥离预定面的假想面m1。假想面m1是预定形成改性区域12
的面。假想面m1是与对象物11的激光入射面亦即背面11b相对的面。假想面m1是与背面11b平行的面,例如呈圆形状。假想面(虚拟面)m1为假想的区域,不限定于平面,也可以为曲面乃至三维状的面。
[0061]
此外,在对象物11设定有加工用线15。加工用线15是预定形成改性区域12的线。加工用线15在对象物11中从周缘侧向内侧去呈涡旋(漩涡)状地延伸。换言之,加工用线15呈以支承部2的旋转轴2r(参照图1)的位置为中心的涡旋状(渐开曲线)延伸。加工用线15虽为假想的线但亦可为实际画出的线。假想面m1及加工用线15的设定,可在控制部10进行。假想面m1及加工用线15可以是进行坐标指定而得到的。也可以仅设定假想面m1和加工用线15中的任一者。
[0062]
本实施方式的激光加工装置1,通过使聚光点(至少是聚光区域的一部分)c对焦于对象物11来照射激光l,在对象物11的内部沿着假想面m1形成改性区域12。激光加工装置1对于对象物11实施包括剥离加工在内的激光加工,取得(制造)半导体元件。剥离加工是用于将对象物11的一部分剥离的加工。
[0063]
控制部10执行多焦点加工控制(第1控制),该多焦点加工控制利用空间光调制器5调制激光l,以使激光l分束成多束加工光,并且多束加工光的多个聚光点在与激光l的照射方向垂直的方向上位于彼此不同的位置。例如在多焦点加工控制,控制空间光调制器5,使空间光调制器5的液晶层56显示规定的调制图案(包含衍射图案的调制图案等)。在此状态,从光源3射出激光l,利用聚光部6使激光l从背面11b侧聚光于对象物11。也就是说,利用空间光调制器5来调制激光l,使调制了的激光l通过聚光部6以背面11b为激光入射面来聚光于对象物11。由此,激光l分束(衍射)成两个加工光l1、l2,两个加工光l1、l2的各聚光点c1、c2在x方向和/或y方向上位于彼此不同的位置。
[0064]
在图4所示的一例中,使激光l分束成两个加工光l1、l2,以使得在相对于加工进行方向k1(加工用线15的延伸方向)倾斜的倾斜方向k2上成一列地排列的两个改性点12s形成在假想面m1上。加工光l1是-1级光,加工光对应于+1级光。关于同时形成的多个改性点12s,x方向的间隔是分束间距bpx,y方向的间隔是分束间距bpy。关于通过连续的两个脉冲的激光l的照射形成的一对改性点12s,加工进行方向k1上的间隔为脉冲间距pp。加工进行方向k1与倾斜方向k2之间的角度为分束角度α。
[0065]
在多焦点加工控制中,如图5所示的那样调制激光l,以使得在z方向上多束加工光l1、l2各自的聚光点c1、c2相对于该加工光l1、l2的理想聚光点c10、c20位于与激光l的非调制光(未调制光)l0的聚光点c0相反的一侧。具体来说,在多焦点加工控制中,利用空间光调制器5来调制激光l,以使得在z方向上多束加工光l1、l2各自的聚光点c1、c2相对于理想聚光点c10、c20向器件层22侧偏移了规定量(即,z方向偏移量)。
[0066]
加工光的理想聚光点是假设没有球面像差且加工光聚光于对象物11中的一点的情况下的聚光点。激光l的非调制光l0是入射至空间光调制器5的激光l中没有被空间光调制器5调制地从空间光调制器5射出的光。例如,入射至空间光调制器5的激光l中的、被透明基板59的外侧表面(与透明导电膜58相反的一侧的表面)反射了的光为非调制光l0。非调制光l0的聚光点c0,对应于聚光透镜单元61的焦点位置。在非调制光l0位于对象物11内时,或者通过对象物11而位于与入射侧相反的一侧时(参照图9),虽然会因球面像差等的影响而使聚光区域在z方向上延伸,但将其中对伤害最造成影响的点亦即强度最强的点定义为聚
