一种电子固定压焊机的制作方法
1.本实用新型涉及一种电子固定压焊机。
背景技术:
2.中国专利文献号cn202780187u于2013年03月13日公开了一种悬空焊机,包括有机架,机架装设有水平横向布置的基座,基座的上方装设有可水平横向移动的活动夹持组件,活动夹持组件包括有活动安装座,活动安装座设置有第一容置腔,第一容置腔内可相对转动地嵌装有第一夹持机构,基座于活动安装座的左端侧装设有第一气缸,第一气缸的活塞杆的外延端部与活动安装座的左端部连接;基座于活动夹持组件的右端侧装设有固定夹持组件,固定夹持组件包括有固定安装座,固定安装座设置有第二容置腔,第二容置腔内可相对转动克服现有技术中的不足之处。这种焊机的稳定性较低,机架之间的连接强度较弱,因此有待改进。
3.常见的选择型波峰焊,在采用裸板焊接时,对于较为轻小的电子元器件来说,在焊接过程中,电子元器件容易受到锡波的冲击,容易出现偏位、浮高等不良状态,因此需要定位,也就是需要采用压板装置或治具。并且,治具的制作、装载、卸载,需要更多的机构处理;这些都直接增加了制造电路板的生产厂家的成本。
技术实现要素:
4.本实用新型的目的旨在提供一种成本低的电子固定压焊机,以克服现有技术中的不足之处。
5.按此目的设计的一种电子固定压焊机,包括压焊机,所述压焊机包括用于驱动锡炉作平面运动的锡炉运动平台,锡炉以及焊锡喷嘴设置在锡炉运动平台上,其结构特征是还包括机架以及用于将电子元器件压接定位或悬空定位在电路板上的定位装置,所述定位装置与机架相接,定位装置位于锡炉以及焊锡喷嘴的上方,定位装置与锡炉以及焊锡喷嘴之间设置有用于输送插装有电子元器件的电路板的导轨。
6.进一步,所述的电子固定压焊机,还包括驱动装置,定位装置通过驱动装置与机架相接。
7.进一步,所述驱动装置包括与定位装置相接的轨道z轴,所述轨道z轴与机架相接,定位装置通过轨道z轴相对于锡炉运动平台上下来回运动。
8.进一步,所述驱动装置还包括轨道y轴,轨道z轴通过轨道y轴与机架相接,定位装置通过轨道y轴相对于锡炉运动平台前后来回运动。
9.进一步,所述驱动装置还包括轨道x轴,轨道y轴通过轨道x轴与机架相接,定位装置通过轨道x轴相对于锡炉运动平台左右来回运动;其中,轨道y轴位于轨道x轴的上方且压接在轨道x轴上,或者,轨道y轴位于轨道x轴的下方且勾挂在轨道x轴上。
10.进一步,所述定位装置为用于压住电子元器件的风压机构,所述风压机构与机架相接。
11.进一步,所述机架为龙门架,所述龙门架的下部与锡炉运动平台相接,龙门架的上部位于锡炉以及焊锡喷嘴的上方,风压机构与龙门架的上部相接。
12.进一步,所述的电子固定压焊机,还包括驱动装置,所述驱动装置包括轨道z轴,所述轨道z轴与机架相接,风压机构通过轨道z轴相对于锡炉运动平台上下来回运动。
13.进一步,所述机架为龙门架,所述龙门架的下部与锡炉运动平台相接,龙门架的上部位于锡炉以及焊锡喷嘴的上方,定位装置通过驱动装置与龙门架的上部相接;所述定位装置为用于夹持电子元器件的夹爪、用于吸附电子元器件的吸嘴或者用于压接电子元器件的弹性压杆。
14.进一步,所述的电子固定压焊机,还包括设置在龙门架上或夹爪、吸嘴的旁边的用于检测夹爪或吸嘴所处高度的红外线检测装置,该红外线检测装置通过中控器与驱动装置电连接;或者,还包括用于控制夹爪或吸嘴所处高度的中控器,该中控器与驱动装置电连接。
15.进一步,所述定位装置为用于夹持电子元器件的夹爪、用于吸附电子元器件的吸嘴或者用于压接电子元器件的弹性压杆。
