铁磁性板材自动排焊机的制作方法
1.本实用新型涉及一种排焊机,具体涉及对铁磁性板材进行加工的自动排焊机。
背景技术:
2.目前,排焊机一般包括机体和排焊机构,板材经排焊机构加工后,一般是通过人工搬运来实现下料,这样操作起来费时费力,生产效率低下。同时,排焊机构通常由若干个沿线性排布设置的焊枪构成,但由于在现有技术中,排焊机构在机体上无法左右移动,因此如果要对板材上位于两相邻焊枪之间的部分进行加工,即多点排焊加工时,要么通过移动板材来实现加工,但板材往往很长很重,因此移动起来十分不便,且所需的驱动力较大;要么通过设置多排排焊机构来实现加工,而这样不仅增加生产成本,又使得设备的结构复杂化。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种铁磁性板材自动排焊机,一方面其上的排焊机构可以在机体上左右移动,从而通过移动可实现对板材上位于两相邻焊枪之间的部分进行加工;另一方面,其可以实现铁磁性板材的自动下料,从而无需人工搬运,大大提高了生产效率。
4.为实现上述目的,本实用新型提供了一种铁磁性板材自动排焊机,包括机体和排焊机构,机体上形成有用于放置铁磁性板材的加工平台,排焊机构位于加工平台的上方,并包括有若干个沿线性排布设置的焊枪,若干个焊枪均装设在一滑板上,所述滑板装设在机体上,并可在机体上左右滑动,加工平台的一侧设置有第一支架,第一支架上设置有在其上直线往返移动的移动座,且移动座在第一支架上的移动方向与铁磁性板材的进料方向在同一直线上,移动座上装设有能移动至铁磁性板材下方的连接条,所述连接条上设置有用于与铁磁性板材形成磁吸配合的第一电磁铁,第一支架的上方设置有第二支架,第二支架上设置有在其上直线往返移动的第三支架,且第三支架在第二支架上的移动方向与移动座在第一支架上的移动方向相垂直,第三支架上设置有用于将铁磁性板材吸起的磁吸组件。
5.本实用新型的有益效果是:采用上述结构,一方面,由于若干个焊枪均装设在一滑板上,而滑板可在机体上左右滑动,因此通过移动可实现对板材上位于两相邻焊枪之间的部分进行加工。另一方面,铁磁性板材经排焊机构加工后,移动座向靠近排焊机构的方向移动,直至移动座上的连接条移动至铁磁性板材的下方,第一电磁铁通电,从而将铁磁性板材的一端吸住,再随着移动座在第一支架上的移动,将加工好的铁磁性板材从排焊机构下方拉出,移动座移动到位后,第一电磁铁断电失去对铁磁性板材的磁吸作用,第三支架上的磁吸组件将铁磁性板材从移动座上吸起,铁磁性板材再跟随第三支架从第二支架的一端移动至另一端,而后将铁磁性板材放下,第二支架的另一端下方可对应设置输送带,这样铁磁性板材放下后,可随着输送带送出,或是在第二支架的另一端下方设置台面,这样铁磁性板材放下后,可暂时堆放在台面上。综上所述,本实用新型实现了铁磁性板材的自动下料,从而无需人工搬运,大大提高了生产效率。
6.本实用新型可进一步设置为所述的机体上设置有沿左右方向延伸的直线滑轨,所述滑板上固定设置有在直线滑轨上滑动的气动滑块,所述气动滑块与气源相连接。通过气源来驱动气动滑块在直线滑轨上滑移,从而使得滑板能在机体上左右移动。
7.本实用新型还可进一步设置为气动滑块上设置有卡接在直线滑轨上的卡接口,且卡接口的两侧和直线滑轨的两侧对应设置成构成相匹配卡接的凹凸部。这样设置,使得气动滑块与直线滑轨之间能形成可靠连接,有效避免气动滑块在滑移时出现晃动,从而使得排焊机构相对机体的左右移动更加平稳可靠。
8.本实用新型可进一步设置为所述磁吸组件包括第二电磁铁和用于驱动第二电磁铁升降的动力机构,动力机构固定装设在第三支架上,第二电磁铁装设在动力机构的输出端上。动力机构具体可以采用气缸,或者由电机及相关传动组件构成。这样在动力机构的作用下,第二电磁铁可以进行升降,从而实现将铁磁性板材吸起或放下操作。
