激光焊接方法以及激光焊接装置与流程
16.为了实现上述目的,本公开所涉及的激光焊接方法的特征在于,具备:焊接步骤,通过使激光在焊接方向行进的同时二维地扫描所述激光来向工件的表面照射,从而焊接所述工件,所述工件是在分别包含板状的部分的2个母材中所述板状的部分彼此被重叠、至少在所述板状的部分的表面形成有覆盖层的构造,并且所述覆盖层的沸点比所述母材的熔点低,在所述焊接步骤中,扫描所述激光以使得在所述工件的表面描绘规定的图案,并且所述规定的图案之中沿着焊接方向位于所述规定的图案的原点的前方的第1描绘图案相比于位于所述原点的后方的第2描绘图案,关于与所述焊接方向交叉的方向成为更宽的图案,控制所述激光的输出,以使得对所述第1描绘图案进行描绘中的所述激光的输出比对所述第2描绘图案进行描绘中的所述激光的输出低,所述规定的图案是相互非对称形状的2个环状的图案在所述原点相接并连续的图案。
17.本公开所涉及的激光焊接装置的特征在于,至少具备:激光振荡器,使激光产生;激光头,接受所述激光并向工件照射;和控制器,对所述激光头的动作以及所述激光的输出进行控制,所述激光头具有:激光扫描仪,分别在第1方向和与所述第1方向交叉的第2方向扫描所述激光,在所述工件是在分别包含板状的部分的2个母材中所述板状的部分彼此被重叠、至少在所述板状的部分的表面形成有覆盖层的构造,并且所述覆盖层的沸点比所述母材的熔点低的情况下,所述控制器对所述激光扫描仪进行驱动控制,以使得所述激光在所述工件的表面描绘规定的图案,并且所述规定的图案之中沿着焊接方向位于所述规定的图案的原点的前方的第1描绘图案相比于位于所述原点的后方的第2描绘图案,关于与所述焊接方向交叉的方向成为更宽的图案,进一步地,所述控制器对所述激光的输出进行控制,以使得对所述第1描绘图案进行描绘中的所述激光的输出比对所述第2描绘图案进行描绘中的所述激光的输出低,所述规定的图案是相互非对称形状的2个环状的图案在所述原点相接并连续的图案。
[0018]-发明效果-[0019]
根据本公开,能够去除处于2个板状的部分之间的覆盖层,并且能够抑制覆盖层蒸发而产生的蒸气所导致的焊接缺陷的产生。此外,能够使形成于工件的焊缝的形状良好。
附图说明
[0020]
图1是实施方式1所涉及的激光焊接装置的概要结构图。
[0021]
图2是激光扫描仪的概要结构图。
[0022]
图3是工件的截面示意图。
[0023]
图4是表示激光的扫描图案的图。
[0024]
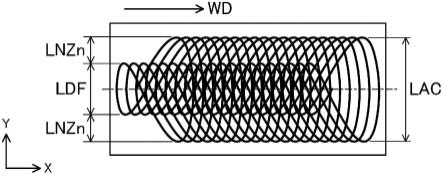
图5是表示沿着焊接方向的激光的扫描轨迹的图。
[0025]
图6是表示激光的描绘位置与输出的关系的图。
[0026]
图7是表示沿着激光照射时的焊接方向的工件的状态变化的示意图。
[0027]
图8是表示变形例1所涉及的激光的描绘位置与输出的关系的图。
[0028]
图9是表示沿着激光照射时的焊接方向的工件的状态变化的示意图。
[0029]
图10是表示激光的输出与小孔的深度的关系的图。
[0030]
图11a是表示变形例2所涉及的激光的第1扫描图案的图。
[0031]
图11b是表示变形例2所涉及的激光的第2扫描图案的图。
[0032]
图11c是表示变形例2所涉及的激光的第3扫描图案的图。
[0033]
图12是表示沿着实施方式2所涉及的焊接线的激光的扫描轨迹的图。
[0034]
图13a是表示焊接开始时的激光的描绘位置与输出的关系的图。
[0035]
图13b是表示焊接结束时的激光的描绘位置与输出的关系的图。
[0036]
图14a是表示变形例3所涉及的激光的第1扫描图案的图。
[0037]
图14b是表示变形例3所涉及的激光的第2扫描图案的图。
[0038]
图14c是表示变形例3所涉及的激光的第3扫描图案的图。
[0039]
图15是表示实施方式3所涉及的激光的扫描轨迹的概略的图。
[0040]
图16a是表示第1焊点图案的图。
[0041]
图16b是表示第2焊点图案的图。
[0042]
图16c是表示第3焊点图案的图。
[0043]
图16d是表示第4焊点图案的图。
[0044]
图16e是表示第5焊点图案的图。
[0045]
图16f是表示第6焊点图案的图。
[0046]
图16g是表示第7焊点图案的图。
具体实施方式
[0047]
以下,基于附图来说明本公开的实施方式。另外,以下的优选的实施方式的说明本质上仅仅为示例,并不意图限定本公开、其应用物或者其用途。
[0048]
(实施方式1)
[0049]
[激光焊接装置以及激光扫描仪的结构]
[0050]
图1表示本实施方式所涉及的激光焊接装置的结构的示意图,图2表示激光扫描仪的概要结构图。图3表示工件的截面示意图。
[0051]
另外,在以下的说明中,可能将与从反射镜33向激光扫描仪40的激光lb的行进方向平行的方向称为x方向,将与从激光头30出射的激光lb的光轴平行的方向称为z方向,将分别与x方向以及z方向正交的方向称为y方向。在工件200的表面是平坦面的情况下,将x方向和y方向包含于面内的xy平面可以与该表面大致平行,也可以与该表面成一定的角度。
[0052]
如图1所示,激光焊接装置100具备:激光振荡器10、光纤20、激光头30、控制器50、机械手60。
[0053]
激光振荡器10是从未图示的电源提供电力并产生激光lb的激光源。另外,激光振荡器10可以包含单一的激光源,也可以包含多个激光模块。在后者的情况下,将从多个激光模块分别出射的激光耦合并出射为激光lb。此外,激光振荡器10中使用的激光源或者激光模块能够根据工件200的材质、焊接部位的形状等来适当选择。
[0054]
例如,也能够将光纤激光器、盘式激光器或者yag(yttrium aluminum garnet,人造钇铝榴石)激光器设为激光源。该情况下,激光lb的波长被设定为1000nm~1100nm的范围。此外,也可以将半导体激光器设为激光源或者激光模块。该情况下,激光lb的波长被设定为800nm~1000nm的范围。此外,也可以将可视光激光器设为激光源或者激光模块。该情况下,激光lb的波长被设定为400nm~600nm的范围。