光点c0。
[0067]
在多焦点加工控制中,利用空间光调制器5来调制激光l,以使得在z方向上非调制光l0的聚光点c0位于对象物11的内部的激光入射侧(背面11b侧)。在多焦点加工控制中,基于由输入接受部103接受的切割位置和z方向偏移量,使多束加工光l1、l2各自的聚光点c1、c2从该加工光l1、l2的理想聚光点c10、c20偏移至沿着假想面m1的位置。这样的加工光l1、l2的聚光点c1、c2的偏移,能够通过适当地控制由空间光调制器5的液晶层56显示的调制图案来实现。
[0068]
控制部10与来自激光加工头h的激光l的照射一起执行移动控制(第2控制),该移动控制利用移动机构9使支承部2和激光加工头h中的至少一者移动,以使得多束加工光l1、l2的聚光点c1、c2的位置沿着假想面m1移动。在移动控制中,使支承部2和激光加工头h中的至少一者移动,以使得多束加工光l1、l2的聚光点c1、c2的位置沿着加工用线15移动。在移动控制中,一边使支承部2旋转一边控制激光加工头h(聚光点c1、c2)在x方向上的移动。
[0069]
控制部10能够基于关于支承部2的旋转量的旋转信息(以下称为“θ信息”)执行各种控制。θ信息既可以根据使支承部2旋转的移动机构9的驱动量来取得,也可以通过其他的传感器等来取得。θ信息能够利用公知的各种方法来取得。控制部10控制输入接受部103的显示。控制部10基于从输入接受部103输入的各种设定来执行剥离加工。
[0070]
接着,说明激光加工装置1的激光加工方法。在此,说明使用激光加工装置1对于对象物11进行剥离加工的一例。
[0071]
首先,以背面11b处于激光入射面侧的状态将对象物11载置于支承部2上。对象物11中搭载了器件层22的表面11a侧,粘接支承基板乃至胶带材而被保护。接着,基于由可见光拍摄部8a取得的图像(例如对象物11的背面11b的像),进行使激光加工头h(即聚光部6)沿着z方向移动以使得激光l的聚光点c位于背面11b上的高度设定(height set)。以高度设定的位置为基准,使激光加工头h沿着z方向移动,以使得激光l的聚光点c位于从背面11b起的规定深度。
[0072]
以下,将这样沿着z方向使激光加工头h从高度设定的位置移动后的聚光部6的位置称为“散焦位置”。在此,散焦位置是以高度设定时为基准(散焦位置=0),聚光部6越接近对象物11越成为负数(负侧)的参数。规定深度是能够沿着对象物11的假想面m1形成改性区域12的深度。
[0073]
接着,一边使支承部2以一定的转速旋转,一边从光源3照射激光l,并使激光加工头h沿着x方向移动以使聚光点c从假想面m1的外缘侧向内侧在x方向上移动。由此,在对象物11的内部沿着假想面m1上的加工用线15,形成以旋转轴2r(参照图1)的位置为中心呈涡旋状延伸的改性区域12。
[0074]
在形成改性区域12时,执行多焦点加工控制,使激光l分束成多束加工光l1、l2,使多束加工光l1、l2的多个聚光点c1、c2在x方向和/或y方向上位于彼此不同的位置。并且,使多束加工光l1、l2的聚光点c1、c2的位置沿着假想面m1相对移动。由此,能够沿着假想面m1形成多个改性点12s。此时,基于由一对测距传感器s1、s2中位于加工进行方向k1的前侧的测距传感器取得的背面11b的位移数据,使聚光部6的驱动机构62动作以使得激光l的聚光点c追随于背面11b。
[0075]
所形成的改性区域12包括多个改性点12s。一个改性点12s通过一脉冲的激光l的
照射而形成。改性区域12是多个改性点12s的集合。相邻的改性点12s,根据激光l的脉冲间距pp(将聚光点c相对于对象物11的相对移动速度除以激光l的重复频率得到的值),有彼此相连的情况,也有彼此分离的情况。
