接装纸激光、静电打孔一体机的制作方法
1.本实用新型涉及接装纸加工设备,特别是一种激光、静电打孔一体机。
背景技术:
2.卷烟通风稀释技术是卷烟减害降焦的一种重要手段,它能使卷烟烟气中绝大多数物质得到有效降低,特别是对于扩散系数较高的气相成份效果尤为明显。卷烟的滤嘴稀释率一般是通过其上所用的接装纸的打孔透气度来控制的,研究人员发现采用打孔接装纸可以有效的控制烟支焦油量,这一技术作为一种更新更有效的降焦技术发展迅猛,而打孔接装纸的透气度大小则直接影响烟支焦油量的大小。在打孔区域内,孔眼大小、密度的规则性、排列的一致性直接影响接装纸透气度的稳定性。
3.目前开发和利用的接装纸打孔技术主要包括机械打孔、电火花打孔、静电打孔、激光打孔等,静电打孔是通过电火花放电燃烧纸张进行打孔的,在打孔区域内呈不规则散射状的微型孔带,可以产生直径为0 .01mm很小的孔,其优点是在最小的打孔面积内实现更多的孔目数。孔眼不明显和小孔的高密度,能达到较大的co降低率,一般多用于对减少焦油量和尼古丁含量要求不高的场合,空气透过接装纸上的小孔或垂直或斜向进入滤嘴,所以,透过接装纸实际影响透气度的气流面积要比打孔面积大,接装纸在同样的透气度条件下,大量的小孔比少量的大孔气流通过量要高。静电打孔的透气度范围一般为80cu—300cu,缺点是由于燃烧,孔的大小分布不均,透气度不稳定。
4.激光打孔由于具有孔的直径和位置可以非常准确地控制、打孔均匀、透气度稳定、无异味、效率高的特点,激光打孔的透气度范围一般为300cu—3000cu,所以激光打孔可以实现较高透气度的打孔。但激光不能打出直径小于0 .05mm的孔,耗能高,易形成烧痕,影响外观。
技术实现要素:
5.为了克服现有技术的上述缺点,本实用新型提供一种高低打孔透气度相互结合,具有良好物理降焦功能的接装纸激光、静电打孔一体机。
6.为达到上述目的,本发明采用如下技术方案:一种接装纸激光、静电打孔一体机,包括电控柜1,设置在电控柜1面板上的静电打孔装置、激光打孔装置、走纸机构、纠偏装置、在线透气度质量监控装置和控制面板;所述静电打孔装置和激光打孔装置前后设置在接装纸路线上,所述电控柜1为矩形柜,所述静电打孔装置、激光打孔装置、走纸机构、纠偏机构、在线透气度质量监控装置及控制面板均与电控柜1信号连接。
7.所述静电打孔装置位于电控柜1面板左侧,包括静电控制面板2、打孔柜体3,电极发生器4,所述打孔柜体3位于电控柜1左侧的正面中点,所述静电控制面板2位于打孔柜体3左上角的电控柜1上,打孔柜体3的前端面为开口结构,前端面的开口设有双开门,双开门上设有透明可视窗,双开门的内四边设有橡胶密封圈,打孔柜体3底面的左端开设有进纸孔、右端开设有出纸孔,进纸孔与出纸孔之间为静电打孔工位,打孔柜体3内设有若干等距排列
的电极条安装架19,所述电极发生器4位于打孔柜体3内的安装架19上,且可以沿安装架19纵向调整,电极发生器4的上方设有若干导纸辊,下方的进纸孔和出纸孔之间设有导纸辊,出纸孔下方导纸辊旁设置出纸传感器20,所述电极发生器4由两条电极条结合构成。
8.所述电极条由矩形陶瓷条7和瓷盖8组成,矩形陶瓷条7内设有凹槽9形成矩形框条,凹槽9内底部开设有若干等距排列的导电槽10,导电槽10内设有导电珠11,且导电槽10的左右两端末开设有贯穿陶瓷条7的针孔12,凹槽9上还设有与之卡合的瓷盖8,所述瓷盖8位于凹槽9内的部分与凹槽上部形状相匹配,高出凹槽9的部分为梯形条,瓷盖8上贯穿有若干与陶瓷条7的针孔12相对的孔眼,与孔眼间隔一定距离还设有若干通气孔,所述针孔12内设有放电针13,放电针13的针头穿出瓷盖8的孔眼外,陶瓷条9底端的两端末设有进气管14和高压电管15,高压电管15和进气管14与陶瓷条7的内部接通,进气管14另一端与机体内的吹气泵相接,吹吸泵的输入端与控制面板2连接,高压电管15内设有高压电线,高压电线与导电珠11相接。