[0055]
光纤20与激光振荡器10光学耦合,激光振荡器10中产生的激光lb入射到光纤20,
在其内部向激光头30传送。
[0056]
激光头30被安装于光纤20的端部,将从光纤20传送的激光lb向工件200照射。
[0057]
此外,激光头30作为光学部件,具有准直透镜32、反射镜33、聚光透镜34、激光扫描仪40,在壳体31的内部,这些光学部件保持规定的配置关系而被容纳。
[0058]
准直透镜32接受从光纤20出射的激光lb,转换为平行光,使其入射到反射镜33。此外,准直透镜32与未图示的驱动部连结,根据来自控制器50的控制信号,在z方向可位移地构成。通过使准直透镜32在z方向位移,来使激光lb的焦点位置变化,能够使激光lb根据工件200的形状而适当地照射。换句话说,准直透镜32通过与未图示的驱动部的组合,也作为激光lb的焦点位置调整机构而发挥功能。另外,也可以通过驱动部来使聚光透镜34位移,使激光lb的焦点位置变化。
[0059]
反射镜33对透射准直透镜32的激光lb进行反射,使其入射到激光扫描仪40。反射镜33的表面被设置为与透射准直透镜32的激光lb的光轴成约45度。
[0060]
聚光透镜34被反射镜33反射,使由激光扫描仪40扫描的激光lb向工件200的表面聚光。
[0061]
如图2所示,激光扫描仪40是具有第1检流计镜41和第2检流计镜42的公知的检流计扫描仪。第1检流计镜41具有第1反射镜41a、第1旋转轴41b、第1驱动部41c,第2检流计镜42具有第2反射镜42a、第2旋转轴42b和第2驱动部42c。透射聚光透镜34的激光lb被第1反射镜41a反射,进一步被第2反射镜42a反射,向工件200的表面照射。
[0062]
例如,第1驱动部41c以及第2驱动部42c是检流计电机,第1旋转轴41b以及第2旋转轴42b是电机的输出轴。虽未图示,但通过第1驱动部41c利用根据来自控制器50的控制信号而动作的驱动器而旋转驱动,从而安装于第1旋转轴41b的第1反射镜41a围绕第1旋转轴41b的轴线旋转。同样地,通过第2驱动部42c利用根据来自控制器50的控制信号而动作的驱动器而旋转驱动,从而安装于第2旋转轴42b的第2反射镜42a围绕第2旋转轴42b的轴线旋转。
[0063]
通过第1反射镜41a围绕第1旋转轴41b的轴线旋转动作到规定的角度,从而激光lb在x方向被扫描。此外,通过第2反射镜42a围绕第2旋转轴42b的轴线旋转动作到规定的角度,从而激光lb在y方向被扫描。换句话说,激光扫描仪40构成为在xy平面内二维地扫描激光lb并向工件200照射。
[0064]
控制器50对激光振荡器10的激光振荡进行控制。具体地说,通过对与激光振荡器10连接的未图示的电源提供输出电流、接通断开时间等的控制信号,来进行激光振荡控制。此外,控制器50对激光lb的输出进行控制。
[0065]
此外,控制器50根据所选择的激光焊接程序的内容,来控制激光头30的动作。具体地说,进行设置于激光头30的激光扫描仪40以及准直透镜32的未图示的驱动部的驱动控制。进一步地,控制器50对机械手60的动作进行控制。另外,激光焊接程序被保存于在控制器50的内部或者其他的场所设置的存储部(未图示),通过来自控制器50的命令来调取到控制器50。
[0066]
控制器50具有未图示的lsi或者微型计算机等的集成电路,通过在该集成电路上执行作为软件的激光焊接程序,能够实现所述的控制器50的功能。另外,也可以单独设置对激光头30的动作进行控制的控制器50和对激光lb的输出进行控制的控制器50。
[0067]
机械手60是多关节机器人,被安装于激光头30的壳体31。此外,机械手60与控制器
50可交互信号地连接,使激光头30移动,以使得根据所述的激光焊接程序来描绘规定的轨迹。另外,也可以设置对机械手60的动作进行控制的另外的控制器(未图示)。
[0068]
图1所示的激光焊接装置100能够对各种形状的工件200进行激光焊接。例如,如图3所示,分别在表面形成镀锌层211、221,向使包含钢板的第1板材210和第2板材220无间隙地紧贴并重叠的工件200照射激光lb,进行搭接焊接。通过在第1板材210以及第2板材220的表面分别形成镀锌层211、221,能够防止在钢板生锈。另外,被激光焊接的工件200的构造、材质当然并不限定于图3所示的例子。
[0069]
[利萨如图案的数学式的表现]
[0070]
图4表示激光的扫描图案,激光lb被扫描为在xy平面内、该情况下为工件200的表面描绘利萨如图案(以下,也称为利萨如图形)。
[0071]
图4所示的利萨如图案通过使激光lb在x方向振动为规定的频率的正弦波状,并且在y方向振动为与x方向不同的频率(x方向的频率的1/2)的正弦波状而得到。此外,如所述那样,基于第1反射镜41a以及第2反射镜42a的旋转运动,确定激光lb的x方向以及y方向的扫描图案。在将通过第1反射镜41a的驱动而得到的利萨如图案的位置坐标设为x,将通过第2反射镜42a的驱动而得到的利萨如图案的位置坐标设为y时,位置坐标x、y分别通过以下的式(1)、(2)来表示。
[0072]
x=a1
×
sin(nt)
···
(1)
[0073][0074]
x=a2
×
sin(nt)
···
(3)
[0075][0076]
在此,
[0077]
a1:利萨如图案之中的扫描图案ls1的x方向的振幅
[0078]
b1:利萨如图案之中的扫描图案ls1的y方向的振幅
[0079]
a2:利萨如图案之中的扫描图案ls2的x方向的振幅
[0080]
b2:利萨如图案之中的扫描图案ls2的y方向的振幅
[0081]