[0076]
接着,以遍及假想面m1的改性区域12和从改性区域12的改性点12s延伸的裂纹为界,使对象物11的一部分剥离。对象物11的剥离,例如也可以使用吸附夹具(治具)来进行。对象物11的剥离,既可以在支承部2上实施,也可以移动至剥离专用的区域来实施。对象物11的剥离也可以利用吹气或胶带材来剥离。在无法仅通过外部应力来剥离对象物11的情况下,也可以用与对象物11反应的蚀刻液(koh或tmah等)来有选择地蚀刻改性区域12。由此,能够容易地剥离对象物11。
[0077]
在以上方式中,虽使支承部2以一定的转速旋转,但该转速亦可变化。例如支承部2的转速也可以变化成使改性点12s的脉冲间距pp为一定间隔。对于对象物11的剥离面,也可以进行收尾的研削(研磨)或利用砺石等研磨材进行研磨。在通过蚀刻来剥离对象物11的情况下,也可以使该研磨简略化。
[0078]
但是,通常的以往的多焦点加工控制如图6所示地构成为,使多束加工光l1、l2各自的聚光点c1、c2与其理想聚光点c10、c20一致。在此情况下,存在因激光l的非调制光l0的漏光(没有被对象物11吸收的光)的影响,器件层22受到损伤的问题。特别是,在剥离加工中,这种问题变得显著。这是因为,在剥离加工中,激光l还会照射在器件层22的有源区域上,因此非调制光l0的漏光容易造成器件层22正下方的伤害,甚至容易造成器件特性恶化。
[0079]
关于这点,根据本实施方式的多焦点加工控制,在z方向使多束加工光l1、l2各自的聚光点c1、c2相对于该加工光l1、l2的理想聚光点c10、c20位于与激光l的非调制光l0的聚光点c0相反的一侧。具体来说,是使多束加工光l1、l2各自的聚光点c1、c2,相对于理想聚光点c10、c20位于以z方向偏移量靠近器件层22的位置。与理想聚光点c10、c20位于沿着假想面m1的位置的情况(参照后述的比较例)相比,散焦位置位于位于从器件层22远离了z方向偏移量的一侧。与理想聚光点c10、c20位于沿着假想面m1的位置的情况相比,非调制光l0的聚光点c0位于从器件层22远离了z方向偏移量的一侧。
[0080]
于是,根据激光加工装置1和激光加工方法,结果可使激光l的非调制光l0的聚光点c0从对象物11的器件层22远离。能够抑制到达器件层22的该漏光的能量密度。能够降低非调制光l0的聚光对于器件层22造成的不良影响。能够抑制非调制光l0的聚光对于对象物11的器件层22产生伤害的情况。即,能够抑制对象物11的器件层22(与激光入射侧相反的一侧)的损伤。
[0081]
在激光加工装置1的多焦点加工控制中,利用空间光调制器5来调制激光l,以使得在z方向上非调制光l0的聚光点c0位于对象物11的内部的激光入射侧(背面11b侧)。换言之,在激光加工方法中,在z方向上使非调制光l0的聚光点c0位于对象物11的内部的激光入射侧。由此,能够有效地使非调制光l0的聚光点c0远离对象物11的器件层22。
[0082]
在激光加工装置1和激光加工方法中,对象物11包括基板21及器件层22。由于在对象物11的与激光入射侧相反的一侧设置器件层22,因此作为抑制对象物11的与激光入射侧相反的一侧的损伤的效果,能够发挥抑制对象物11的器件层22的损伤的效果。该效果尤其有效。
[0083]
在激光加工装置1和激光加工方法中,利用移动机构9使支承部2和激光加工头h中
的至少一者移动,以使得多束加工光l1、l2的聚光点c1、c2的位置沿着假想面m1移动。通过这样使多束加工光l1、l2的聚光点c1、c2的位置沿着假想面m1移动,能够具体地形成沿着假想面m1的改性区域12。
[0084]