16.本实用新型中的压焊机包括用于驱动锡炉作平面运动的锡炉运动平台,锡炉以及焊锡喷嘴设置在锡炉运动平台上,还包括机架以及用于将电子元器件压接定位或悬空定位在电路板上的定位装置,所述定位装置与机架相接,定位装置位于锡炉以及焊锡喷嘴的上方,定位装置与锡炉以及焊锡喷嘴之间设置有用于输送插装有电子元器件的电路板的导轨;通过将已插装有电子元器件的电路板上的电子元器件进行压接定位或悬空定位,可以极大的提升焊接速度并且可以减小整个焊接装置的占地面积。
17.本实用新型中的锡炉运动平台上设置有锡炉以及焊锡喷嘴,在进行焊接工作时是采用选择焊,对于电路板上的每一个焊点的焊接参数都可以度身定制,通过工艺调整空间把每个焊点的焊接参数,包括助焊剂的喷涂量、焊接时间、焊接波峰高度等都调至最佳,从而将产品的焊接缺陷率降低至零。
18.本实用新型工作时,锡炉中的焊料会从焊锡喷嘴中不断涌出,形成一个稳定的动态锡波;位于锡炉运动平台上的氮气保护结构可以有效防止由于锡渣产生而堵塞焊接喷嘴;而定位装置和锡炉运动平台以及龙门架保证了精确移动以实现逐点焊接。
19.由于选择焊只是针对所需要焊接的点进行助焊剂的选择性喷涂,电路板的清洁度因此大大提高,同时离子污染量大大降低。助焊剂中的na+离子和cl
‑
离子如果残留在电路板上,时间一长会与空气中的水分子结合形成盐从而腐蚀电路板和焊点,最终造成焊点开路。因此,传统的生产方式往往需要对焊接完的电路板进行清洗,而选择焊则从根本上解决了这一问题。
20.选择焊是采用选择性助焊剂喷涂系统,即助焊剂的焊锡喷嘴根据事先编制好的程序指令运行到指定位置后,仅对电路板上需要焊接的区域进行助焊剂喷涂,可进行点喷和线喷,不同区域的喷涂量可根据程序进行调节。由于是选择性喷涂,不仅助焊剂用量比波峰焊有很大的节省,同时也避免了对电路板上非焊接区域的污染。
21.焊接中的升温和降温过程都会给电路板带来热冲击,其强度在无铅焊接中尤为突出。无铅波峰焊的波峰温度一般为260℃左右,比有铅波峰焊高10~15℃。在焊接时,整块电路板的温度经历了从室温到260℃,再冷却到室温的过程,这一升一降的两个温度变化过程
所带来的热冲击会使电路板上不同材质的物体因为热胀冷缩系数不同而形成剪切应力,比如说bga器件,在承受热冲击时便会在焊球的顶部与底部形成剪切应力,当这个剪切应力大到一定程度时便会使bga形成分层和微裂缝。这样的缺陷很难检测(即使借助x光机和aoi),而且焊点在物理连接上仍然导通(也无法通过功能测试检测),但是当产品在实际使用中该焊点受到震动等外来因素影响时,很容易形成开路。选择焊只是针对特定点的焊接,无论是在点焊和拖焊时都不会对整块电路板造成热冲击,因此也不会在bga等表面贴装器件上形成明显的剪切应力,从而避免了热冲击所带来的各类缺陷。
22.本实用新型由于采用了定位装置将电子元器件定位在电路板上,故省略了大量的焊接定位用的治具,并随之消除了存取这些治具的中间环节,从而极大的提高了工作效率,以及降低了本产品的占地面积。
23.本实用新型中的定位装置为风压机构、弹性压杆、夹爪或吸嘴,当其为夹爪或吸嘴时,既可以将电子元器件直接压接定位在电路板表面,也可以将电子元器件悬设定位在电路板上方一定距离的高度。比如,对于电路板上的led灯的焊接就需要将led灯悬置在电路板上面,这种led灯的焊接就需要在led灯的管脚处加装间隔柱,该间隔柱安装在led灯的灯头与电路板之间;对于电路板上的数码管的焊接,需要在数码管的下面加装间隔柱或撑架,特别是对于需要另外增加数码管的安装高度时,还需要另外制作一套专用治具,从而增加了焊接过程中的中间环节,包括增加了人力物力。而采用本实用新型提供的技术方案后,不再需要这些治具、间隔柱或或撑架,同时也减少了这些中间环节,实际操作时,可以通过中控器控制夹爪或吸嘴将电子元器件按客户或设计要求悬设定位在电路板上方一定距离的高度,然后直接焊接在电路板上,减少在电子元器件的管脚上安装支撑物的中间环节;在焊接过程中,当电子元器件被定位后直接进行焊接,而后松开定位装置,电子元器件就按客户或设计需要而直接压接或悬空设置在电路板上,从而在确保焊接质量以及焊接要求的基础上,极大的提高了工作效率、降低了制作成本。
