防喷器同轴销钻切磨组合装置的制作方法
1.本实用新型涉及一种防喷器配件,尤其涉及一种防喷器同轴销钻切磨组合装置。
背景技术:
2.防喷器是井控装置的关键部分,主要用于钻井、采油、试油的中途测试和新井射孔的井下作业、捞油作业等,在作业中控制井口压力,有效地防止井喷事故的发生。因此对防喷器的生产加工质量控制十分严格,以保证操作人员和设备的安全,这对防喷器每一个部件的加工要求也越来越高,防喷器密封部件胶芯连接轴销就是其中比较重要的一个连接部件。现有的防喷器密封部件胶芯连接轴销需要经过钻孔、切割、打磨等多道工序,这些工序需要频繁进行拆卸和装夹,加工步骤过多难以保证轴销的同轴度、位置度和垂直度以及薄壁工件钻孔加工质量,从而导致注胶水平轴销孔不同心有偏差,容易造成组装误差,即使勉强组装成功这对后期整机密封有很大的影响,存在一定的安全隐患,也会对后期售后服务带来很大难度。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种操作简便、一体化精度高的防喷器同轴销钻切磨组合装置。
4.为了解决上述技术问题,本实用新型采用的技术方案是:防喷器同轴销钻切磨组合装置,包括:底座,在所述底座上设置有横向滑轨,移动工作台通过滚轮横向滚动设置在滑轨上,在所述移动工作台的上端均匀设置有若干定位座,在相邻两个定位座之间设置有切割间隙,在所述定位座的中部分别设置有横向拉光圆固定孔,在所述定位座的上端两侧对称设置有与横向拉光圆固定孔相互连通的竖向钻头插孔,在所述定位座的前端两侧对称设置有与横向拉光圆固定孔相互连通的纵向锁紧螺钉孔,在所述锁紧螺栓孔内分别螺接有与其相互配合的纵向锁紧螺钉,在所述纵向锁紧螺钉下端的定位座内倾斜设置有工件滑槽,所述工件滑槽的倾斜上端与拉光圆固定孔相互连通,所述工件滑槽的倾斜下端与外部相互连通,在所述移动工作台后端的底座上设置有固定支架,在所述固定支架的上端设置有装置动力源,在所述装置动力源的下端一侧设置有钻进轴、电钻开关和钻进手轮,所述钻进轴和电钻开关与装置动力源相连接,所述钻进手轮与钻进轴相连接,在所述钻进轴的下端设置有钻头,在所述装置动力源的下端另一侧设置有切割传动轴、切割开关和切割手轮,所述切割传动轴和切割开关与装置动力源相连接,所述切割手轮与切割传动轴相连接,在所述切割传动轴的下端设置有切割刀片和与定位座相互配合的定位安全罩,在所述切割刀片的中部两侧对称设置有锥形磨角凸台。
5.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:在所述竖向钻头插孔内设置有t型钻孔护套,所述t型钻孔护套的头部支撑在定位座的上端。
6.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:在所述工件滑槽下端的移动工作台前端设置有工件收集盘。
7.为了更好地解决上述技术问题,本实用新型采用的进一步技术方案是:在所述移动工作台的下端设置有限位锁紧机构。
8.本实用新型的优点是:上述防喷器同轴销钻切磨组合装置,质量安全可靠、体积小、重量轻、结构紧凑,有效控制加工中产品的同轴度、位置度和垂直度;减少频繁装夹次数,缩短了加工周期,取缔了过程中误差;确保薄壁工件钻孔的安全性;组合装置操作简便、一体化精度高;安全环保,节能减排,加工成本低。
附图说明
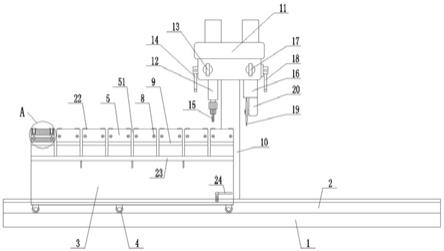
9.图1为本实用新型防喷器同轴销钻切磨组合装置的结构示意图。
10.图2为图1的左视结构示意图。
11.图3为图1中切割刀片切磨拉光圆状态的结构示意图。
12.图4为图1中a处的放大结构示意图。
13.图中:1、底座,2、横向滑轨,3、移动工作台,4、滚轮,5、定位座,51、
14.切割间隙,6、横向拉光圆固定孔,7、竖向钻头插孔,8、纵向锁紧螺钉,9、工件滑槽,10、固定支架,11、装置动力源,12、钻进轴,13、电钻开关,14、钻进手轮,15、钻头,16、切割传动轴,17、切割开关,18、切割手轮,19、切割刀片,20、定位安全罩,21、锥形磨角凸台,22、t型钻孔护套,221、头部,23、工件收集盘,24、限位锁紧机构,25、拉光圆。
具体实施方式
15.下面结合附图和具体实施例详细描述一下本实用新型的具体内容。