此外,在激光加工装置1的多焦点加工控制中,也可以是,利用空间光调制器5来调制激光l,以使得在z方向上非调制光l0的聚光点c0位于对象物11的外部且比对象物11靠聚光部6一侧。换言之,在激光加工方法中,也可以是,在z方向上使非调制光l0的聚光点c0位于对象物11的外部且比对象物11靠聚光部6一侧。由此,能够有效地使非调制光l0的聚光点c0远离对象物11的器件层22。
[0085]
图7是表示评价第1实施方式的剥离加工的评价试验的结果的图。图中,比较例是例如图6所示的通常的多焦点加工控制的剥离加工的例子。实施例1是上述的第1实施方式的多焦点加工控制的剥离加工的例子。z方向偏移量表示绝对值。伤害(damage)评价照片是从表面11a观看激光加工后的对象物11(器件层22)的照片图。作为共同加工条件,分束间距bpx为100μm、分束间距bpy为60μm、激光l的输出(功率)为3.7w、脉冲能量(假设因分束而损失20%的换算值)为18.5μj、脉冲间距pp为6.25μm、频率为80khz、脉冲宽度为700ns。对象物11是表面11a和背面11b的面方位为[100]的晶片。在图中的照片图中,沿着左右延伸的加工用线来扫描激光l。
[0086]
如图7所示,可知,在比较例中,因非调制光l0的漏光而受到的伤害,沿着加工用线断续地显现于器件层22(参照图中的虚线状的线)。而在实施例1中可知,能够避免该伤害。此外,还可知当使z方向偏移量为5μm、10μm及15μm时,难以避免伤害的发生。
[0087]
图8是表示输入接受部103的显示例的图。如图8所示,输入接受部103接受来自作业员的各种数据的输入。图中,“ss1”表示加工光l1,“ss2”表示加工光l2。作业员能够通过输入接受部103输入“分束数量”和“偏移方向”、以及关于各加工光l1、l2的数值等。
[0088]
在图8所示的例中,在“分束数量”输入“2”,在“偏移方向”输入“z方向”。也就是说,选择以激光l分束成两个加工光l1、l2的状态进行的z方向偏移的激光加工方法。z方向偏移的激光加工方法,如上所述,是使多束加工光l1、l2各自的聚光点c1、c2相对于理想聚光点c10、c20位于向器件层22靠近了z方向偏移量的位置的激光加工方法。
[0089]
切割位置表示对象物11中的假想面m1的位置(从背面11b起的距离)。切割位置对应于第1数据。z方向偏移量表示加工光l1、l2各自的聚光点c1、c2与理想聚光点c10、c20的距离。z方向偏移量对应于第2数据。输入至“球面像差”的“基准”,表示各加工光l1、l2、l3的球面像差的修正量。此外,在输入接受部103,也可以限制z方向偏移量的输入,以使得z方向偏移量为一定值以上。
[0090]
这样,在激光加工装置1,基于输入接受部103接受的包括切割位置和z方向偏移量的各种数据,能够使多束加工光l1、l2的聚光点c1、c2从理想聚光点c10、c20偏移。在此情况下,作业员至少能够如所希望的那样来设定切割位置和z方向偏移量。
[0091]
图9是用来说明第1实施方式的变形例的多焦点加工控制的对象物11的侧截面图。如图9所示,在多焦点加工控制中,也可以是,调制激光l,以使得在z方向上多束加工光l1、l2各自的聚光点c1、c2相对于非调制光l0的聚光点c0位于与该加工光l1、l2的理想聚光点c10、c20相反的一侧。在这样的变形例的多焦点加工控制中,利用空间光调制器5调制激光l,以使得在z方向上多束加工光l1、l2各自的聚光点c1、c2相对于理想聚光点c10、c20位于
向聚光部6侧靠近了z方向偏移量的位置。
[0092]
在该变形例也是,结果是,能够使非调制光l0的聚光点c0远离对象物11的器件层22。能够抑制到达器件层22的非调制光l0的漏光的能量密度,能够抑制对象物11中的器件层22(与激光入射侧相反的一侧)的损伤。
