一种刀剪套自动组装设备的制作方法
1.本实用新型涉及刀剪套自动组装技术领域,具体是一种刀剪套自动组装设备。
背景技术:
2.刀套是刀具的一个保护工具,它最主要的作用就是保护旁人不至于误伤,又具有保护刀具本身的作用。这个东西看似有点多余,但是它其实是非常有必要的,我们生活中可以听到被刀具误伤的闻不在少数,有了这个就可以较为有效的保护我们自己。
3.为了满足市场的需求刀具售卖时都会赠送配套的刀套,以保护使用人员在使用刀具时不会被刀具造成意外伤害,刀剪保护套的组装是人工组装,工作人员组装时一手拿刀具,一手拿保护套,将刀具尖锐角对准保护套,并插入到保护套内,组装效率低,保护套,刀剪都没有定位基准,靠人工来完成组装且由于刀尖风力容易伤到手。
技术实现要素:
4.本实用新型的目的在于提供一种刀剪套自动组装设备,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种刀剪套自动组装设备,包括设备支架,所述设备支架两端分别设置有第一放置板和第二放置板,所述第一放置板上设置有振动盘上料机构、保护套输送机构和刀剪定位机构,所述保护套输送机构包括固定连接在第一放置板上的z轴组件,所述z轴组件上设置有x轴组件且所述z轴组件与所述x轴组件通过第一气缸固定连接,所述x轴组件面向振动盘上料机构一端设置有保护套定位组件且所述保护套定位组件与所述x轴组件通过第二气缸连接,所述保护套定位组件一端通过第三气缸固定连接有刀剪定位机构,所述第一放置板远离振动盘上料机构一端固定连接有三联件,所述第二放置板与所述第一放置板之间设置有电气柜。
7.在上述技术方案的基础上,本实用新型还提供以下可选技术方案:
8.在一种可选方案中:所述刀剪定位机构包括固定连接在设备支架上的刀剪定位组件,所述刀剪定位组件上设置x轴刀剪压紧组件。
9.在一种可选方案中:所述电气柜为正方体,且所述电气柜上设置有柜门且所述柜门转动连接在所述电气柜上,所述柜门上设置有柜门把手。
10.在一种可选方案中:所述振动盘上料机构通过焊接或螺纹连接固定在所述第一放置板上。
11.在一种可选方案中:所述设备支架远离所述第一放置板一端设置有支腿和万向轮,所述支腿和万向轮设有四个且呈矩形分布在所述设备支架下端部。
12.相较于现有技术,本实用新型的有益效果如下:
13.本设备采用自动化设计,采用振动盘上料机构、刀具固定定位设计,设备自动完成保护套与刀具组装,具体为首先启动利用设置在振动盘上料机构上的振动盘振列保护套,
并将其输送到保护套定位组件内,然后启动保护套输送机构将保护套输送至刀剪定位机构,具体为,保护套定位组件感应到有料,启动z轴组件将保护套分离等待组装型号,其次,启动刀剪定位机构对保护套进行组装,具体为先人工将刀具放置在刀剪定位组件上,通过开关控制三联件,三联件驱动x轴刀剪压紧组件对刀具进行压紧,最后x轴组件伸出,将保护套插入刀尖部位,x轴组件退回,x轴刀剪压紧组件退回,z轴组件下降,工作人员将刀具取出,此种设置组装效率高,保护套和刀剪都具有定位基准,无需工作人员持刀,安全性高。
附图说明
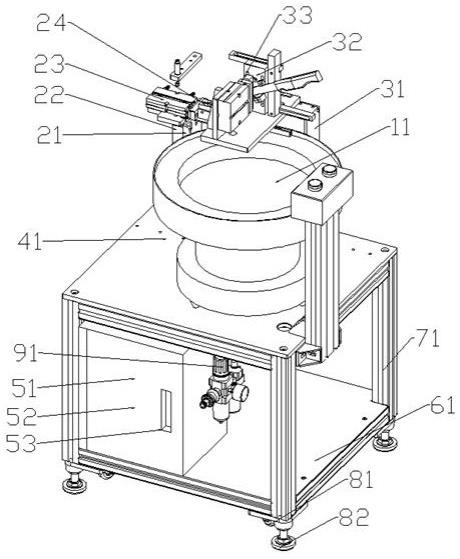
14.图1为本实用新型的结构示意图。
15.附图标记注释:振动盘上料机构11、保护套输送机构21、z轴组件22、x轴组件23、保护套定位组件24、刀剪定位机构31、刀剪定位组件32、x轴刀剪压紧组件33、第一放置板41、电气柜51、柜门52、柜门把手53、第二放置板61、设备支架71、支腿81、万向轮82、三联件91。
具体实施方式
16.以下实施例会结合附图对本实用新型进行详述,在附图或说明中,相似或相同的部分使用相同的标号,并且在实际应用中,各部件的形状、厚度或高度可扩大或缩小。本实用新型所列举的各实施例仅用以说明本实用新型,并非用以限制本实用新型的范围。对本实用新型所作的任何显而易知的修饰或变更都不脱离本实用新型的精神与范围。
