一种凹台孔加工装置的制作方法
1.本实用新型属于机械加工领域,尤其涉及一种凹台孔加工装置。
背景技术:
2.在机械零件的加工过程中,工件的定位和固定至关重要,是保证其加工精度的前提。特别是,针对一些特殊零件的加工,为了保证加工精度和角度,往往需要花费大量的精力去寻找加工基准,成品率不高,例如:当产品左端内外形均为扁状腰形、且需要精车右端内孔与外径时,如何既保证左端不变形又能进行右端内外径加工的情况下,进行装夹,是此产品加工的关键。
技术实现要素:
3.有鉴于此,本实用新型提出一种凹台孔加工装置,采用新型结构利用端面外形均为扁状腰形的特点,合理设计加工装置,既保证左端不变形又能进行右端内外径加工,该装置装夹方便、准确、牢固,能够显著提升加工效率和加工质量。
4.本实用新型通过以下技术手段解决上述问题:
5.一种凹台孔加工装置,包括固定工件用的定位台、定位板和定位柱,其中:所述工件为圆柱壳体结构、且由圆环、连接臂和底壳组成;所述定位台由底座、腰型台和圆柱台组成,所述腰型台设置在底座上,所述圆柱台设置在腰型台上,腰型台和圆柱台的外部轮廓与底壳的内部轮廓相吻合;所述定位板为l型结构, l型结构的横臂上开设有安装定位柱用的定位槽,l型结构的竖臂用于接触底座上表面,l型结构的横臂用于压紧、固定底壳。
6.优选的,所述连接臂上设置有凹台孔。
7.优选的,所述底壳的两侧为平面结构,所述平面结构之间对称开设有多个窗口,底壳的内部设置有定位座,所述定位座的形状与圆柱台的形状相吻合。
8.优选的,所述底座上设置有安装定位柱用的螺纹孔。
9.优选的,所述腰型台由两侧定位平面和定位弧面组成,所述定位弧面的底部设置有梯形台。
10.优选的,所述定位柱由内六角连接头、光杆段和螺纹段组成。
11.本实用新型的一种凹台孔加工装置具有以下有益效果:
12.该装置包括固定工件用的定位台、定位板和定位柱,工件为圆柱壳体结构、且由圆环、连接臂和底壳组成;定位台由底座、腰型台和圆柱台组成,腰型台和圆柱台的外部轮廓与底壳的内部轮廓相吻合;定位板为l型结构,l型结构的横臂用于压紧、固定底壳。本实用新型采用新型结构,利用端面外形均为扁状腰形的特点,合理设计加工装置,既保证左端不变形又能进行右端内外径加工,该装置装夹方便、准确、牢固,能够显著提升加工效率和加工质量。
附图说明
13.下面结合附图和实施例对本实用新型作进一步描述。
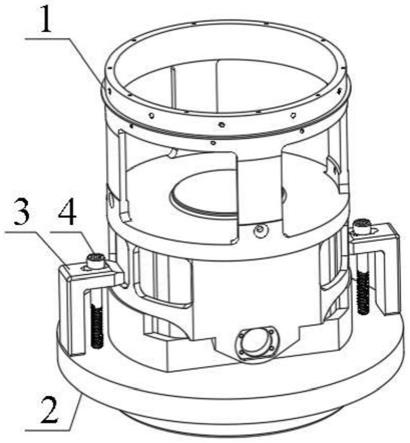
14.图1是本实用新型的整体结构示意图;
15.图2是本实用新型的管状工件第一结构示意图;
16.图3是本实用新型的管状工件第二结构示意图;
17.图4是本实用新型的定位台第一结构示意图;
18.图5是本实用新型的定位台第二结构示意图;
19.图6是本实用新型的定位板结构示意图。
20.图中,1
‑
工件、101
‑
圆环、102
‑
连接臂、103
‑
底壳、1021
‑
凹台孔、1031
‑
平面结构、1032
‑
窗口、1033
‑
定位座、2
‑
定位台、201
‑
底座、202
‑
腰型台、203
‑
圆柱台、2011
‑
螺纹孔、2021
‑
定位平面、2022
‑
定位弧面、2023
‑
梯形台、3
‑
定位板、 301
‑
定位槽、4
‑
定位柱、401
‑
内六角连接头、402
‑
光杆段、403
‑
螺纹段。
具体实施方式
21.在本实用新型的描述中,需要理解的是,术语“中心”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
22.以下将结合附图对本实用新型进行详细说明。
23.如图1至图6所示,该凹台孔加工装置包括固定工件1用的定位台2、定位板3和定位柱4,本实施例中,工件1为壳体结构,具体由圆环101、连接臂102 和底壳103组成,其中,连接臂102将圆环101和底壳103连接在一起,底壳 103上设置有凹台孔1021,在加工凹台孔1021时需要将工件1固定、以确保加工精度,由于工件为壳体结构,机械强度较低,加工过程易变性,因此,巧妙利用工件的结构特点,合理设计加工装置是提升加工效率和加工质量的核心。
24.如图所示,定位台2由底座201、腰型台202和圆柱台203组成,腰型台 202设置在底座201上,圆柱台203设置在腰型台202上,腰型台202和圆柱台 203的外部轮廓与底壳103的内部轮廓相吻合,利用腰型台202和圆柱台203填充在工件1内部,一方面提升了工件1的强度,另一方面可靠定位工件1。
25.本实施例中,定位板3为l型结构,l型结构的横臂上开设有安装定位柱4 用的定位槽301,l型结构的竖臂用于接触底座201上表面,l型结构的横臂用于压紧、固定底壳103。
26.需要说明的是,底壳103的两侧为平面结构1031,平面结构1031之间对称开设有多个窗口1032,底壳103的内部设置有定位座1033,定位座1033的形状与圆柱台203的形状相吻合。具体的,定位板3卡装在窗口1032上、通过定位柱4将工件1与定位台2固定。
27.图中,底座201上设置有安装定位柱4用的螺纹孔2011。
28.需要进一步说明的是,腰型台202由两侧定位平面2021和定位弧面2022 组成,定位弧面2022的底部设置有梯形台2023。定位柱4由内六角连接头401、光杆段402和螺纹段403组成,腰型台202的外轮廓与工件的内轮廓形状一致。
29.实际应用时,该加工装置以左端内腔φ78盲孔及腰型台圆弧直径为基准,与相应部位结合,然后,定位板和定位柱压夹于产品左端减重窗口侧面,这样就完成了产品装夹。因为右端是一个整体圆形,装夹方便,在右端未精加工之前,可加工左端内外形各部,并为使用该工装提供了条件,并避免了精加工左端各部对加工右端各部产生的变形影响。因此,在完成左端内外扁状腰形后,再精加工右端各内外径尺寸,对产品的形位公差就会影响甚少。该工装以φ180 外径为夹持部,校正φ78及φ20右端面。使用该工装有效地解决了腰形孔装夹精加工右端各内外径问题,避免了装夹变形,并有效的保证了产品的形位公差。
30.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1