[0093]
在变形例的多焦点加工控制中,利用空间光调制器5来调制激光l,以使得在z方向上非调制光l0的聚光点c0位于对象物11的外部且比对象物11还靠与聚光部6侧相反的一侧。换言之,在变形例的激光加工方法中,在z方向上使非调制光l0的聚光点c0位于对象物11的外部且比对象物11还靠与聚光部6侧相反的一侧。由此,能够有效地使非调制光l0的聚光点c0远离对象物11的器件层22。
[0094]
[第2实施方式]
[0095]
对第2实施方式进行说明。在第2实施方式的说明中,说明与第1实施方式的不同之处,省略重复的说明。
[0096]
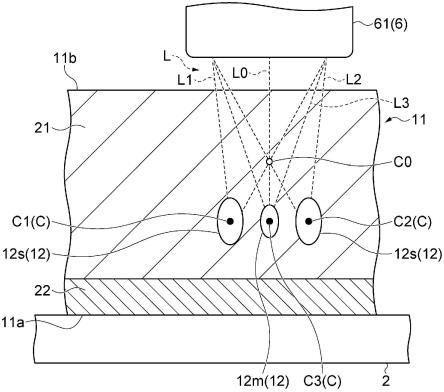
在第2实施方式的多焦点加工控制,如图10所示,利用空间光调制器5调制激光l,使激光l分束(衍射)成三个加工光l1、l2、l3,且使他们的各聚光点c1、c2、c3在x方向和/或y方向上位于彼此不同的位置。加工光l3是0级光。
[0097]
在多焦点加工控制中,利用空间光调制器5来调制激光l,以使得在z方向上的激光l的非调制光l0的聚光点c0与表面11a(与激光入射面相反的一侧的相反面)之间,存在加工光l3的聚光所致的改性区域12(改性点12m)。也就是说,在多焦点加工控制,通过激光l分束而成的加工光l1~l3中的加工光l1、l2的聚光来形成改性点12m,同时通过作为0级光的加工光l3的聚光,在z方向上的非调制光l0的聚光点c0与表面11a之间(聚光点c0的正下方)形成改性点12m。
[0098]
0级光的加工光l3的输出,在加工光l1~l3的输出中是最小。0级光的加工光l3的聚光所致的改性点12m,比加工光l1、l2的聚光所致的改性点12s小。对于沿着对象物11的假想面m1的剥离的贡献度,改性点12m比改性点12s小。例如,改性点12s的加工光l1、l2的输出(能量)为18.5μj,比这小的改性点12m的加工光l3的输出(能量)为8μj。
[0099]
如上所述,在第2实施方式的激光加工装置和激光加工方法,使激光l分束成多束加工光l1~l3,并使多束加工光l1~l3的多个聚光点c1~c3在x方向和/或y方向上位于彼此不同的位置。此时,在非调制光l0的聚光点c0与对象物11的表面11a(器件层22)之间,存在改性区域12。利用该改性区域12,能够阻断非调制光l0使其不会到达对象物11的表面11a侧的器件层22。例如,从在加工光l3的聚光点c3及其周边发生温度上升、吸收开始的时间点(时刻)起,非调制光l0的漏光也会在聚光点c3及其周边被吸收。由此,能够将非调制光l0对器件层22的泄漏量抑制在没有影响的范围。能够抑制因非调制光l0而对器件层22造成伤害的情况。即,能够抑制对象物11的器件层22的损伤。
[0100]
在第2实施方式的激光加工装置和激光加工方法中,通过多束加工光l1~l3所包含的0级光的加工光l3的聚光,在z方向上的非调制光l0的聚光点c0与表面11a之间形成改性点12m。由此,能够利用与改性点12s同时形成的改性点12m,阻断非调制光l0使其不会到达对象物11的器件层22。
[0101]
在第2实施方式的激光加工装置和激光加工方法,作为0级光的加工光l3的输出,在多束加工光l1~l3的输出的中最小。由此,能够使0级光即加工光l3的聚光所致的改性区
域12,难以促进沿着假想面m1的对象物11的剥离。
[0102]
