汽车扁线驱动电机电枢端部绕组三相端子焊接工装的制作方法
1.本实用新型涉及机械领域,尤其涉及电枢绕组焊接技术,具体而言是一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装。
背景技术:
2.扁线电机电枢出线端,尤其是与三相出线端相关的绕组,线型复杂,定位困难,不能满足批量生产的要求。现有技术中,扁线电机电枢绕组与三相端子组件焊接为单点夹装焊接,对于焊接后的整体尺寸位置度一致性无法保证,一致性及位置度差,焊接效率低。
技术实现要素:
3.本实用新型的目的在于提供一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,所述的这种汽车扁线驱动电机电枢端部绕组三相端子焊接工装要解决现有技术中的扁线电机电枢绕组与三相端子组件焊接后的整体尺寸位置度一致性无法保证,一致性及位置度差的技术问题。
4.本实用新型的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,包括底座,底座上设置有定位柱,底座上边缘固定设置有三相端子定位座,三相端子定位座呈扇环状,三相端子定位座上固定设置有三相端子定位块,三相端子定位块上设置有三个定位槽,三个定位槽中各自设置有一个安装孔,定位柱上套设有下紧固转盘和上紧固转盘,上紧固转盘固定设置在下紧固转盘上侧,下紧固转盘上沿其径向设置有两组焊接孔,任意一组焊接孔各自包括若干个沿周向间隔设置的第一焊接孔,上紧固转盘上设置有与第一焊接孔对应的第二焊接孔,第一焊接孔和第二焊接孔与三相端子定位块相邻。
5.进一步的,所述上紧固转盘远离第一焊接孔的一侧设置有一个第一固定块,下紧固转盘远离第二焊接孔的一侧设置有一个第二固定块,第一固定块和第二固定块上各自均设置有通孔,下紧固转盘和上紧固转盘通过对齐后的所述的两个通孔、利用一个第一螺栓和一个螺母固定连接。
6.进一步的,所述上紧固转盘和下紧固转盘上在两组焊接孔之间各自均设置有镂空。
7.进一步的,所述三相端子定位座通过两个第二螺栓和两个定位销固定在底座上。
8.本实用新型与现有技术相比,其效果是积极和明显的。本实用新型的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装结构简单,安装方便,可以一次进行多点夹装焊接,不仅保证了定位一致性及准确度,能降低扁线电机电枢绕组三相端子焊接的工艺难度,也使得焊接效率大大提高,适用于小批量生产。
附图说明
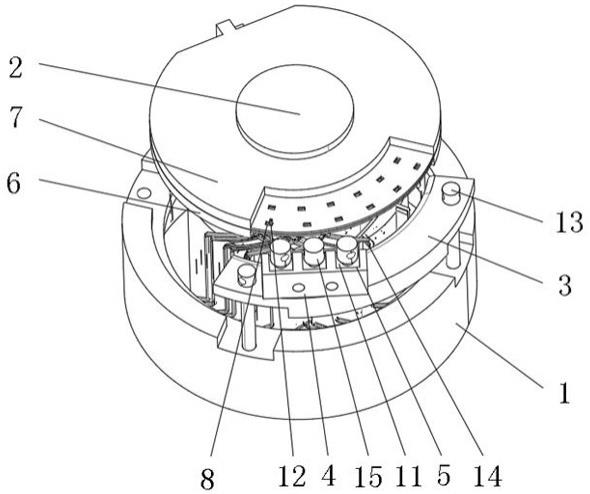
9.图1为本实用新型的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装的第一立体结构示意图。
10.图2为本实用新型的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装的第二立体结构示意图。
实施方式
11.以下结合附图和实施例对本实用新型作进一步描述,但本实用新型并不限制于本实施例,凡是采用本实用新型的相似结构及其相似变化,均应列入本实用新型的保护范围。
12.如图1、图2所示,本实用新型的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,包括底座1,底座1上设置有定位柱2,底座1上边缘固定设置有三相端子定位座3,三相端子定位座3呈扇环状,三相端子定位座3上固定设置有三相端子定位块4,三相端子定位块4上设置有三个定位槽5,三个定位槽5中各自设置有一个安装孔,定位柱2上套设有下紧固转盘6和上紧固转盘7,上紧固转盘7固定设置在下紧固转盘6上侧,下紧固转盘6上沿其径向设置有两组焊接孔,任意一组焊接孔各自包括若干个沿周向间隔设置的第一焊接孔8,上紧固转盘7上设置有与第一焊接孔8对应的第二焊接孔,第一焊接孔8和第二焊接孔设置在三相端子定位块4的一侧。
13.进一步的,所述上紧固转盘7远离第一焊接孔8的一侧设置有一个第一固定块9,下紧固转盘6远离第二焊接孔的一侧设置有一个第二固定块10,第一固定块9和第二固定块10上各自设置有通孔,下紧固转盘6和上紧固转盘7通过对齐后的所述的两个通孔、利用一个第一螺栓和一个螺母固定连接。