9.所述激光打孔装置通过纵向轴可纵向调整地安装于电控柜1面板右侧,由激光器5和光学系统组成,所述激光器5下面形成激光打孔工位,激光器5左侧设有激光器面板6,激光器5进纸端的左下方设有跟踪纠偏机构21,所述光学系统采用旋转棱镜反射连续激光束到纸张上实现穿孔,孔径可通过射束遮拦技术和改变激光束强度、焦距、走纸速度来调节,孔的形状取决于如何切断激光束,穿孔行数由激光束数目决定,激光器5出纸端的右下方设有在线透气度质量监控装置。
10.电控柜1内部安装有传动装置用于驱动走纸机构,所述走纸机构由放卷辊16、收卷辊17、若干导纸辊和张力调节装置组成,所述放卷辊16位于电控柜1正面左端,收卷辊17位于电控柜1正面右端,放卷辊16与收卷辊17处于同一水平高度,所述张力调节装置位于放卷辊16右下侧。
11.为了防止被灼伤,所述激光器5外设有可开合的防护罩18。
12.电控柜1内的控制器主要通过操作台进行操作,操作台内设置的控制软件以windows系统操作平台,全中文界面,操作简单,电控柜1内控制器的控制功能包含整机plc逻辑控制、收放卷辊控制、光学机构运动控制;整机逻辑控制采用打孔机控制软件,界面明亮友好,方便操作管理;收放卷辊控制采用德国lenze伦茨高精度收放卷控制,电机转速信号、测速编码器信号、恒张力辊机构信号直接对接变频器,传输速度快精度高;光学机构运动控制通过工业计算机和专用控制软件搭配,通过运动控制卡将轨迹的数字信号转换为模拟信号,驱动光学机构的扫描系统按照控制软件所设定的参数动作,同时激光发射器发出激光,完成圆形孔的打孔加工。
13.工作时,开启电控柜内的总电源开关,打开压缩空气开关,静电打孔装置开关,激光器电源开光,使静电控制面板、激光器面板上显示数字,调整走纸速度及相应工位的工作参数后启动设备。
14.本实用新型具有以下有益效果:本实用新型具有一次装夹接装纸可以完成静电打孔和激光打孔两种打孔方式,可在接装纸的打孔区域实现双位置打孔,对香烟的主流烟气进行两次稀释,能降低烟气上升的速度,从而使降低焦油、尼古丁、一氧化碳的含量具有更高的效率。
15.静电和激光打孔两者的组合,可以在水松纸的不同打孔位置组合:激光
‑
静电、静
电
‑
激光、激光
‑
静电
‑
激光、静电
‑
激光
‑
激光,静电低透气度孔小防伪效果好和激光高透气度,配套卷烟物理降焦效果更稳定、效果更好。
附图说明
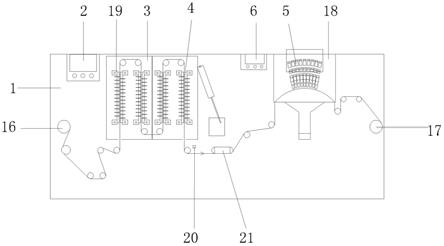
16.图1为本实用新型结构示意图。
17.图2为本实用新型电极条结构示意图。
18.图3为本实用新型陶瓷条结构示意图。
19.图中:电控柜1,静电控制面板2,打孔柜体3,电极发生器4,激光器5,激光器面板6,陶瓷条7,瓷盖8,凹槽9,导电槽10,导电珠11,针孔12,放电针13,进气管14,高压电管15,放卷辊16,收卷辊17,防护罩18,安装架19,出纸传感器20,跟踪纠偏机构21。
具体实施方式
20.下面结合附图和实施例对本实用新型进一步说明。
21.实施例1