图11是表示评价第2实施方式的剥离加工的评价试验的结果的图。图中,比较例是例如图6所示的通常的多焦点加工控制的剥离加工的例子。实施例2是上述的第2实施方式的多焦点加工控制的剥离加工的例子。红外线图像是红外光拍摄部8b所取得、假想面m1的位置的图像。伤害评价照片是从表面11a观看激光加工后的对象物11(器件层22)的照片图。在图中的图像和照片图中,沿着在左右延伸的加工用线来扫描激光l。如图11所示,可知,在比较例,起因于非调制光l0的漏光的伤害,会沿着加工用线而断续地显现于器件层22(参照虚线状的线)。而在实施例2可知,能够避免该伤害的产生。
[0103]
图12是用来说明第2实施方式的变形例的多焦点加工控制的对象物11的侧截面图。如图11所示,在多焦点加工控制,0级光的加工光l3的输出也可以与加工光l1、l2(多束加工光l1~l3中除了0级光的加工光l3以外的至少任一者)的输出相同。由此,能够将通过0级光即加工光l3的聚光形成的改性区域12(改性点12m)用于沿着假想面m1的对象物11的剥离。
[0104]
图13是用来说明第2实施方式的其他变形例的多焦点加工控制的对象物11的侧截面图。如图11所示,在多焦点加工控制中,也可以是,利用空间光调制器5来调制激光l,使加工光l1、l2的聚光点c1、c2在与激光l的照射方向垂直的方向移动,以使得已经形成的改性区域12(在图示的例子中为改性点12r)位于z方向上的非调制光l0的聚光点c0与表面11a之间。
[0105]
例如在多焦点加工控制中,也可以是,在使激光l分束为2束而脉冲照射加工光l1、l2时,利用空间光调制器5使加工光l1、l2的聚光点c1、c2在x方向和/或y方向上移动,以使得非调制光l0的聚光点c0位于通过之前的加工光l1(或加工光l2)的脉冲照射形成了的改性区域12的正上方。由此,能够利用已形成的改性区域12物理地阻断非调制光l0使其不会到达器件层22。
[0106]
第2实施方式的激光加工装置1和激光加工方法,也可以包括上述第1实施方式的激光加工装置1和激光加工方法。亦即,在第2实施方式也可以是,在z方向上使加工光l1、l2的聚光点c1、c2相对于理想聚光点c10、c20位于与非调制光l0的聚光点c0相反的一侧,或者相对于非调制光l0的聚光点c0位于与理想聚光点c10、c20相反的一侧,是结果是,使非调制光l0的聚光点c0远离器件层22(激光入射侧的相反侧)。
[0107]
[第3实施方式]
[0108]
对第3实施方式进行说明。在第3实施方式的说明中,说明与第1实施方式的不同之处,省略重复的说明。
[0109]
在第3实施方式的多焦点加工控制中,如图14所示,调制激光l,以使得从改性点12s延伸且沿着假想面m1伸展而彼此相连的裂纹fc位于z方向上的非调制光l0的聚光点c0与对象物11的表面11a(激光入射面的相反面)之间。
[0110]
裂纹fc沿着假想面m1呈二维状(平面状)地扩展而彼此相连(参照图15)。裂纹fc在沿着加工用线15的方向上和与加工用线15交叉(正交)的方向上伸展而相连。裂纹fc是剥离裂纹。裂纹fc在由红外光拍摄部8b取得的假想面m1的位置的红外线图像上在上下左右的方向上伸展,跨多个加工用线15地相连。裂纹fc能够在加工状态为全切割状态的情况下实现。全切割状态是裂纹fc从改性点12s延伸的状态,是在该红外线图像上不能确认到改性点12s
(能够确认到由该裂纹fc形成的空间乃至间隙)的状态(参照图16的实施例3的红外线图像)。
[0111]
能实现这样的裂纹fc的加工条件,是基于公知技术来适当地设定了各种加工参数、以使得加工状态为全切割(slicing full cut)状态的条件(全切割条件)。作为全切割条件,例如,激光l的输出为3.7w、脉冲能量(假设因分束而损失20%的换算值)为18.5μj、脉冲宽度为700ns、分束间距bpx、bpy为10μ~30μm(尤其是分束间距bpy为30μm)、加工速度为800mm/s、脉冲间距pp为10μm、脉冲宽度为700ns。在多焦点加工控制,执行令全切割条件为加工条件的激光加工。