n:第1反射镜41a的频率
[0082]
m:第2反射镜42a的频率
[0083]
t:时间
[0084]
第1反射镜41a或者第2反射镜42a驱动时的相位差,具体而言,第1反射镜41a与第2反射镜42a的旋转运动时设置的角度偏差量。
[0085]
扫描图案ls1(以下,也称为第1描绘图案ls1)是图4所示的利萨如图案中位于x方向上+侧的扫描图案,扫描图案ls2(以下,也称为第2描绘图案ls2)是位于x方向上-侧的扫描图案。
[0086]
另外,式(1)~(4)所示的位置坐标x、y通过固定激光头30的位置的状态下的利萨如图案的静止坐标系来表现。
[0087]
此外,频率n和频率m分别对应于第1反射镜41a和第2反射镜42a的驱动频率。
[0088]
根据图4可知,本实施方式的利萨如图案关于通过原点o并在y方向延伸的中心线为非对称的形状。
[0089]
沿着x方向位于原点o的前方的第1描绘图案ls1对应于式(1)、(2)中设为a1=1、b1=1、n=1、m=2、的情况。另一方面,位于原点o的后方的第2描绘图案ls2对应于式(3)、(4)中设为a2=0.5、b2=0.5、n=1、m=2、的情况。换句话说,分别在x方向以及y方向,第1描绘图案ls1成为比第2描绘图案ls2大的图案。因此,第1描绘图案ls1的描绘长度比第2描绘图案ls2的描绘长度长。另外,a1、a2、b1、b2分别以第1描绘图案ls1的大小为基准通过1而标准化。此外,式(1)~(4)的相位差也可以是0度或者180度的任一者。
[0090]
此外,将第1描绘图案ls1和第2描绘图案ls2合成的图案是∞字形状的利萨如图案。另外,实际的利萨如图案的尺寸、换句话说x方向以及y方向的振幅分别处于1mm~10mm左右的范围内。
[0091]
在此,如图4所示那样,在将规定的时间变量δt中的利萨如图案的x方向的描绘距离设为δx、将y方向的描绘距离设为δy、将时间变量δt中的利萨如图案的描绘距离设为δl时,δx、δy、δl分别通过以下所示的式(5)~(7)来表示。
[0092]
δx=a1
×n×
cos(nt)
×
δt
···
(5)
[0093][0094]
δl=δt
×
{(δx)2+(δy)2}
1/2
···
(7)
[0095]
因此,利萨如图案的描绘速度v通过以下所示的式(8)来表示。
[0096]
v=δl/δt
···
(8)
[0097]
公式(5)~(8)是基于公式(1)~(2)而生成的关于ls1的公式,同样地,能够基于公式(3)~(4)来生成关于ls2的公式。在此,省略其详细内容。
[0098]
[激光焊接方法]
[0099]
图5表示沿着焊接方向的激光的扫描轨迹,图中所示的多个利萨如图案的外形对应于焊缝的外形。此外,图中所示的多个利萨如图案分别表示激光lb沿着焊接方向行进时的、相对于描绘图案的时间的位置变化。图6表示激光的描绘位置与输出的关系,图7示意性地表示沿着激光照射时的焊接方向的工件的状态变化。
[0100]
另外,图4所示的利萨如图案通过在1周期的期间中从原点o向图4所示的箭头ar1以及箭头ar2的方向扫描激光lb而得到。具体地说,在1周期的期间,扫描激光lb以使得从原点o起通过描绘位置a
→b→c→o→d→e→f→
o。
[0101]
在本实施方式中,通过机械手60来使激光头30在x方向的+方向(以下,有时称为焊接方向wd)以规定的速度移动,并且将激光lb向工件200的表面照射。进一步地,使用激光扫描仪40,二维地扫描激光lb,以使得在工件200的表面描绘图4所示的利萨如图案。此外,在本实施方式中,以对图3所示的工件200进行搭接焊接的情况为例来进行说明。
[0102]
如图4所示,利萨如图案之中沿着焊接方向wd向原点o的前方描绘的第1描绘图案ls1相比于向原点o的后方描绘的第2描绘图案ls2,扫描振幅在x方向、y方向都更大。具体地说,在式(1)、(2)中,设为a1=1、b1=1、n=1、m=2的情况下,得到图4所示的第1描绘图案ls1。此外,在式(3)、(4)中,设为a2=0.5、b2=0.5、n=1、m=2的情况下,得到图4所示的第2描绘图案ls2。
[0103]
由此可知,第1描绘图案ls1的y方向的扫描宽度lac比第2描绘图案ls2的y方向的扫描宽度ldf宽2倍。此外,如图5所示,扫描宽度lac相当于镀锌层211、221被去除的y方向的
宽度(以下,也称为镀锌层去除宽度lac),扫描宽度ldf相当于工件200的焊接宽度(以下,也称为焊接宽度ldf)。另外,焊接宽度ldf对应于焊缝(未图示)的y方向的宽度,但两者不完全不一致的情况较多。这是由于焊接中的热传导的影响,导致实际的焊缝的y方向的宽度比焊接宽度ldf稍宽的情况较多。
[0104]
如所述那样,关于y方向,镀锌层去除宽度lac被设定为比焊接宽度ldf宽。因此,在激光lb的扫描轨迹中,关于y方向,在焊接宽度ldf的两侧去除镀锌层211、221,另一方面,产生第1板材210与第2板材220未被焊接的区域。另外,在以下的说明中,有时将该区域的y方向的宽度称为焊缝外周部镀锌层去除宽度lnzn。
[0105]
另一方面,如图6所示,对第1描绘图案ls1进行描绘中的激光lb的输出p1被设定为比对第2描绘图案ls2进行描绘中的激光lb的输出p2低。
[0106]
针对图3所示的工件200,在现有技术中,通过激光lb来无间隙地进行搭接焊接的情况下,如所述那样,担心铁熔融前产生的锌蒸气产生焊接缺陷。另一方面,根据本实施方式,能够去除存在于第1板材210与第2板材220的界面的镀锌层211、221,并且能够抑制锌蒸气的产生所伴随的焊接缺陷的产生。对此进一步进行说明。
[0107]
