一种铝合金型材切角加工装置的制作方法
1.本实用新型涉及一种机械加工装置,更具体的说,尤其涉及一种铝合金型材切角加工装置。
背景技术:
2.铝合金型材以其优良的耐腐蚀性和质轻的优点,在诸如门窗等场合广泛应用,在铝合金型材形成门框架或窗户框架的时,需要将相邻边框的铝合金型材拼接在一起,受拼接后的框架要具备良好密封性能的要求,这就要求相邻铝合金型材的连接处要“严丝合缝”。为了达到连接处的密封要求,目前通常的做法是将铝合金型材的端部加工成一定角度(通常为45
°
)的切角,铝合金型材经切角拼接在一起,以保证密封性。受人力成本提升的影响,目前通过人工切割切角的方式逐渐被淘汰,这就需要设计一种可对铝合金型材进行自动加工切角的装置。
技术实现要素:
3.本实用新型为了克服上述技术问题的缺点,提供了一种铝合金型材切角加工装置。
4.本实用新型的铝合金型材切角加工装置,包括第一物料架、第二物料架和切角加工中心,第一物料架和第二物料架分别位于切角加工中心的两侧,第一物料架和第二物料架用于运送待加工铝合金型材,切角加工中心对待加工铝合金型材的端部进行切角;其特征在于:所述切角加工中心由机架、物料台、第一切割刀盘和第二切割刀盘组成,物料台设置于机架的中央,物料台用于承载铝合金型材;机架上固定有相互平行的第一竖向导轨和第二竖向导轨,第一切割刀盘经第一滑块设置于第一竖向导轨上,第二切割刀盘经第二滑块设置于第二竖向导轨上,第一滑块和第二滑块上均设置有分别驱使第一切割刀盘和第二切割刀盘转动的切割电机。
5.本实用新型的铝合金型材切角加工装置,所述第一切割刀盘和第二切割刀盘两者之中有一个固定、有一个方向可调;当第二切割刀盘固定时,第一切割刀盘对铝合金型材的切角方向与进料方向的夹角可在90
°
~135
°
之间调节;当第一切割刀盘固定时,第二切割刀盘对铝合金型材的切角方向与进料方向的夹角可在45
°
~90
°
之间调节。
6.本实用新型的铝合金型材切角加工装置,所述第一切割刀盘和第二切割刀盘下方的物料台上均设置有对待加工铝合金型材进行夹持的物料压板。
7.本实用新型的铝合金型材切角加工装置,所述物料台的中央设置有对待加工的铝合金型材进行支撑的滚筒。
8.本实用新型的铝合金型材切角加工装置,所述第一物料架和第二物料架上分别设置有第一传送装置和第二传送装置,第一传送装置和第二传送装置用于运送铝合金型材,第一物料架、第二物料架上分别设置有上料导轨和下料导轨,上料导轨和下料导轨的长度方向与第一物料架和第二物料架上所摆放的加工前后的铝合金型材长度方向一致;上料导
轨和下料导轨上分别设置有上料控制中心和下料控制中心,上料控制中心用于将第一物料架上的待加工铝合金型材输送至切角加工中心中,下料控制中心用于将切角加工中心加工完毕的铝合金型材放置到第二物料架上。
9.本实用新型的铝合金型材切角加工装置,所述上料控制中心上设置有用于顶在待加工铝合金型材端部的推杆。
10.本实用新型的有益效果是:本实用新型的铝合金型材切角加工装置,通过在切角加工中心的两侧分别设置第一、第二物料架,实现了加工前后铝合金型材的放置和运送;通过设置由物料台、第一和第二竖向导轨、滑块、切割刀盘和切割电机构成的切角加工中心,待加工铝合金型材进入到物料台上后,经物料压板的压持固定后,在第一或第二切割刀盘的作用下可切割出满足要求的切角(如45
°
切角),第一、第二切割刀盘可实现90
°
夹角的切割,所加工的切角可保证铝合金型材拼接后严丝合缝,解决了现有人工切割效率低、质量不统一的弊端。
附图说明
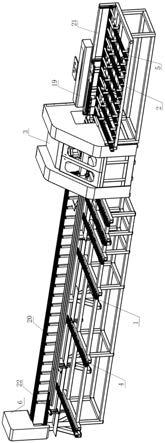
11.图1为本实用新型的铝合金型材切角加工装置的结构示意图;
12.图2为本实用新型中切角加工中心的结构示意图;
13.图3为本实用新型中切角加工中心对铝合金型材进行切角加工的示意图。
14.图中:1第一物料架,2第二物料架,3切角加工中心,4第一传送装置,5第二传送装置,6上料控制中心,7机架,8第一切割刀盘,9第二切割刀盘,10第一竖向导轨,11第二竖向导轨,12第一滑块,13第二滑块,14切割电机,15物料压板,16滚筒,17铝合金型材,18物料台,19下料控制中心,20上料导轨,21下料导轨,22推杆。
具体实施方式
15.下面结合附图与实施例对本实用新型作进一步说明。