9.本实用新型还可进一步设置为第三支架通过第一移动机构在第二支架上直线往返移动,第一移动机构包括第一电机和第一齿轮,第一电机装设在第三支架上,第一齿轮装设在第一电机的输出端上,第二支架上对应设置有与第一齿轮构成啮合的第一齿条。这样设置,第一电机工作,带动第一齿轮旋转,从而在第一齿条的配合下,使得第三支架可以在第二支架上直线往返移动。
10.本实用新型还可进一步设置为第三支架上还设置有多个滚轮,且滚轮的中部设置有弧形凹部,第二支架上对应设置有供滚轮在其上滚动的轨道,且轨道的上端呈弧形凸起,并与滚轮上的弧形凹部相嵌配。这样设置,不仅有助于第三支架的移动,而且在弧形凸起与弧形凹部的限位配合下,使得第三支架的移动能更加平稳。
11.本实用新型还可进一步设置为移动座通过第二移动机构在第一支架上直线往返移动,第二移动机构包括第二电机和主动齿轮,第二电机装设在移动座上,主动齿轮装设在第二电机的输出端上,移动座上还装设有多个从动齿轮,且多个从动齿轮分设在移动座两侧,第一支架上对应设置有与主动齿轮和从动齿轮构成啮合的第二齿条。这样设置,第二电机工作,带动主动齿轮旋转,从而在第二齿条的配合下,使得移动座可以在第一支架上直线往返移动,此外,从动齿轮的设置,不仅更有助于带动移动座移动,而且还使得移动座的移动更加平稳。
12.本实用新型还可进一步设置为移动座在其移动方向的两侧、以及第三支架在其移动方向的两侧均设置有用于控制其移动行程的限位开关。通过设置限位开关,这样在移动座或第三支架移动到位时,通过限位开关不仅能相应触发第一、二电机是否工作,而且还能相应触发第一、二电磁铁进行通电或断电操作,从而使得整个下料过程全自动化完成。
附图说明
13.图1为本实用新型的结构图;
14.图2为本实用新型的局部结构图;
15.图3为本实用新型中第一支架部分的结构图;
16.图4为本实用新型中第二、三支架部分的结构图;
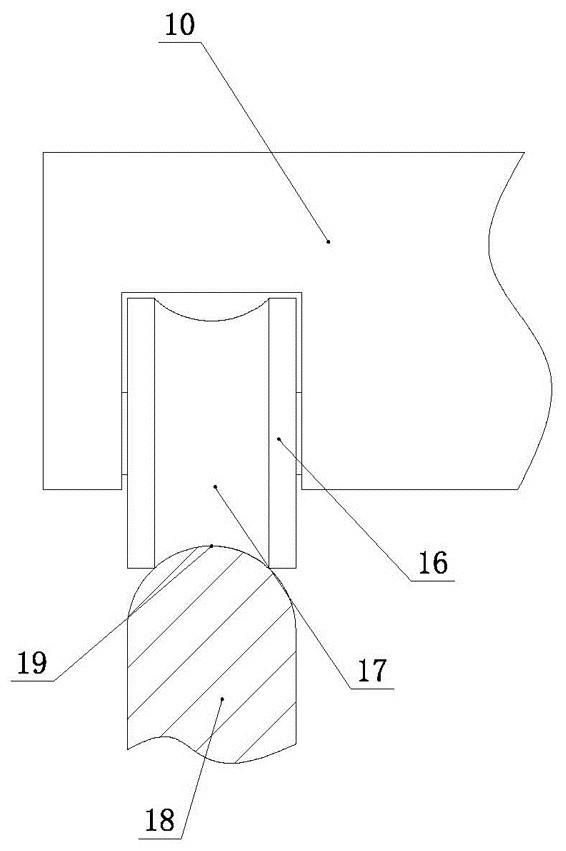
17.图5为图4的a部放大图;
18.图6为本实用新型中滚轮部分的结构图;
19.图7为本实用新型的局部结构分解图;
20.图8为本实用新型中气动滑块及直线滑轨的结构图。
具体实施方式
21.如图1-8所示给出了一种铁磁性板材自动排焊机,包括机体1和排焊机构2,机体1上形成有用于放置铁磁性板材3的加工平台4,排焊机构2位于加工平台4的上方,并包括有若干个沿线性排布设置的焊枪201,若干个焊枪201均装设在一滑板202上,所述滑板202装设在机体1上,并可在机体1上左右滑动,加工平台4的一侧设置有第一支架5,第一支架5上设置有在其上直线往返移动的移动座6,且移动座6在第一支架5上的移动方向与铁磁性板材3的进料方向在同一直线上,移动座6上装设有能移动至铁磁性板材3下方的连接条7,所述连接条7上设置有用于与铁磁性板材3形成磁吸配合的第一电磁铁8,第一支架5的上方设置有第二支架9,第二支架9上设置有在其上直线往返移动的第三支架10,且第三支架10在第二支架9上的移动方向与移动座6在第一支架5上的移动方向相垂直,第三支架10上设置有用于将铁磁性板材3吸起的磁吸组件。