17.实施例1
18.请参阅图1,本实用新型实施例中,一种刀剪套自动组装设备,包括设备支架71,所述设备支架71两端分别设置有第一放置板41和第二放置板61,所述第一放置板41上设置有振动盘上料机构11、保护套输送机构21和刀剪定位机构31,所述保护套输送机构21包括固定连接在第一放置板41上的z轴组件22,所述z轴组件22上设置有x轴组件23且所述z轴组件22与所述x轴组件23通过第一气缸固定连接,所述x轴组件23面向振动盘上料机构11一端设置有保护套定位组件24且所述保护套定位组件24与所述x轴组件23通过第二气缸连接,所述保护套定位组件24一端通过第三气缸固定连接有刀剪定位机构31,所述第一放置板41远离振动盘上料机构11一端固定连接有三联件91,所述第二放置板61与所述第一放置板41之间设置有电气柜51,所述刀剪定位机构31包括固定连接在设备支架71上的刀剪定位组件32,所述刀剪定位组件32上设置x轴刀剪压紧组件33。
19.具体使用时,首先启动振动盘上料机构11,利用设置在振动盘上料机构11上的振动盘振列保护套,并将其输送到保护套定位组件内,然后启动保护套输送机构将保护套输送至刀剪定位机构,具体为,保护套定位组件24感应到有料,启动z轴组件22将保护套分离等待组装型号;其次,启动刀剪定位机构31对保护套进行组装,具体为先人工将刀具放置在刀剪定位组件32上,通过开关控制三联件91,三联件91驱动x轴刀剪压紧组件33对刀具进行压紧;最后x轴组件23伸出,将保护套插入刀尖部位,x轴组件23退回,x轴刀剪压紧组件33退回,z轴组件22下降,工作人员将刀具取出。
20.优选的z轴组件22与x轴组件23采用气缸连接,x轴组件23与保护套定位组件24采用气缸连接,保护套定位组件24与x轴刀剪压紧组件33采用气缸连接,气缸输出稳定,效率高,可提高本装置对刀具保护套的组装效率。
21.优选的所述设备支架71采用铝合金或不锈钢材质制成。
22.此种设置能够确保本装置不会被外界环境所锈蚀,提高了本装置的寿命。
23.所述电气柜51为正方体,且所述电气柜51上设置有柜门52且所述柜门52转动连接在所述电气柜51上,所述柜门52上设置有柜门把手53。
24.具体使用时,首先正方体的电气柜51方便工作人员进行安装拆卸,其次工作人员可通过扣住柜门把手53使柜门52绕着电气柜51侧柱进行旋转,暴漏出电气柜51的内部空间,方便工作人员对设备进行检修。
25.所述振动盘上料机构11通过焊接或螺纹连接固定在所述第一放置板41上。
26.此种设置能够有效的确保振动盘上料机构振动盘上料机构11牢牢的固定在设备支架上,在上述气缸工作时不会因气缸快速伸缩而造成振动盘上料机构振动盘上料机构11的振动从而而影响刀剪套的组装精度,造成刀具损伤。
27.实施例2
28.请参阅图1,本实用新型实施例与实施例1的不同之处在于所述设备支架71远离所述第一放置板41一端设置有支腿81和万向轮82,所述支腿81和万向轮82设有四个且呈矩形分布在所述设备支架下端部。
29.具体使用时,由于设备支架下端部设置有支腿,支腿设有四个且呈矩形分布在所设备支架下端部,此种设置能够防止来自地面的潮气侵蚀本装置,造成本装置组装精度的下降,同时呈矩形分布在设备支架71上的支腿81使得本装置具有机动性,不在局限于某一固定位置。
30.以上所述,仅为本公开的具体实施方式,但本公开的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本公开揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本公开的保护范围之内。因此,本公开的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1