14.进一步的,所述上紧固转盘7和下紧固转盘6上在两组焊接孔之间各自均设置有镂空(图中未示)。
15.进一步的,所述三相端子定位座3通过两个第二螺栓13和两个定位销固定在底座1上。
16.本实施例的工作过程:
17.将电枢定子14放置于底座1上固定,在底座1上安装三相端子定位座3,用带定位销的第二螺栓13将三相端子定位座3锁紧在底座1上,将三个母排的头部11分别卡进三个定位槽5中,并用第三螺栓15锁紧,使母排保持位置,然后将下紧固转盘6和上紧固转盘7套设于定位柱2上,并将母排的铜线12塞进第一焊接孔8内,锁紧第一螺栓,使下紧固转盘6和上紧固转盘7将铜线12夹紧,若铜线12不齐,剪去高出部分使铜线12齐平后,配合焊机上的转盘用焊枪进行焊接。
18.下紧固转盘6和上紧固转盘7的焊接孔处由铬镐铜构成,这样利于散热,其余部分由硬质合金铝材质构成。上紧固转盘7和下紧固转盘6上的镂空设计可以避开母排,提高散热效率,在焊接时更好进行散热。
19.本实用新型结构简单,安装方便,可以一次进行多点夹装焊接,不仅保证了定位一致性及准确度,能降低扁线电机电枢绕组三相端子焊接的工艺难度,也使得焊接效率大大提高,适用于小批量生产。
技术特征:
1.一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,包括底座(1),其特征在于:底座(1)上设置有定位柱(2),底座(1)上边缘固定设置有三相端子定位座(3),三相端子定位座(3)呈扇环状,三相端子定位座(3)上固定设置有三相端子定位块(4),三相端子定位块(4)上设置有三个定位槽(5),三个定位槽(5)中各自设置有一个安装孔,定位柱(2)上套设有下紧固转盘(6)和上紧固转盘(7),上紧固转盘(7)固定设置在下紧固转盘(6)上侧,下紧固转盘(6)上沿其径向设置有两组焊接孔,任意一组焊接孔各自包括若干个沿周向间隔设置的第一焊接孔(8),上紧固转盘(7)上设置有与第一焊接孔(8)对应的第二焊接孔,第一焊接孔(8)和第二焊接孔与三相端子定位块(4)相邻。2.根据权利要求1所述的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,其特征在于:所述上紧固转盘(7)远离第一焊接孔(8)的一侧设置有一个第一固定块(9),下紧固转盘(6)远离第二焊接孔的一侧设置有一个第二固定块(10),第一固定块(9)和第二固定块(10)上各自均设置有通孔,下紧固转盘(6)和上紧固转盘(7)通过对齐后的所述的两个通孔、利用一个第一螺栓和一个螺母固定连接。3.根据权利要求1所述的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,其特征在于:所述上紧固转盘(7)和下紧固转盘(6)上在两组焊接孔之间各自均设置有镂空。4.根据权利要求1所述的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,其特征在于:所述三相端子定位座(3)通过两个第二螺栓(13)和两个定位销固定在底座(1)上。
技术总结
一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装,包括底座,底座上设置有定位柱,底座上边缘固定设置有三相端子定位座,三相端子定位座呈扇环状,三相端子定位座上固定设置有三相端子定位块,三相端子定位块上设置有三个定位槽,三个定位槽中各自设置有一个安装孔,定位柱上套设有下紧固转盘和上紧固转盘,下紧固转盘上沿其径向设置有两组焊接孔。本实用新型的一种汽车扁线驱动电机电枢端部绕组三相端子焊接工装结构简单,安装方便,可以一次进行多点夹装焊接,不仅保证了定位一致性及准确度,能降低扁线电机电枢绕组三相端子焊接的工艺难度,也使得焊接效率大大提高,适用于小批量生产。小批量生产。小批量生产。
技术研发人员:伍于杰 柯凯 单鑫 徐锋
受保护的技术使用者:华域汽车电动系统有限公司
技术研发日:2021.01.12
技术公布日:2023/3/20
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1