通过将激光lb1的输出设定为图6所示的输出p1,从而在比利萨如图案的原点o更靠前方、例如描绘位置b,通过光轴由b-b’所示的激光lb1而形成深度为lk1的小孔301,进一步在其周围形成熔池311。此时,小孔301的深度lk1未达到第1板材210与第2板材220的界面,同样地,熔池311也未达到第1板材210与第2板材220的界面。换句话说,第1板材210未通过激光lb1而完全熔融到底部。
[0108]
另一方面,通过到达小孔301的内部的来自激光lb1的输入热量以及熔池311中产生的热量,第1板材210与第2板材220的界面的温度上升并达到所述锌的沸点,存在于该界面的镀锌层211、221蒸发。其结果,从原点o沿着x方向遍及长度lzn,镀锌层211、221被从该界面去除。
[0109]
此外,通过将激光lb2的输出设定为图6所示的输出p2,从而在比利萨如图案的原点o更靠后方、例如描绘位置e,通过光轴由e-e’所示的激光lb2而形成深度为lk2的小孔302,进一步在其周围形成熔池312。此时,小孔302贯通第1板材210,到达第2板材220的内部。同样地,熔池312也从第1板材210的表面形成到第2板材220的内部。换句话说,通过激光lb2,镀锌层211、221蒸发并去除后的第1板材210与第2板材220的界面附近被熔融,第1板材210与第2板材220被焊接的焊接部320形成于熔池312的后方。
[0110]
此外,如所述那样,关于y方向,镀锌层去除宽度lac比焊接宽度ldf宽,在焊接宽度ldf的y方向的两侧,镀锌层211、221被去除,另一方面,形成第1板材210与第2板材220未被焊接的区域。
[0111]
通过这样,由于对镀锌层211、221被可靠地去除的区域进行激光焊接,因此能够减少锌蒸气所导致产生的小孔302以及熔池312的不稳定性。同样地,能够抑制锌蒸气导致在工件200的内部形成的气孔、熔池312飞溅而产生的溅射、弧坑等的焊接缺陷的发生。
[0112]
[效果等]
[0113]
如以上说明那样,本实施方式所涉及的激光焊接方法具备:焊接步骤,通过使激光lb在x方向(第1方向)行进,并且二维地扫描激光lb并向工件200的表面照射,从而焊接工件200。
[0114]
工件200是将在表面形成有镀锌层211的第1板材210和在表面形成有镀锌层221的第2板材220无间隙地重叠的构造。第1板材210以及第2板材220都是钢板。
[0115]
在焊接步骤中,使激光lb沿着x方向振动为具有频率n所对应的第1频率的正弦波状,并且使其沿着y方向(第2方向)振动为具有频率m所对应的第2频率的正弦波状。由此,在工件200的表面扫描激光lb以使得描绘∞字形状的利萨如图案。
[0116]
进一步地,扫描激光lb,以使得利萨如图案之中沿着焊接方向wd(x方向的+侧方向)位于利萨如图案的原点o的前方的第1描绘图案ls1,成为关于y方向比位于原点o的后方的第2描绘图案ls2更宽的图案。
[0117]
控制激光lb的输出p,以使得对第1描绘图案ls1进行描绘中的激光lb的输出p1比对第2描绘图案ls2进行描绘中的激光lb的输出p2低。
[0118]
此外,在对第1描绘图案ls1进行描绘中,存在于第1板材210与第2板材220的界面的镀锌层211、221被去除。在对第2描绘图案ls2进行描绘中,去除了镀锌层211、221的第1板材210与第2板材220被相互焊接。
[0119]
根据本实施方式,能够去除存在于第1板材210与第2板材220的界面的镀锌层211、221,并且能够抑制锌蒸气的产生所伴随的焊接缺陷的产生。此外,能够使形成于工件200的焊缝的形状良好。
[0120]
在专利文献4中公开的方法中,未在与焊接方向交叉的方向扫描激光,激光的轨迹在前进工序和后退工序中重叠。此外,与焊接方向交叉的方向上的激光的宽度在前进工序和后退工序中相同。因此,由于激光的光点尺寸、输出,关于与焊接方向交叉的方向,不能充分确保相对于焊接宽度的镀锌层被去除的宽度,担心在工件的焊接时产生锌蒸气所导致的焊接缺陷。此外,担心焊缝的形状变坏。
[0121]
另一方面,根据本实施方式,如所述那样,扫描激光lb以使得关于y方向,镀锌层去除宽度lac比焊接宽度ldf宽。因此,能够充分确保相对于焊接区域的镀锌层被去除的区域,能够抑制锌蒸气的产生所伴随的焊接缺陷的产生。此外,由此能够使形成于工件200的焊缝的形状良好。
[0122]
本实施方式所涉及的激光焊接装置100至少具备:产生激光lb的激光振荡器10、接受激光lb并向工件200照射的激光头30、对激光头30的动作以及激光lb的输出p进行控制的控制器50。
[0123]
工件200是在表面形成有镀锌层211的第1板材210和在表面形成有镀锌层221的第2板材220无间隙地重叠的构造。第1板材210以及第2板材220都是钢板。
[0124]
激光头30具有分别在x方向(第1方向)和与x方向交叉的y方向(第2方向)扫描激光lb的激光扫描仪40。
[0125]
控制器50使激光lb沿着x方向振动为具有第1频率的正弦波状,并且使其沿着y方向振动为具有第2频率的正弦波状。由此,控制器50对激光扫描仪40进行驱动控制,以使得激光lb在工件200的表面描绘∞字形状的利萨如图案。
[0126]
进一步地,控制器50对激光扫描仪40进行驱动控制,以使得利萨如图案之中沿着焊接方向即x方向位于比利萨如图案的原点o更靠前方的第1描绘图案ls1成为关于y方向比位于后方的第2描绘图案ls2更宽的图案。
[0127]
控制器50对激光lb的输出p进行控制,以使得对第1描绘图案ls1进行描绘中的激
光lb的输出p1比对第2描绘图案ls2进行描绘中的激光lb的输出p2低。
[0128]
根据本实施方式的激光焊接装置,能够去除存在于第1板材210与第2板材220的界面的镀锌层211、221,并且能够抑制锌蒸气的产生所伴随的焊接缺陷的产生。此外,能够使形成于工件200的焊缝的形状良好。
[0129]
激光焊接装置100还具备安装有激光头30的机械手60,控制器50对机械手60的动作进行控制。机械手60使激光头30相对于工件200的表面在规定的方向移动。