24.以往生产制造电路板的生产厂家为了满足不同客户或设计的需要,对于每一种电路板需要配备至少一套治具,每套治具包括底板和盖板,对于单面焊电路板的来说,需要一套治具,对于双面焊的电路板来说,就需要两套治具;于是,生产厂家需要存放各种不同规格以及不同尺寸的治具;本实用新型采用锡炉运动平台、定位装置、驱动装置的技术方案后,能够对电路板进行裸板定位焊接,完全省略了以前用于固定电路板以及电子元器件的治具,从而既减少了用于开发各种治具的开发成本,又减少了各种治具的存储空间,还减少了用于装配治具的操作人员、专门用于检测治具装配质量的中间环节以及操作平台及其空间、回转轨道等等,从而在实现降低成本的基础上,大大的提高了生产效率以及焊接质量,并且为电路板焊接的全程自动化提供了有力的保证。
25.综上所述,本实用新型具有成本低、工作效率高、焊接质量好且稳定的特点。
附图说明
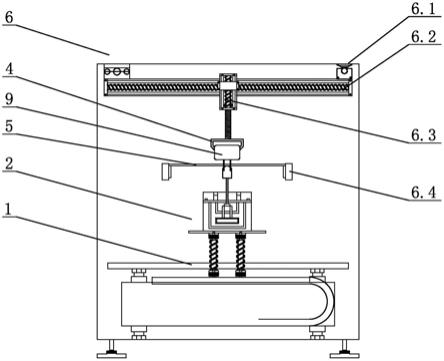
26.图1为本实用新型第一实施例的局部剖切结构示意图。
27.图2为本实用新型第二实施例的局部剖切结构示意图。
28.图3为本实用新型第三实施例的局部剖切结构示意图。
29.图4为本实用新型第四实施例的局部剖切结构示意图。
30.图5为本实用新型第五实施例的局部剖切结构示意图。
31.图6为本实用新型第六实施例的局部剖切结构示意图。
32.图7为本实用新型第七实施例的局部剖切结构示意图。
33.图8为本实用新型第八实施例的局部剖切结构示意图。
34.图9为本实用新型第九实施例的局部剖切结构示意图。
35.图10为本实用新型第十实施例的局部剖切结构示意图。
36.图11为本实用新型第十一实施例的局部剖切结构示意图。
37.图12为本实用新型第十二实施例的局部剖切结构示意图。
38.图13为本实用新型第十三实施例的局部剖切结构示意图。
39.图14为本实用新型第十四实施例的局部剖切结构示意图。
40.图15为本实用新型第十五实施例的局部剖切结构示意图。
41.图16为本实用新型第十六实施例的局部剖切结构示意图。
42.图17为本实用新型第十七实施例的局部剖切结构示意图。
43.图18为本实用新型第十八实施例的局部剖切结构示意图。
44.图19为本实用新型第十九实施例的局部剖切结构示意图。
45.图20为本实用新型第二十实施例的局部剖切结构示意图。
46.图21为本实用新型第二十一实施例的局部剖切结构示意图。
47.图中:1为锡炉运动平台,2为锡炉,3为龙门架,4为夹爪,5为电路板,6.1为轨道x轴,6.2为轨道y轴,6.3为轨道z轴,6.4为导轨,7为风压机构,8为弹性压杆,9位电子元器件,10为吸嘴。
具体实施方式
48.下面结合附图及实施例对本实用新型作进一步描述。
49.第一实施例
50.参见图1,本电子固定压焊机,包括压焊机,所述压焊机包括用于驱动锡炉作平面运动的锡炉运动平台1,锡炉以及焊锡喷嘴2设置在锡炉运动平台1上,还包括机架以及用于将电子元器件压接定位或悬空定位在电路板5上的定位装置,所述定位装置与机架相接,定位装置位于锡炉以及焊锡喷嘴2的上方,定位装置与锡炉以及焊锡喷嘴2之间设置有用于输送插装有电子元器件9的电路板5的导轨6.4。此时,位于导轨6.4上的电路板5上已经插装好了需要焊接的电子元器件9。