22.如图1—3所示,一种接装纸激光、静电打孔一体机,包括电控柜1,设置在电控柜1面板上的静电打孔装置、激光打孔装置、走纸机构、纠偏装置、在线透气度质量监控装置和控制面板;所述静电打孔装置和激光打孔装置前后设置在接装纸路线上,所述电控柜1为矩形柜,所述静电打孔装置、激光打孔装置、走纸机构、纠偏机构、在线透气度质量监控装置及控制面板均与电控柜1信号连接。
23.所述静电打孔装置位于电控柜1面板左侧,包括静电控制面板2、打孔柜体3,电极发生器4,所述打孔柜体3位于电控柜1左侧的正面中点,所述静电控制面板2位于打孔柜体3左上角的电控柜1上,打孔柜体3的前端面为开口结构,前端面的开口设有双开门,双开门上设有透明可视窗,双开门的内四边设有橡胶密封圈,打孔柜体3底面的左端开设有进纸孔、右端开设有出纸孔,进纸孔与出纸孔之间为静电打孔工位,打孔柜体3内设有若干等距排列的电极条安装架19,所述电极发生器4位于打孔柜体3内的安装架19上,且可以沿安装架19纵向调整,电极发生器4的上方设有若干导纸辊,下方的进纸孔和出纸孔之间设有导纸辊,出纸孔下方导纸辊旁设置出纸传感器20,所述电极发生器4由两条电极条结合构成。
24.所述电极条由矩形陶瓷条7和瓷盖8组成,矩形陶瓷条7内设有凹槽9形成矩形框条,凹槽9内底部开设有若干等距排列的导电槽10,导电槽10内设有导电珠11,且导电槽10的左右两端末开设有贯穿陶瓷条7的针孔12,凹槽9上还设有与之卡合的瓷盖8,所述瓷盖8位于凹槽9内的部分与凹槽上部形状相匹配,高出凹槽9的部分为梯形条,瓷盖8上贯穿有若干与陶瓷条7的针孔12相对的孔眼,与孔眼间隔一定距离还设有若干通气孔,所述针孔12内设有放电针13,放电针13的针头穿出瓷盖8的孔眼外,陶瓷条7底端的两端末设有进气管14和高压电管15,高压电管15和进气管14与陶瓷条7的内部接通,进气管14另一端与机体内的吹气泵相接,吹吸泵的输入端与控制面板2连接,高压电管15内设有高压电线,高压电线与导电珠11相接。
25.所述激光打孔装置通过纵向轴可纵向调整地安装于电控柜1面板右侧,由激光器5和光学系统组成,所述激光器5外设有可开合的防护罩18,激光器5下面形成激光打孔工位,激光器5左侧设有激光器面板6,激光器5进纸端的左下方设有跟踪纠偏机构21,所述光学系
统采用旋转棱镜反射连续激光束到纸张上实现穿孔,孔径可通过射束遮拦技术和改变激光束强度、焦距、走纸速度来调节,孔的形状取决于如何切断激光束,穿孔行数由激光束数目决定,激光器5出纸端的右下方设有在线透气度质量监控装置。
26.电控柜1内部安装有传动装置用于驱动走纸机构,所述走纸机构由放卷辊16、收卷辊17、若干导纸辊和张力调节装置组成,所述放卷辊16位于电控柜1正面左端,收卷辊17位于电控柜1正面右端,放卷辊16与收卷辊17处于同一水平高度,所述张力调节装置位于放卷辊16右下侧。
27.电控柜1内的控制器主要通过操作台进行操作,操作台内设置的控制软件以windows系统操作平台,全中文界面,操作简单,电控柜1内控制器的控制功能包含整机plc逻辑控制、收放卷辊控制、光学机构运动控制;整机逻辑控制采用打孔机控制软件,界面明亮友好,方便操作管理;收放卷辊控制采用德国lenze伦茨高精度收放卷控制,电机转速信号、测速编码器信号、恒张力辊机构信号直接对接变频器,传输速度快精度高;光学机构运动控制通过工业计算机和专用控制软件搭配,通过运动控制卡将轨迹的数字信号转换为模拟信号,驱动光学机构的扫描系统按照控制软件所设定的参数动作,同时激光发射器发出激光,完成圆形孔的打孔加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1