[0130]
通过这样设置机械手60,能够使激光lb的焊接方向变化。此外,能够容易对复杂形状、例如立体形状的工件200进行激光焊接。
[0131]
激光振荡器10和激光头30通过光纤20来连接,激光lb通过光纤20,从激光振荡器10传送到激光头30。
[0132]
通过这样设置光纤20,能够对设置于与激光振荡器10分离的位置的工件200进行激光焊接。由此,可提高配置激光焊接装置100的各部的自由度。
[0133]
激光扫描仪40包含:在x方向扫描激光lb的第1检流计镜41、在y方向扫描激光lb的第2检流计镜42。
[0134]
通过这样构成激光扫描仪40,能够简便地二维地扫描激光lb。此外,由于将公知的检流计扫描仪用作为激光扫描仪40,因此能够抑制激光焊接装置100的成本上升。
[0135]
激光头30还具有准直透镜32,准直透镜32构成为沿着分别与x方向以及y方向交叉的z方向,使激光lb的焦点位置变化。换言之,准直透镜32构成为沿着与工件200的表面交叉的z方向,使激光lb的焦点位置变化。换句话说,准直透镜32通过与未图示的驱动部的组合,也作为激光lb的焦点位置调整机构而发挥功能。
[0136]
通过这样,能够简便地使激光lb的焦点位置变化,能够根据工件200的形状来适当地使激光lb照射。
[0137]
另外,在本实施方式中,通过使激光头30在x方向移动,来使激光lb在x方向的+方向行进,但也可以通过使激光头30在y方向移动,来使激光lb在y方向行进。换句话说,也可以将焊接方向设为y方向。该情况下,需要将所述频率n设为2,将频率m设为1,来变更利萨如图案的形状。通过这样,控制器50能够对激光扫描仪40进行驱动控制,以使得利萨如图案之中沿着焊接方向即y方向位于利萨如图案的原点o的前方的第1描绘图案ls1成为关于x方向比位于原点o的后方的第2描绘图案ls2宽的图案。换句话说,能够扫描激光lb,以使得第1描绘图案ls1成为关于x方向而比第2描绘图案ls2宽的图案。由此,能够相对于焊接宽度,将镀锌层211、221被去除的宽度获取得充分宽,能够抑制锌蒸气所导致的焊接缺陷的产生。
[0138]
此外,利萨如图案的描绘方向也并不特别限定于所述的方向。例如,也可以在1周期的期间,从原点o向图4所示的箭头ar3以及箭头ar4的方向扫描激光lb来描绘利萨如图案。具体地说,也可以在1周期的期间扫描激光lb,以使得从原点o通过描绘位置c
→b→a→o→f→e→d→
o。
[0139]
《变形例1》
[0140]
图8表示本变形例所涉及的激光的描绘位置与输出的关系,图9示意性地表示激光照射时的沿着焊接方向的工件的状态变化。图10表示激光的输出与小孔的深度的关系。另外,为了说明方便,在图8~10以及以后所示的各附图中,针对与实施方式1同样的位置,赋予相同的符号并省略详细的说明。
[0141]
本变形例在以下所示的方面与实施方式1所示的结构不同。即,在从第1描绘图案ls1向第2描绘图案ls2转移时,进行控制以使得激光lb的输出p连续变高。此外,在从第2描绘图案ls2向第1描绘图案ls1转移时,进行控制以使得激光lb的输出p连续变低。
[0142]
具体地说,如图8中虚线所示,在激光lb的描绘位置从原点o向d移动的情况下,从激光lb通过原点o的时刻起经过期间t1为止,将激光lb的输出p从p1连续提高到p2。该情况下的输出p的控制曲线s1可以是直线状也可以是曲线状。此外,在激光lb的描绘位置从原点o向a移动的情况下,从激光lb通过原点o的时刻起经过期间t2为止,使激光lb的输出p从p2连续降低到p1。该情况下的输出p的控制曲线s2可以是直线状也可以是曲线状。
[0143]
通过这样,能够抑制在工件200的内部形成气孔。此外,能够使熔池312稳定化。对此进一步进行说明。
[0144]
如图9所示,考虑在激光lb的描绘位置沿着x方向从原点o的后方的位置o”向原点o的前方的位置o’移动的情况,即从利萨如图案中的第2描绘图案ls2向第1描绘图案ls1的转移时。该情况下,若使激光lb的输出p从p2阶梯状地降低到p1,则深度为lk2的小孔302急剧地形状变化为深度为lk1(lk1《lk2)的小孔301。由此,从小孔302的底部到图9所示的长度lk12的部分由于熔融金属的表面张力而被急剧地封闭。在小孔302从底部到上方依次封闭的情况几乎没有问题,但多数情况下,在从底部到长度lk12的部分,在1个位置或者多个位置小孔302在几乎相同的定时封闭的情况较多。若产生这种情况,则担心封闭的部分的下方或者上方残留空洞,在工件200的内部形成气孔。
[0145]
另一方面,通过本变形例,如图8所示,使激光lb的输出p沿着控制曲线s2从p2连续降低为p1,因此从小孔302向小孔301的形状变化变得缓慢,能够抑制在中途残留空洞。由此,能够抑制在工件200的内部形成气孔。
[0146]
此外,考虑在激光lb的描绘位置从所述位置o’向位置o”移动的情况,即从利萨如图案中的第1描绘图案ls1向第2描绘图案ls1的转移时。该情况下,激光lb的输出p从p1阶梯状地提高为p2,深度为lk1的小孔301急剧地形状变化为深度为lk2的小孔302。由此,担心对熔池312施加过度冲击。若熔池312变得不稳定而起伏,担心反映于焊缝的形状,不能形成良好的形状的焊缝。
[0147]
另一方面,通过本变形例,如图8所示,将激光lb的输出p沿着控制曲线s1从p1连续提高到p2,因此从小孔301向小孔302的形状变化变得缓慢,能够抑制熔池312变得不稳定。由此,能够抑制焊缝的形状恶化,得到良好的形状的焊缝。
[0148]
另外,通过如控制曲线s1、s2所示那样控制输出p,容易使输出p稳定到达目标值。此外,激光lb的输出p的控制通过控制器50来进行。
[0149]