51.在本实施例中,将电子元器件插装在电路板上或将电子元器件定位并焊接在电路板上时,对于电子元器件的管脚是一定要插入电路板上的插孔中的。
52.所述的电子固定压焊机,还包括驱动装置6,定位装置通过驱动装置6与机架相接。
53.所述驱动装置6包括与定位装置相接的轨道z轴6.3,所述轨道z轴6.3与机架相接,定位装置通过轨道z轴6.3相对于锡炉运动平台1上下来回运动。
54.所述驱动装置6还包括轨道y轴6.2,轨道z轴6.3通过轨道y轴6.2与机架相接,定位装置通过轨道y轴6.2相对于锡炉运动平台1前后来回运动。
55.所述驱动装置6还包括轨道x轴6.1,轨道y轴6.2通过轨道x轴6.1与机架相接,定位装置通过轨道x轴6.1相对于锡炉运动平台1左右来回运动;其中,轨道y轴6.2位于轨道x轴
6.1的上方且压接在轨道x轴6.1上,或者,轨道y轴6.2位于轨道x轴6.1的下方且勾挂在轨道x轴6.1上。
56.在本实施例中,轨道y轴6.2既可以位于轨道x轴6.1的下方且通过挂接在轨道x轴6.1上实现轨道y轴6.2与轨道x轴6.1滑动相接,如图中所示,也可以将轨道y轴6.2设置在轨道x轴6.1的上方,此时,轨道y轴6.2滑动的压接在轨道x轴6.1上。
57.所述的电子固定压焊机,还包括设置在机架上或夹爪4、吸嘴10的旁边的用于检测夹爪或吸嘴10所处高度的红外线检测装置,该红外线检测装置通过中控器与驱动装置6电连接;或者,还包括用于控制夹爪或吸嘴10所处高度的中控器,该中控器与驱动装置6电连接。
58.当机架为龙门架时,所述的电子固定压焊机,还包括设置在龙门架3上或夹爪4、吸嘴10的旁边的用于检测夹爪或吸嘴10所处高度的红外线检测装置,该红外线检测装置通过中控器与驱动装置6电连接;或者,还包括用于控制夹爪或吸嘴10所处高度的中控器,该中控器与驱动装置6电连接。
59.在本实施例中,所述定位装置为用于夹持电子元器件9的夹爪4。
60.焊接时,首先,插装有电子元器件9的电路板5随着导轨6.4进入焊接位置,然后,由锡炉运动平台1找到电子元器件9的管脚焊接位置,通过锡炉的运动机构使得管脚焊接位置与焊锡喷嘴2的焊接位置位于同一垂直线。此时,锡炉运动平台1具有自身的三轴驱动机构,该三轴驱动机构为现有技术,此处不再赘述。
61.接下来,通过驱动装置6中的轨道z轴6.3、轨道y轴6.2以及轨道x轴6.1移动夹爪4抓取电子元器件9并将其悬空定位在电路板上的设定高度,此时,夹爪4抓取电子元器件9的夹持位置或夹持位置的中心位与即将焊接的管脚焊接位置位于同一垂直线。
62.随后,锡炉的电磁泵启动后,焊锡喷嘴2上升,焊锡或锡柱从焊锡喷嘴2喷出到达管脚处,从而将管脚与电路板焊接为一体,最后,锡炉运动平台1带动锡炉以及焊锡喷嘴2同时下降,夹爪4松开,焊接完毕。
63.当电子元器件9的形状比较简单或比较规则时,仅仅依靠轨道z轴6.3,或者,轨道z轴6.3和轨道y轴6.2,就可以实现焊接的目的,也是可以的。
64.当采用深圳市劲拓自动化设备股份公司设计的零缺陷焊接检测制造系统时,其整个系统的总长度为34米左右。深圳市劲拓自动化设备股份公司作为一家上市公司,其股票代码为300400,其提出的技术方案在一定程度上代表了行业的某些发展方向;至于该整个系统的具体设计方案为:1)选择焊采用:一体式选择焊,双缸3模组6缸/电磁泵一台;2)插件机采用:jtv
‑
n600二台/每个机种以插件5颗电子元器件为计算基础;3)线体长度:31m,线体宽度:3.5m,含供料器,单线占地面积:109平方米;4)轨道高度:锡炉前作业高度900
±
20mm,锡炉后作业高度750