22.采用上述结构,一方面,由于若干个焊枪201均装设在一滑板202上,而滑板202可在机体1上左右滑动,因此通过移动可实现对板材上位于两相邻焊枪201之间的部分进行加工。另一方面,铁磁性板材3经排焊机构2加工后,移动座6向靠近排焊机构2的方向移动,直至移动座6上的连接条7移动至铁磁性板材3的下方,第一电磁铁8通电,从而将铁磁性板材3的一端吸住,再随着移动座6在第一支架5上的移动,将加工好的铁磁性板材3从排焊机构2下方拉出,移动座6移动到位后,第一电磁铁3断电失去对铁磁性板材3的磁吸作用,第三支架10上的磁吸组件将铁磁性板材3从移动座6上吸起,铁磁性板材3再跟随第三支架10从第二支架9的一端移动至另一端,而后将铁磁性板材3放下,第二支架9的另一端下方可对应设置输送带,这样铁磁性板材3放下后,可随着输送带送出,或是在第二支架9的另一端下方设置台面,这样铁磁性板材3放下后,可暂时堆放在台面上。综上所述,本实用新型实现了铁磁性板材3的自动下料,从而无需人工搬运,大大提高了生产效率。
23.所述磁吸组件包括第二电磁铁11和用于驱动第二电磁铁11升降的动力机构12,动力机构12固定装设在第三支架10上,第二电磁铁11装设在动力机构12的输出端上。动力机构12具体可以采用气缸,或者由电机及相关传动组件构成。这样在动力机构12的作用下,第二电磁铁11可以进行升降,从而实现将铁磁性板材3吸起或放下操作。
24.第三支架10通过第一移动机构在第二支架9上直线往返移动,第一移动机构包括第一电机13和第一齿轮14,第一电机13装设在第三支架10上,第一齿轮14装设在第一电机13的输出端上,第二支架9上对应设置有与第一齿轮14构成啮合的第一齿条15。这样设置,第一电机13工作,带动第一齿轮14旋转,从而在第一齿条15的配合下,使得第三支架10可以在第二支架9上直线往返移动。
25.第三支架10上还设置有多个滚轮16,且滚轮16的中部设置有弧形凹部17,第二支架9上对应设置有供滚轮16在其上滚动的轨道18,且轨道18的上端呈弧形凸起19,并与滚轮16上的弧形凹部17相嵌配。这样设置,不仅有助于第三支架10的移动,而且在弧形凸起19与弧形凹部17的限位配合下,使得第三支架10的移动能更加平稳。
26.移动座6通过第二移动机构在第一支架5上直线往返移动,第二移动机构包括第二
电机20和主动齿轮21,第二电机20装设在移动座6上,主动齿轮21装设在第二电机20的输出端上,移动座6上还装设有多个从动齿轮22,且多个从动齿轮22分设在移动座6两侧,第一支架5上对应设置有与主动齿轮21和从动齿轮22构成啮合的第二齿条23。这样设置,第二电机20工作,带动主动齿轮21旋转,从而在第二齿条23的配合下,使得移动座6可以在第一支架5上直线往返移动,此外,从动齿轮22的设置,不仅更有助于带动移动座6移动,而且还使得移动座6的移动更加平稳。
27.移动座6在其移动方向的两侧、以及第三支架10在其移动方向的两侧均设置有用于控制其移动行程的限位开关24。通过设置限位开关24,这样在移动座6或第三支架10移动到位时,通过限位开关24不仅能相应触发第一、二电机是否工作,而且还能相应触发第一、二电磁铁进行通电或断电操作,从而使得整个下料过程全自动化完成。
28.所述的机体1上设置有沿左右方向延伸的直线滑轨203,所述滑板202上固定设置有在直线滑轨203上滑动的气动滑块204,所述气动滑块204与气源205相连接。通过气源205来驱动气动滑块204在直线滑轨203上滑移,从而使得滑板202能在机体1上左右移动。
29.气动滑块204上设置有卡接在直线滑轨203上的卡接口206,且卡接口206的两侧和直线滑轨203的两侧对应设置成构成相匹配卡接的凹凸部207。这样设置,使得气动滑块204与直线滑轨203之间能形成可靠连接,有效避免气动滑块204在滑移时出现晃动,从而使得排焊机构2相对机体1的左右移动更加平稳可靠。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1