此外,如图10所示,在工件200形成小孔时,需要使激光lb的输出p为规定值以上。在输出p比该规定值小的区域(热传导焊接区域rc),不形成由于激光lb的输入热量导致工件200软化或者熔融的小孔。若从区域提高输出p,则经由转移区域rt达到小孔焊接区域rk。若成为该区域,则在工件200形成小孔,并且小孔的深度随着输出p的上升而变深。与所述输出p1、p2一起包含于小孔焊接区域rk。
[0150]
《变形例2》
[0151]
图11a表示本变形例所涉及的激光的第1扫描图案,图11b表示第2扫描图案,图11c表示激光的第3扫描图案。
[0152]
在实际的激光焊接中,根据工件200的材质、接头形状、要求的焊缝形状宽度等,式(1)~(4)所示的所述参数a1、b1、a2、b2、n、m能够适当变更。因此,激光lb的扫描图案并不特别限定于图4所示的图案。
[0153]
例如,如图11a所示,在描绘图案ls1中,将参数a1与b1的比设为2:1,在描绘图案ls2中,将参数a2与b2的比设为2:1,也可以将a2以及b2分别设为a1、b2的1/2。此外,如图11b所示,仅在描绘图案ls2中,将参数a2和b2从图4所示的图案变更,设为a2=1、b2=0.5。此外,如图11c所示,也可以在描绘图案ls1中,将参数a1与b1的比设为2:1,在描绘图案ls2中,将参数a2与b2的比设为4:1。
[0154]
另外,式(1)~(4)所示的参数a1、b1、a2、b2的值当然并不特别限定于图4以及图11a~11c所示的例子。
[0155]
另外,如所述那样,将第1反射镜41a的频率n以及第2反射镜42a的频率m的比、换言之激光lb的x方向的振动频率即第1频率与y方向的振动频率即第2频率的比n:m设为1:2。由此,关于与焊接方向交叉的y方向,能够使位于原点o的前方的第1描绘图案ls1成为比位于原点o的后方的第2描绘图案ls2宽的图案。另一方面,在焊接方向是y方向的情况下,将第1频率与第2频率的比n:m设为2:1。由此,关于与焊接方向交叉的x方向,能够使位于原点o的前方的第1描绘图案ls1成为比位于原点o的后方的第2描绘图案ls2宽的图案。此外,若遵守该频率的比率,则也可以根据工件200的形状或者要求的焊缝形状,变更第1反射镜41a以及第2反射镜42a的驱动频率。
[0156]
(实施方式2)
[0157]
图12表示本实施方式所涉及的沿着焊接线的激光的扫描轨迹。图13a表示焊接开始时的激光的描绘位置与输出的关系,图13b表示焊接结束时的激光的描绘位置与输出的关系。
[0158]
如图12、图13a所示,在本实施方式中,在激光焊接开始后的规定的期间(第1期间),将对第1描绘图案ls1进行描绘中的激光lb的输出设为p1,另一方面,将对第2描绘图案ls2进行描绘时的激光lb的输出设为零,这方面与实施方式1所示的结构不同。在第1期间,利萨如图案的后端、换句话说图4所示的描绘位置e所对应的位置沿着焊接方向wd移动的距离相当于图12所示的长度l2。此外,长度l2相当于第2描绘图案ls2的x方向的长度的约2倍。
[0159]
此外,如图12、图13b所示,在本实施方式中,在激光焊接结束前的规定的期间(第2期间),将对第2描绘图案ls2进行描绘中的激光lb的输出设为p2,另一方面,将对第1描绘图案ls1进行描绘时的激光lb的输出设为零,这方面与实施方式1所示的结构不同。在第2期间,利萨如图案的前端、换句话说图4所示的描绘位置b所对应的位置沿着焊接方向wd移动的距离相当于图12所示的长度l1。此外,长度l1几乎相当于第1描绘图案ls1的x方向的长度与第2描绘图案ls2的y方向的长度的总和。
[0160]
根据本实施方式,针对镀锌层211、221被可靠地去除的区域,以输出p2照射激光lb并焊接工件200,能够可靠地抑制锌蒸气所导致的焊接缺陷的产生。此外,能够使焊缝的形状良好。对此进一步进行说明。
[0161]
在焊接开始点结合利萨如图案的原点o来开始工件200的焊接的情况下,沿着焊接方向wd在焊接开始点的前方描绘第1描绘图案ls1,在焊接开始点的后方描绘第2描绘图案ls2。此时,如图6所示,若控制激光lb的输出p,则在焊接开始点的后方,在镀锌层211、221未
被去除的状态下,输出p2的激光lb被照射。若产生这样的情况,则如所述那样,在镀锌层未被去除的部分产生锌蒸气,进一步产生焊接缺陷。
[0162]
为了避免这样的不良情况,在本实施方式中,在激光焊接开始后的第1期间,将描绘第2描绘图案ls2时的激光lb的输出设为零。通过这样,防止向镀锌层211、221未被去除的区域照射高输出(=p2)的激光lb,可靠地抑制锌蒸气的产生所导致的焊接缺陷产生。
[0163]
此外,为了抑制焊接缺陷的产生,需要从焊接开始点到焊接结束点,至少去除镀锌层211、221。但是,例如,若超过焊接结束点,非必要地去除镀锌层211、221,则担心在钢板即第1板材210、第2板材220产生耐腐蚀性的降低。
[0164]
为了避免这样的不良情况,在本实施方式中,在激光焊接结束前的第2期间,将描绘第1描绘图案ls1时的激光lb的输出设为零。通过这样,能够将焊接区域的长度lw设为所希望的值,并且缩短镀锌层211、221被去除的长度lzn。通过这样,能够抑制非必要地去除镀锌层211、221,能够抑制作为钢板的第1板材210、第2板材220中的耐腐蚀性的降低。
[0165]
此外,从兼得焊接缺陷的抑制和第1板材210、第2板材220中的耐腐蚀性的降低的抑制的观点出发,当然优选在工件200的焊接结束后,沿着焊接方向wd的镀锌层211、221被去除的部分的长度lzn与沿着焊接方向wd的工件200被焊接的部分的长度lw相同或者为其以上。因此,图中,在l2期间中点线所示的ls2s的部分和l1期间中点线所示的ls1e的部分,激光输出都为零。
[0166]
《变形例3》
[0167]