±
20mm;5)生产节拍:45秒/整板;6)电力:220v/单相/3线,380v/三相/5线,启动功率:35kw/一条线;7)气压:8kgs/cm2。然而,本实用新型采用上述的技术方案后,可以缩减整个生产线的长度,能够从原来的34米左右,缩减到10米左右,既减小了对占地面积的需求,还降低了设备的投资。
65.第二实施例
66.参见图2,在本实施例中,通过驱动装置6中的轨道z轴6.3、轨道y轴6.2以及轨道x轴6.1移动夹爪4抓取电子元器件9并将其直接压接定位在电路板上。
67.其余未述部分见第一实施例,不再赘述。
68.第三实施例
69.参见图3,在本实施例中,所述定位装置为用于夹持电子元器件9的吸嘴10。
70.其余未述部分见第一实施例,不再赘述。
71.第四实施例,
72.参见图4,在本实施例中,所述定位装置为用于夹持电子元器件9的吸嘴10。
73.其余未述部分见第二实施例,不再赘述。
74.第五实施例
75.参见图5,在本实施例中,所述定位装置为用于压接电子元器件9的弹性压杆8。
76.其余未述部分见第二实施例,不再赘述。
77.第六实施例
78.参见图6,在本实施例中,所述定位装置为用于压住电子元器件9的风压机构7,所述风压机构7与机架相接。
79.当需要调节风压机构7的出风高度或出风风压时,可以增加上下高度的轨道z轴6.3。此时,所述的电子固定压焊机,还包括驱动装置6,所述驱动装置6包括轨道z轴6.3,所述轨道z轴6.3与机架相接,风压机构7通过轨道z轴6.3相对于锡炉运动平台1上下来回运动。
80.当然也可以采用以下的技术方案,所述机架为龙门架3,所述龙门架3的下部与锡炉运动平台1相接,龙门架3的上部位于锡炉以及焊锡喷嘴2的上方,风压机构7与龙门架3的上部相接。
81.此时,龙门架3为跟随锡炉运动平台1一起运动。
82.焊接时,风压机构7吹出气流并在电子元器件9表面形成风压,致使电子元器件9紧密压接在电路板的表面。
83.焊接完毕时,通过中控器关闭风压机构7即可。
84.其余未述部分见第二实施例,不再赘述。
85.第七实施例
86.参见图7,在本实施例中,所述机架为龙门架3,所述龙门架3的下部与锡炉运动平台1相接,龙门架3的上部位于锡炉以及焊锡喷嘴2的上方,定位装置通过驱动装置6与龙门架3的上部相接。
87.所述驱动装置6包括与定位装置相接的轨道z轴6.3,所述轨道z轴6.3与机架相接,定位装置通过轨道z轴6.3相对于锡炉运动平台1上下来回运动。
88.所述定位装置为用于夹持电子元器件9的夹爪4。该夹爪4直接夹持并将电子元器件悬空定位。此时,龙门架3为跟随锡炉运动平台1一起运动。
89.焊接时,先由锡炉运动平台1带动龙门架3找到电子元器件9的管脚焊接位置,通过锡炉的运动机构使得管脚焊接位置与焊锡喷嘴2的焊接位置位于同一垂直线。
90.然后,通过驱动装置6中的轨道z轴6.3移动夹爪4抓取电子元器件9并将其悬空定位在电路板上的设定高度,此时,夹爪4抓取电子元器件9的夹持位置或夹持位置的中心位与即将焊接的管脚焊接位置位于同一垂直线。
91.接下来,锡炉的电磁泵启动后,焊锡喷嘴2上升,焊锡或锡柱从焊锡喷嘴2喷出到达
管脚处,从而将管脚与电路板焊接为一体,
92.最后,锡炉运动平台1带动锡炉以及焊锡喷嘴2同时下降,夹爪或吸嘴10松开,焊接完毕。
93.其余未述部分见第一实施例,不再赘述。
94.第八实施例
95.参见图8,在本实施例中,夹爪4直接夹持并将电子元器件压接定位。
96.其余未述部分见第二实施例和第七实施例,不再赘述。
97.第九实施例