[0112]
如上所述,在第3实施方式的激光加工装置和激光加工方法,使激光l分束成多束加工光l1~l3,并使多束加工光l1~l3的多个聚光点c1~c3在x方向和/或y方向上位于彼此不同的位置。此时,在激光l的非调制光l0的聚光点c0与对象物11的表面11a之间,存在从改性点12s延伸且沿着假想面m1伸展而相连的裂纹fc。利用该裂纹fc,能够阻断非调制光l0使其不会到达对象物11的表面11a侧的器件层22。由此,能够抑制因非调制光l0而在对象物11的器件层22产生伤害(损伤)的情况。即,能够抑制对象物11的器件层22的损伤。
[0113]
在第3实施方式的激光加工装置和激光加工方法,从多个改性点12s延伸的裂纹fc,以沿着假想面m1呈二维状(平面状)地扩展的方式相连。利用这样的裂纹fc,能够有效地阻断非调制光l0。
[0114]
在第3实施方式的激光加工装置和激光加工方法,从多个改性点12s延伸的裂纹fc,在沿着加工用线15的方向和与加工用线15交叉的方向上伸展而而相连。利用这样的裂纹fc,能够有效地阻断非调制光l0。
[0115]
此外,在第3实施方式,只要是裂纹fc伸展的范围(参照图15的半透明范围)的话,则也可以利用空间光调制器5使加工光l1、l2的聚光点c1、c2在x方向和/或y方向上移动,以使非调制光l0的聚光点c0位于裂纹fc的正上方的任意位置。也就是说,也可以是,使加工光l1、l2的聚光点c1、c2往与激光l的照射方向垂直的方向上移动,使裂纹fc存在于z方向上的非调制光l0的聚光点c0与表面11a之间。由此,能够可靠地使裂纹fc位于z方向上的非调制光l0的聚光点c0与表面11a之间。
[0116]
图16是表示评价第3实施方式的剥离加工的评价试验的结果的图。图中,比较例是例如图6所示的通常的多焦点加工控制的剥离加工的例子。实施例3是上述的第3实施方式的多焦点加工控制的剥离加工的例子。红外线图像是由红外光拍摄部8b取得的、假想面m1的位置的图像。伤害评价照片是从表面11a观看激光加工后的对象物11(器件层22)时的照片图。在图中的图像和照片图中,沿着在左右方向上延伸的加工用线来扫描激光l。如图16所示,在比较例可知,起因于非调制光l0的漏光的伤害,会沿着加工用线而断续地显现于器件层22(参照图中的虚线状的线)。而在实施例3可知,能够避免该伤害的发生。
[0117]
第3实施方式的激光加工装置和激光加工方法,也可以包括上述第1实施方式的激光加工装置1和激光加工方法。即,在第3实施方式中,也可以是,在z方向上使加工光l1、l2的聚光点c1、c2相对于理想聚光点c10、c20位于与非调制光l0的聚光点c0相反的一侧,或者相对于非调制光l0的聚光点c0位于与理想聚光点c10、c20相反的一侧,结果是,使非调制光l0的聚光点c0远离器件层22(激光入射侧的相反侧)。也可以取代或另外地,第3实施方式的激光加工装置和激光加工方法包括上述第2实施方式的激光加工装置和激光加工方法。也
就是说,在第3实施方式,使改性区域12存在于非调制光l0的聚光点c0与对象物11的表面11a(器件层22)之间。
[0118]
[变形例]
[0119]
以上,本发明的一个方式并不限定于上述的实施方式。
[0120]
在上述实施方式,激光l的分束数量(加工光的数量)并未限定,不仅是上述的2分束及3分束,也可为4分束以上。在上述实施方式,多束加工光各自的聚光点的间隔,可以相等,也可以不相同。在上述实施方式,通过移动机构9使激光加工头h和支承部2两者移动,但也可以通过移动机构9来使激光加工头h和支承部2中的至少一者移动。