图14a~14c分别表示本变形例所涉及的激光的第1~第3扫描图案。另外,在图14a~14c中,扫描图案中描绘的箭头表示激光lb的描绘方向。
[0168]
本公开的激光lb的扫描图案并不局限于实施方式1、变形例2所示的利萨如图案。例如,如图14a所示,也可以是分别在原点o相接并夹着y轴而配置的具有相互非对称形状的2个圆形图案的合成图案。此外,如图14b所示,也可以是分别在原点o相接并夹着y轴而配置的具有相互非对称形状的2个椭圆图案的合成图案。在图14b所示的例子中,分别在2个椭圆图案中,长轴是y方向,短轴是x方向,但也可以将长轴设为x方向,将短轴设为y方向。如图14c所示,也可以是分别在原点o相接并夹着y轴而配置的具有相互非对称形状的2个菱形图案的合成图案。另外,在焊接方向wd与y方向平行的情况下,图14a~图14c所示的扫描图案也可以是关于y轴非对称地配置的2个环状的图案的合成图案。此外,2个环状的图案的各自的大小也能够适当变更。
[0169]
换句话说,本技术说明书中的激光lb的扫描图案是2个环状的图案在一点相接并连续的图案即可,并不限定于图14a~图14c所示的例子、其变形例。另外,这些图案通过分别按照规定的驱动图案来使第1反射镜41a以及第2反射镜42a驱动而得到。
[0170]
通过这样构成激光焊接方法以及激光焊接装置100,能够起到与实施方式1、2以及变形例1、2所示的结构起到的效果同样的效果。
[0171]
另外,所谓作为激光lb的扫描图案的“规定的图案”,是指相互非对称的形状的2个环状的图案在一点、本情况下为原点o相接并连续的图案。该“规定的图案”中当然包含本技术说明书中公开的利萨如图案。
[0172]
(实施方式3)
[0173]
图15表示本实施方式3所涉及的激光的扫描轨迹的概略,图16a~16g分别表示第1
~第7焊点图案。
[0174]
在实施方式1中,以使激光lb在x方向的+侧行进的同时对工件200进行激光焊接的所谓的线焊接为例来进行说明,但本公开的激光焊接方法也能够应用于点焊。
[0175]
例如,如图15所示,考虑使激光lb沿着双点划线所示的圆形的焊点图案sp行进的情况。另外,图15所示的激光lb的扫描图案sp1是与图4所示的扫描图案相似的形状。
[0176]
该情况下,也为了高速并且可靠地去除工件200的镀锌层211、221,将激光lb的扫描图案sp1设为相互非对称形状的2个环状的图案在原点o相接并连续的图案为宜,优选设为∞字状的利萨如图案。另外,为了说明方便,将激光lb的扫描图案sp1图示为利萨如图案,但扫描图案sp1的实际的波形根据激光lb的行进速度而变化。例如,虽未图示,但第1描绘图案ls1和第2描绘图案ls2沿着焊接方向wd、本情况下为沿着焊点图案sp顺时针方向分离,分离距离根据激光lb的行进速度而变化。此外,第1描绘图案ls1以及第2描绘图案ls2都为沿着焊点图案sp的圆周方向延伸而变形的形状。
[0177]
在本实施方式中,也沿着焊接方向wd,扫描激光lb,以使得位于扫描图案sp1的原点o的前方的第1描绘图案ls1相比于位于原点o的后方的第2描绘图案ls2成为关于y方向更宽的图案。
[0178]
通过这样,在对第1描绘图案ls1进行描绘中,去除存在于第1板材210与第2板材220的界面的镀锌层211、221。在对第2描绘图案ls2进行描绘中,镀锌层211、221被去除的第1板材210与第2板材220被相互点焊。
[0179]
另外,为了夹着焊点图案sp,在焊点图案sp的半径方向的内侧和外侧,使激光lb的照射宽度相同,优选扫描激光lb,以使得通过原点o并且将扫描图案sp1分割为第1描绘图案ls1和第2描绘图案ls2的中心线(未图示)与焊点图案sp中的原点o处的切线方向一直正交。
[0180]
此外,若将实施方式1、2以及变形例1~3、进而本实施方式所示的结构汇总来看,本公开的激光焊接方法可以说具备以下所示的结构。换句话说,本公开的激光焊接方法具备:焊接步骤,通过使激光lb在焊接方向wd行进的同时,二维地扫描激光lb并向工件200的表面照射,从而焊接工件200。
[0181]
工件200是在表面形成有镀锌层211的第1板材210和在表面形成有镀锌层221的第2板材220无间隙地重叠的构造。第1板材210以及第2板材220都是钢板。
[0182]
在焊接步骤中,扫描激光lb以使得在工件200的表面描绘规定的图案。所谓规定的图案,是指相互非对称形状的2个环状的图案在原点o相接并连续的图案。
[0183]
进一步地,扫描激光lb,以使得规定的图案之中、沿着焊接方向wd位于规定的图案的原点o的前方的第1描绘图案ls1相比于位于原点o的后方的第2描绘图案ls2,关于与焊接方向wd交叉的方向成为更宽的图案。
[0184]
对激光lb的输出p进行控制,以使得对第1描绘图案ls1进行描绘中的激光lb的输出p1比对第2描绘图案ls2进行描绘中的激光lb的输出p2低。
[0185]
此外,在对第1描绘图案ls1进行描绘中,存在于第1板材210与第2板材220的界面的镀锌层211、221被去除。在对第2描绘图案ls2进行描绘中,去除了镀锌层211、221的第1板材210与第2板材220被相互焊接。该情况下,也包含第1板材210与第2板材220相互点焊的情况。
[0186]
通过这样,即使在第1板材210与第2板材220之间没有间隙,也能去除存在于第1板
材210与第2板材220的界面的镀锌层211、221,并且能够抑制锌蒸气的产生所伴随的焊接缺陷的产生。此外,能够使形成于工件200的焊缝的形状良好。
[0187]
本公开的激光焊接装置100至少具备:使激光lb产生的激光振荡器10;激光头30,接受激光lb并向工件200照射;和控制器50,对激光头30的动作以及激光lb的输出p进行控制。
[0188]
工件200是在表面形成有镀锌层211的第1板材210和在表面形成有镀锌层221的第2板材220无间隙地重叠的构造。第1板材210以及第2板材220都是钢板。
