一种冲压件生产加工用整型装置的制作方法
1.本实用新型属于冲压机构技术领域,具体是一种冲压件生产加工用整型装置。
背景技术:
2.冲压件是靠压力计和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的工件的成形加工方法。冲压和锻造同属塑性加工合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。
3.现有的整型装置在使用的一般成型的装置都是固定的,这样在使用的时候若是需要更改不同的模具,可能需要专业的工具进行拆卸,这样会导致拆卸不方便的问题。
技术实现要素:
4.本实用新型的目的在于克服现有技术的缺陷,提供一种冲压件生产加工用整型装置。
5.为实现上述目的,本实用新型采用了如下技术方案:
6.一种冲压件生产加工用整型装置,包括气缸组件,所述气缸组件安装在第一承接板的上方轴心处,所述第一承接板的下方两侧各设置有一个竖杆,两个所述竖杆的下方设置有第二承接板,所述第二承接板的下方设置有垫脚,所述第二承接板的上方轴心处设置有限位机构,所述限位机构的上方设置有模具,所述模具的上方设置有压杆,所述压杆的上方设置有连接块。
7.优选的,所述模具是由插接柱、支板、连接板与框架组成,所述支板安装在插接柱的上方,所述框架安装在支板的上方轴心处,所述连接板安装在支板与框架的相交处。
8.优选的,所述限位机构是由底板、第一限位杆、横板、顶板与第二限位杆组成,所述第一限位杆安装在底板的上方一侧,所述第二限位杆安装在底板上方远离第一限位杆的一侧,所述横板安装在第一限位杆与第二限位杆的内部轴心处,所述顶板安装在第一限位杆与第二限位杆的上方。
9.优选的,所述竖杆均为圆柱体结构,所述竖杆共设置有两个,两个所述竖杆靠近第一承接板的一侧各设置有一个连接螺母。
10.优选的,所述横板均为板状结构,所述横板两端与轴心处均设置有圆形的孔洞,所述横板内部轴心处的孔洞尺寸大于两端的孔洞尺寸。
11.优选的,所述插接柱为圆锥形的结构,所述插接柱靠近支板的上方轴心处的截面直径小于远离支板的截面直径。
12.优选的,所述气缸组件与电源电性连接,所述气缸组件的内部轴心处设置有传动轴,所述气缸组件与第一承接板的相交处设置有螺栓。
13.本实用新型中通过将传统的将模具采用螺栓固定的方式更改为现有的采用在模具的底端设置有插接柱,同时在限位机构的底端设置有插接孔,这样在插接柱与插接孔相互连接时,可以通过插接柱将该模具固定在限位机构内部的插接孔内,避免了在安装不同
规格的模具时出现固定不方便的问题发生;
14.本实用新型中通过在模具的上方设置有限位机构,并且在限位机构的内部设置有横板,横板与第一限位杆和第二限位杆套接固定,这样可以使得在横板的作用下达到限位的作用。
附图说明
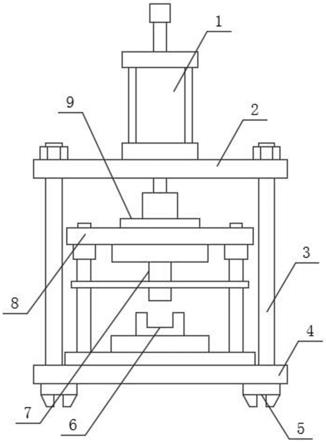
15.图1是本实用新型的冲压件生产加工用整型装置正视结构示意图;
16.图2是本实用新型中模具剖视结构示意图;
17.图3是本实用新型中限位机构正视结构示意图。
18.附图标记:1、气缸组件;2、第一承接板;3、竖杆;4、第二承接板;5、垫脚;6、模具;61、插接柱;62、支板;63、连接板;64、框架;7、压杆;8、限位机构;81、底板;82、第一限位杆;83、横板;84、顶板;85、第二限位杆;9、连接块。
具体实施方式
19.以下结合附图1
‑
3,进一步说明本实用新型一种冲压件生产加工用整型装置的具体实施方式。本实用新型一种冲压件生产加工用整型装置不限于以下实施例的描述。
20.实施例1:
21.本实施例给出:一种冲压件生产加工用整型装置,包括气缸组件1,气缸组件1与电源电性连接,气缸组件1的内部轴心处设置有传动轴,气缸组件1与第一承接板2的相交处设置有螺栓,气缸组件1安装在第一承接板2的上方轴心处,第一承接板2的下方两侧各设置有一个竖杆3,竖杆3均为圆柱体结构,竖杆3共设置有两个,两个竖杆3靠近第一承接板2的一侧各设置有一个连接螺母,两个竖杆3的下方设置有第二承接板4,第二承接板4的下方设置有垫脚5,第二承接板4的上方轴心处设置有限位机构8,限位机构8的上方设置有模具6,模具6的上方设置有压杆7,压杆7的上方设置有连接块9。
22.通过采用上述技术方案:
23.模具6是由插接柱61、支板62、连接板63与框架64组成,支板62安装在插接柱61的上方,插接柱61为圆锥形的结构,插接柱61靠近支板62的上方轴心处的截面直径小于远离支板62的截面直径,框架64安装在支板62的上方轴心处,连接板63安装在支板62与框架64的相交处,通过连接板63的设置,从而可以更好的进行安装。