16.如图1、图2、图3、图4所示,防喷器同轴销钻切磨组合装置,包括:底座1,在所述底座1上设置有横向滑轨2,移动工作台3通过滚轮4横向滚动设置在滑轨2上,在所述移动工作台3的上端均匀设置有若干定位座5,在相邻两个定位座5之间设置有切割间隙51,在所述定位座5的中部分别设置有横向拉光圆固定孔6,在所述定位座5的上端两侧对称设置有与横向拉光圆固定孔6相互连通的竖向钻头插孔7,在所述定位座5的前端两侧对称设置有与横向拉光圆固定孔6相互连通的纵向锁紧螺钉孔,在所述锁紧螺钉孔内分别螺接有与其相互配合的纵向锁紧螺钉8,在所述纵向锁紧螺钉8下端的定位座5内倾斜设置有工件滑槽9,所述工件滑槽9的倾斜上端与拉光圆固定孔6相互连通,所述工件滑槽9的倾斜下端与外部相互连通,在所述移动工作台3后端的底座1上设置有固定支架10,在所述固定支架10的上端设置有装置动力源11,在所述装置动力源11的下端一侧设置有钻进轴12、电钻开关13和钻进手轮14,所述钻进轴12和电钻开关13与装置动力源11相连接,所述钻进手轮14与钻进轴12相连接,在所述钻进轴12的下端设置有钻头15,在所述装置动力源11的下端另一侧设置有切割传动轴16、切割开关17和切割手轮18,所述切割传动轴16和切割开关17与装置动力源11相连接,所述切割手轮18与切割传动轴16相连接,在所述切割传动轴16的下端设置有切割刀片19和与定位座5相互配合的定位安全罩20,在所述切割刀片19的中部两侧对称设置有锥形磨角凸台21。
17.如图1、图2、图3、图4所示,在本实例中,为了保护竖向钻头插孔7,防止竖向钻头插孔7被损伤,在所述竖向钻头插孔7内设置有t型钻孔护套22,所述t型钻孔护套22的头部221支撑在定位座5的上端。
18.如图1、图2所示,在本实例中,为了方便接料,在所述工件滑槽9下端的移动工作台3前端设置有工件收集盘23。
19.如图1、图2所示,在本实例中,为了对移动工作台3进行定位,在所述移动工作台3的下端设置有限位锁紧机构24。
20.工作原理:将组合装置上的底座1上的限位锁紧机构24左旋松开,后推动移动工作台3至底座1的最左侧再右旋转限位锁紧机构24使其移动工作台3固定在底座1上;松开所有定位座5上的纵向锁紧螺钉8,接着将用于切割同轴销的额定长度的拉光圆25从移动工作台3的左侧插入到所有横向拉光圆固定孔6中,使拉光圆25左右两侧与移动工作台3的两侧相平即可,调整孔内拉光圆的位置处于横向拉光圆固定孔6的正中,此时分别右旋全部纵向锁紧螺钉8(锁紧即可,过紧易损伤工件)。接着将全部t型钻孔护套22插入到竖向钻头插孔7中,左旋底座1上的限位锁紧机构24使其松开后慢慢移动移动工作台3直至固定支架10上方的钻头15对准t型钻孔护套22(t型钻孔护套22的作用是能够在多次钻孔中,钻头不会损伤竖向钻头插孔7,如果t型钻孔护套22损伤后立即更新,目的是保证了钻孔的垂直度、同轴度及位置度)。接着依次从右向左钻孔(左旋电钻开关13启动装置动力源11带动钻进轴12和钻头15转动,扳动钻进手轮14使钻头进尺钻孔),在钻孔的过程中,随着钻孔的需要应不断松紧限位锁紧机构以固定配合横向依次钻孔。
21.当移动工作台3上的孔钻至最左边的孔后,右旋关闭电钻开关13停止电机转动,松开钻进手轮14使用钻头15回升离开定位座5;接着左旋切割开关17,启动装置动力源11带动切割传动轴16传动,切割刀片19依次从左向右转动切割,切割时应松开限位锁紧机构24调整移动工作台3上相邻两个定位座5之间的切割间隙51正好对准切割刀片19的厚度中心,避免损伤两个定位座5之间的切割间隙51,向下扳动切割手轮18使刀片向下切割拉光圆,继续扳动切割手轮18直至定位安全罩20达到定位座5的上方无法向下时,此时拉光圆25的切割部位处于磨角状态,切割处通过切割刀片两侧的锥形磨角凸台实现磨角,从而形成无毛刺倒角,整个过程利用限位锁紧机构24以固定配合定位切割。
22.当移动工作台3上的切割刀片19切割到最右切割间隙51时,右旋关闭切割开关17停止电机转动,松开切割手轮18使切割传动轴16和切割刀片19回升离开定位座5;此时专用六角扳手依次左旋松开全部纵向锁紧螺钉8,松开达到一定程度后,里面成型的同轴销自动从工件滑槽9滑下来进入到工件收集盘23中此时收集保存即可。
23.上述防喷器同轴销钻切磨组合装置,质量安全可靠、体积小、重量轻、结构紧凑,有效控制加工中产品的同轴度、位置度和垂直度;减少频繁装夹次数,缩短了加工周期,取缔了过程中误差;确保薄壁工件钻孔的安全性;组合装置操作简便、一体化精度高;安全环保,节能减排,加工成本低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1