[0189]
激光头30具有激光扫描仪40,该激光扫描仪40分别在x方向(第1方向)和与x方向交叉的y方向(第2方向)扫描激光lb。
[0190]
对激光扫描仪40进行驱动控制,以使得激光lb在工件200的表面描绘规定的图案。
[0191]
进一步地,控制器50对激光扫描仪40进行驱动控制,以使得规定的图案之中、沿着焊接方向wd位于比利萨如图案的原点o更靠前方的第1描绘图案ls1相比于位于后方的第2描绘图案ls2,关于与焊接方向wd交叉的方向成为更宽的图案。
[0192]
控制器50对激光lb的输出p进行控制,以使得对第1描绘图案ls1进行描绘中的激光lb的输出p1比对第2描绘图案ls2进行描绘中的激光lb的输出p2低。
[0193]
通过这样构成激光焊接装置100,即使在第1板材210与第2板材220之间没有间隙,也能够去除存在于第1板材210与第2板材220的界面的镀锌层211、221,并且能够抑制锌蒸气的产生所伴随的焊接缺陷的产生。此外,能够使形成于工件200的焊缝的形状良好。该情况下,也包含第1板材210与第2板材220相互点焊的情况。
[0194]
另外,在对第1板材210和第2板材220相互进行点焊时,也可以不必将焊点图案sp设为图15所示的圆形的图案。第1板材210与第2板材220被点焊即可。
[0195]
若基于该观点,则焊点图案sp可取各种形状。例如,如图16a所示,也可以将焊点图案sp设为一部分开放的开环形状,如图16f所示,也可以将焊点图案sp设为波形。此外,如图16g所示,也可以将焊点图案sp设为大致u字状。另外,如图16a、图16c~16e以及图16g所示,若焊点图案sp的一部分被开放,则能够形成处于第1板材210与第2板材220之间的空气、油等的出口,能够使焊缝的形状良好。
[0196]
(其他的实施方式)
[0197]
也能够将实施方式1~3以及变形例1~3所示的各结构要素适当组合并设为新的实施方式。例如,在对实施方式2所示的各扫描图案进行描绘时,也能够如变形例1所示那样控制激光lb的输出p。
[0198]
此外,在实施方式2、3以及变形例1~3中,例如,也可以扫描激光lb,以使得在1周期的期间,从原点o通过描绘位置c
→b→a→o→f→e→d→
o。此外,当然也可根据描绘位置的顺序被变更,来变更使激光l b的输出p变化的定时等。
[0199]
另外,在图1所示的例子中,聚光透镜34被配置于激光扫描仪40的前段,但也可以配置于激光扫描仪40的后段、换句话说激光扫描仪40与激光头30的光出射口之间。
[0200]
此外,也可以通过使激光lb沿着x方向振动为具有第1频率的余弦波状,并且沿着y方向振动为具有第2频率的余弦波状,从而激光lb的扫描图案为利萨如图案。该情况下,当然第1反射镜41a以及第2反射镜42a的振幅a、b、第1反射镜41a以及第2反射镜42a的频率n、m、进而相位也被适当变更。
[0201]
此外,若包含变形例3以及实施方式3所示的结构而考虑,则在激光lb的扫描图案为∞字状的利萨如图案的情况下,如以下所示那样,激光lb被扫描。换句话说,使激光lb沿着焊接方向wd振动为具有第1频率的正弦波状或者余弦波状,并且沿着与焊接方向wd交叉的方向振动为具有第2频率的正弦波状或者余弦波状。
[0202]
此外,在本技术说明书中,以对图3所示的工件200进行激光焊接的情况为例进行了说明,但并不特别限定于此。例如,工件200也可以是分别包含板状的部分的2个母材、即板状的部分彼此重叠、至少在板状的部分的表面形成镀锌层的构造。该情况下的母材可以是铁可以是软钢也可以是高张力钢。这些的熔点均比锌的沸点高。此外,也可以包含锌和铝的锌合金镀层形成于2个母材的表面。换句话说,也可以以锌为主成分的镀层形成于2个母材的表面。在此,所谓“以锌为主成分的镀层”,是指包含60%以上的锌的镀层。此外,也可以包含锌以外的材料的覆盖层分别形成于2个母材的表面。该情况下,分别设定覆盖层和母材的材质,以使得构成覆盖层的材料的沸点比构成母材的材料的熔点低。
[0203]
在对该工件200进行激光焊接的情况下,在对第1描绘图案ls1进行描绘中,去除处于板状的部分之间的覆盖层。在对第2描绘图案ls2进行描绘中,去除了覆盖层的2个板状的部分彼此被焊接。
[0204]
在对这样的构造的工件200进行激光焊接时,通过应用本公开的激光焊接方法以及激光焊接装置,能够抑制镀锌层211、221等的覆盖层蒸发而产生的蒸气所导致的焊接缺陷的产生,此外,当然也能够使焊缝的形状良好。
[0205]
产业上的可利用性
[0206]
本公开的激光焊接方法能够抑制因覆盖层蒸发而产生的蒸气所导致的焊接缺陷的产生,因此在进行镀锌层等的覆盖层形成于表面的2个构件的搭接焊接上有用。
[0207]-符号说明-[0208]
10激光振荡器
[0209]
20光纤
[0210]
30激光头
[0211]
31壳体
[0212]
32准直透镜
[0213]
33反射镜
[0214]
34聚光透镜
[0215]
40激光扫描仪
[0216]
41第1检流计镜
[0217]
41a第1反射镜
[0218]
41b第1旋转轴
[0219]
41c第1驱动部
[0220]
42第2检流计镜
[0221]
42a第2反射镜
[0222]
42b第2旋转轴
[0223]
42c第2驱动部
[0224]
50控制器
[0225]
60机械手
[0226]
200工件
[0227]
210第1板材(母材)
[0228]
211镀锌层(覆盖层)
[0229]
220第2板材(母材)
[0230]
221镀锌层(覆盖层)
[0231]
301、302小孔
[0232]
311、312熔池
[0233]
320焊接部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1