98.参见图9,在本实施例中,所述驱动装置6还包括轨道y轴6.2,轨道z轴6.3通过轨道y轴6.2与机架相接,定位装置通过轨道y轴6.2相对于锡炉运动平台1前后来回运动。
99.其余未述部分见第七实施例,不再赘述。
100.第十实施例
101.参见图10,在本实施例中,夹爪4直接夹持并将电子元器件压接定位。
102.其余未述部分见第八实施例和第九实施例,不再赘述。
103.第十一实施例
104.参见图11,在本实施例中,所述驱动装置6还包括轨道x轴6.1,轨道y轴6.2通过轨道x轴6.1与机架相接,定位装置通过轨道x轴6.1相对于锡炉运动平台1左右来回运动。
105.其余未述部分见第九实施例,不再赘述。
106.第十二实施例
107.参见图12,在本实施例中,夹爪4直接夹持并将电子元器件压接定位。
108.其余未述部分见第二实施例和第十实施例,不再赘述。
109.第十三实施例
110.参见图13,在本实施例中,所述驱动装置6包括与定位装置相接的轨道z轴6.3,所述轨道z轴6.3与机架相接,定位装置通过轨道z轴6.3相对于锡炉运动平台1上下来回运动。
111.所述定位装置为用于吸附电子元器件9的吸嘴10。该吸嘴10直接吸附并将电子元器件悬空定位。
112.其余未述部分见第七实施例,不再赘述。
113.第十四实施例
114.参见图14,在本实施例中,吸嘴10直接吸附并将电子元器件压接定位。
115.其余未述部分见第十三实施例,不再赘述。
116.第十五实施例
117.参见图15,在本实施例中,所述驱动装置6还包括轨道y轴6.2,轨道z轴6.3通过轨道y轴6.2与机架相接,定位装置通过轨道y轴6.2相对于锡炉运动平台1前后来回运动。吸嘴10直接吸附并将电子元器件悬空定位。
118.其余未述部分见第十三实施例,不再赘述。
119.第十六实施例
120.参见图16,在本实施例中,吸嘴10直接吸附并将电子元器件压接定位。
121.其余未述部分见第十五实施例,不再赘述。
122.第十七实施例
123.参见图17,在本实施例中,所述驱动装置6还包括轨道x轴6.1,轨道y轴6.2通过轨道x轴6.1与机架相接,定位装置通过轨道x轴6.1相对于锡炉运动平台1左右来回运动。吸嘴10直接吸附并将电子元器件悬空定位。
124.其余未述部分见第十五实施例,不再赘述。
125.第十八实施例
126.参见图18,在本实施例中,吸嘴10直接吸附并将电子元器件压接定位。
127.其余未述部分见第十七实施例,不再赘述。
128.第十九实施例
129.参见图19,在本实施例中,所述驱动装置6包括与定位装置相接的轨道z轴6.3,所述轨道z轴6.3与机架相接,定位装置通过轨道z轴6.3相对于锡炉运动平台1上下来回运动。
130.所述定位装置为用于压接电子元器件9的弹性压杆8。
131.其余未述部分见第十三实施例,不再赘述。
132.第二十实施例
133.参见图20,在本实施例中,所述驱动装置6还包括轨道y轴6.2,轨道z轴6.3通过轨道y轴6.2与机架相接,定位装置通过轨道y轴6.2相对于锡炉运动平台1前后来回运动。
134.其余未述部分见第十三实施例,不再赘述。
135.第二十一实施例
136.参见图21,在本实施例中,所述驱动装置6还包括轨道x轴6.1,轨道y轴6.2通过轨道x轴6.1与机架相接,定位装置通过轨道x轴6.1相对于锡炉运动平台1左右来回运动。
137.其余未述部分见第二十实施例,不再赘述。
138.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。
139.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1