24.通过采用上述技术方案:
25.限位机构8是由底板81、第一限位杆82、横板83、顶板84与第二限位杆85组成,第一限位杆82安装在底板81的上方一侧,第二限位杆85安装在底板81上方远离第一限位杆82的一侧,横板83安装在第一限位杆82与第二限位杆85的内部轴心处,横板83均为板状结构,横板83两端与轴心处均设置有圆形的孔洞,横板83内部轴心处的孔洞尺寸大于两端的孔洞尺寸,顶板84安装在第一限位杆82与第二限位杆85的上方。
26.工作原理:当要进行该装置的使用时,这时首先取出待要加工的工件,然后将待要加工的工件放置在模具6的内部,之后将该装置接通电源,然后打开开关,这样在开关的作用下气缸组件1运动,在气缸组件1的作用下带动压杆7向着靠近模具6的方向移动,直至将工件挤压成型即可,
27.并且压杆7在下降的过程中,通过限位机构8的作用下,这样可以使得压杆7不会出现偏差的现象,从而避免了加工出现错误的现象,
28.而且若是需要更换不同的模具6时,这时直接将模具6与限位机构8内部的底板81相互分离,然后更换上不同规格的模具6,并且不通过规格的模具6底端的插接柱61的尺寸均相同,这样可以快速方便的进行模具6的更换,不会出现损坏的现象,这样就完成了该装置的使用了。
技术特征:
1.一种冲压件生产加工用整型装置,包括气缸组件(1),其特征在于:所述气缸组件(1)安装在第一承接板(2)的上方轴心处,所述第一承接板(2)的下方两侧各设置有一个竖杆(3),两个所述竖杆(3)的下方设置有第二承接板(4),所述第二承接板(4)的下方设置有垫脚(5),所述第二承接板(4)的上方轴心处设置有限位机构(8),所述限位机构(8)的上方设置有模具(6),所述模具(6)的上方设置有压杆(7),所述压杆(7)的上方设置有连接块(9)。2.如权利要求1所述的一种冲压件生产加工用整型装置,其特征在于:所述模具(6)是由插接柱(61)、支板(62)、连接板(63)与框架(64)组成,所述支板(62)安装在插接柱(61)的上方,所述框架(64)安装在支板(62)的上方轴心处,所述连接板(63)安装在支板(62)与框架(64)的相交处。3.如权利要求1所述的一种冲压件生产加工用整型装置,其特征在于:所述限位机构(8)是由底板(81)、第一限位杆(82)、横板(83)、顶板(84)与第二限位杆(85)组成,所述第一限位杆(82)安装在底板(81)的上方一侧,所述第二限位杆(85)安装在底板(81)上方远离第一限位杆(82)的一侧,所述横板(83)安装在第一限位杆(82)与第二限位杆(85)的内部轴心处,所述顶板(84)安装在第一限位杆(82)与第二限位杆(85)的上方。4.如权利要求1所述的一种冲压件生产加工用整型装置,其特征在于:所述竖杆(3)均为圆柱体结构,所述竖杆(3)共设置有两个,两个所述竖杆(3)靠近第一承接板(2)的一侧各设置有一个连接螺母。5.如权利要求3所述的一种冲压件生产加工用整型装置,其特征在于:所述横板(83)均为板状结构,所述横板(83)两端与轴心处均设置有圆形的孔洞,所述横板(83)内部轴心处的孔洞尺寸大于两端的孔洞尺寸。6.如权利要求2所述的一种冲压件生产加工用整型装置,其特征在于:所述插接柱(61)为圆锥形的结构,所述插接柱(61)靠近支板(62)的上方轴心处的截面直径小于远离支板(62)的截面直径。7.如权利要求1所述的一种冲压件生产加工用整型装置,其特征在于:所述气缸组件(1)与电源电性连接,所述气缸组件(1)的内部轴心处设置有传动轴,所述气缸组件(1)与第一承接板(2)的相交处设置有螺栓。
技术总结
本申请提供了一种冲压件生产加工用整型装置,包括气缸组件,所述气缸组件安装在第一承接板的上方轴心处,所述第一承接板的下方两侧各设置有一个竖杆,两个所述竖杆的下方设置有第二承接板,本实用新型中通过将传统的将模具采用螺栓固定的方式更改为现有的采用在模具的底端设置有插接柱,同时在限位机构的底端设置有插接孔,这样在插接柱与插接孔相互连接时,可以通过插接柱将该模具固定在限位机构内部的插接孔内,避免了在安装不同规格的模具时出现固定不方便的问题发生,本实用新型中通过在模具的上方设置有限位机构,并且在限位机构的内部设置有横板,横板与第一限位杆和第二限位杆套接固定,这样可以使得在横板的作用下达到限位的作用。到限位的作用。到限位的作用。
技术研发人员:贾德超 杨磊 李远见
受保护的技术使用者:长春奥生汽车零部件有限责任公司
技术研发日:2021.06.08
技术公布日:2021/12/10
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1