16.如图1所示,给出了本实用新型的铝合金型材切角加工装置的结构示意图,其由第一物料架1、第二物料架2、切角加工中心3、第一传送装置4、第二传送装置5、上料控制中心6和下料控制中心19组成,第一物料架1和第二物料架2分别设置于切角加工中心3的两侧,用于承载和运送待加工的铝合金型材,切角加工中心3实现对铝合金型材的加工,用于将铝合金型材的两端锯切成所需的切角形状。所示的第一物料架1和第二物料架2上分别设置有第一传送装置4和第二传送装置5,用于实现地加工前后铝合金型材的运送。待加工的铝合金型材在第一传送装置4上间隔放置,第一传送装置4用于将待加工的铝合金型材依次运送到与上料控制中心6对其的位置,以便将铝合金型材完全推入到切角加工中心3中。
17.第一物料架1上设置有上料导轨20,第二物料架2上设置有下料导轨21,上料导轨20和下料导轨21的长度方向与第一物料架1和第二物料架上2所摆放的加工前后的铝合金型材长度方向一致。上料控制中心6设置在上料导轨20上,以便通过沿上料导轨20的移动将待加工的铝合金型材送入到切角加工中心3中。所示的上料控制中心6上设置有推杆22,以便将推杆22顶在待加工铝合金型材端部,将铝合金型材输入切角加工中心3中。
18.下料控制中心19设置在下料导轨上,下料控制中心19用于将切角加工中心加工完毕的铝合金型材放置到第二物料架2上,放置于第二物料架2上的铝合金型材,在第二传送
装置5的驱动作用下使加工后的型材沿第二物料架2宽度方向运动,以实现加工后铝合金型材在第二物料架2上的间隔排布。
19.如图2所示,给出了本实用新型中切角加工中心的结构示意图,所示的切角加工中心3由机架7、物料台18、第一切割刀盘8、第二切割刀盘9、第一竖向导轨10、第二竖向导轨11、第一滑块12、第二滑块13以及切割电机14组成,机架7起固定和支撑作用,物料台18设置于机架7的中央,物料台18实现对待切角的铝合金型材的承载。第一竖向导轨10和第二竖向导轨11以竖直方向平行地固定于机架7上,第一滑块12和第二滑块13分别设置于第一竖向导轨10和第二竖向导轨11上。
20.为了实现第一滑块12在第一竖向导轨10上的移动,以及第二滑块13在第二竖向导轨11上的移动,还设置有由螺母、丝杠和升降电机构成的驱动装置,螺母与第一滑块12和第二滑块13相固定,丝杠与螺母经螺纹配合并竖向设置,升降电机的输出轴与丝杠的一端传动连接,这样,在升降电机的驱动作用下,即可驱使第一滑块12和第二滑块13升降。
21.所示的第一滑块12和第二滑块13上固定有切割电机14,第一切割刀盘8固定于第一滑块12上的切割电机14的输出轴上,第二切割刀盘9固定于第二滑块13上的切割电机的输出轴上。第一切割刀盘8和第二切割刀盘9两者之中有一个固定、有一个方向可调;当第二切割刀盘固定时,第一切割刀盘8对铝合金型材的切角方向与进料方向的夹角可在90
°
~135
°
之间调节,当第一切割刀盘固定时,第二切割刀盘9对铝合金型材的切角方向与进料方向的夹角可在45
°
~90
°
之间调节,以保证切割出来的铝合金型材可严丝合缝地拼接在一起。
22.所示的第一切割刀盘8和第二切割刀盘9下方的物料台18上均设置有物料压板15,物料压板15用于将待切角的铝合金型材压持固定,以保证在切角加工的过程中铝合金型材不发生移位。所示物料台18的中央设置有滚筒16,滚筒用于支撑放置于物料台18上的铝合金型材,避免铝合金型材被刮伤。
23.如图3所示,给出了本实用新型中切角加工中心对铝合金型材进行切角加工的示意图,在加工的过程中,第一物料架1上的待切角的铝合金型材在第一传送装置4的带动下,将最内侧的铝合金型材驱动至与上料控制中心6对其的位置,上料控制中心6上的推杆顶在铝合金型材的端部,将铝合金型材输送至切角加工中心3中进行加工;进入到切角加工中心3中的铝合金型材移动到位,然后由物料压板15将铝合金型材施压固定,被夹持后的铝合金型材首先经第一切割刀盘8进行切角加工,然后再由第二切割刀盘9进行切角加工;加工完毕后的铝合金型材被下料控制中心19移出后放置于第二物料架2上,并由第二传送装置5将其向外移动,以空出位置进行下一段铝合金型材的放置;如此循环往复,实现铝合金型材的连续切角加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1