[0121]
在上述实施方式,能够发挥出抑制对象物11的与激光入射侧相反的一侧的器件层22的损伤的效果,但并不限于抑制器件层22的损伤的效果。根据上述实施方式,能够抑制对象物11的与激光入射面相反的面即表面11a的损伤。根据上述实施方式,能够抑制对象物11的表面11a侧的部分的损伤。总之,根据上述实施方式,能够抑制对象物11的与激光入射侧相反的一侧的损伤。
[0122]
在上述实施方式,加工用线并不限定于涡旋状,也可以在对象物11设定各种形状的加工用线。加工用线例如也可以包括沿着规定方向并排的直线状的多条线。直线状的多条线,其一部分或全部可以相连,也可以不相连。上述实施方式也可以包括多个激光加工头作为照射部。在上述实施方式,空间光调制器5并不限定于反射型的空间光调制器,也可以采用透过型的空间光调制器。
[0123]
在上述实施方式,对象物11的种类、对象物11的形状、对象物11的尺寸、对象物11所具有的晶体方位的数量及方向、以及对象物11的主面的面方位,不被特别限定。在上述实施方式,对象物11可以包含具有结晶结构的结晶材料来形成,也可以代之或在其基础上包含具有非晶结构(非晶构造)的非晶材料来形成。结晶材料是各向异性结晶和各向同性结晶中的任一者皆可。例如对象物11可以包括以氮化镓(gan)、硅(si)、碳化硅(sic)、litao3、钻石、gaox、蓝宝石(al2o3)、砷化镓、磷化铟、玻璃、和无碱玻璃中的至少任一者形成的基板。
[0124]
在上述实施方式,改性区域12例如为形成在对象物11的内部的结晶区域、再结晶区域、或吸杂(gettering)区域。结晶区域是维持着对象物11的加工前的构造的区域。再结晶区域是先蒸发、等离子体化或熔融后再凝固时作为单晶或多晶而凝固的区域。吸杂区域是发挥收集重金属等杂质的吸杂效果的区域,可以连续地形成,也可以断续地形成。上述实施方式也可以应用于烧蚀(ablation)等加工。
[0125]
在上述第1实施方式,进行使多束加工光l1、l2各自的聚光点c1、c2相对于理想聚光点c10、c20向器件层22靠近了z方向偏移量的z方向偏移,其结果是,在z方向上非调制光l0的聚光点c0位于对象物11的内部的激光入射侧,但并不限定于此。z方向偏移的结果也可以是,在z方向上非调制光l0的聚光点c0位于对象物11的内部的中央部分。
[0126]
上述的实施方式及变形例的各结构,不限定于上述的材料和形状,能够应用各式各样的材料和形状。此外,上述的实施方式或变形例的各结构,能够任意地适用于其他实施方式或变形例的各结构。
[0127]
[附图标记的说明]
[0128]
1:激光加工装置
[0129]
2:支承部
[0130]
5:空间光调制器
[0131]
6:聚光部
[0132]
9:移动机构
[0133]
10:控制部
[0134]
11:对象物
[0135]
11a:表面(与激光入射面相反的面)
[0136]
11b:背面(激光入射面)
[0137]
12:改性区域
[0138]
12s,12m,12r:改性点
[0139]
15:加工用线
[0140]
21:基板
[0141]
22:器件层(功能元件层)
[0142]
103:输入接受部
[0143]
c0:非调制光的聚光点
[0144]
c1,c2,c3:加工光的聚光点
[0145]
c10,c20:理想聚光点
[0146]
fc:裂纹
[0147]
h:激光加工头
[0148]
l:激光
[0149]
l0:非调制光
[0150]
l1,l2:加工光
[0151]
l3:加工光(0级光)
[0152]
m1:假想面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1