摩擦压力机锻造花键毂用下凹模装置的制作方法
1.本实用新型属于汽车工业技术领域,具体涉及一种摩擦压力机锻造花键毂用下凹模装置。
背景技术:
2.花键毂锻件属于空心管状结构,如图1所示,花键毂锻件包括头部43、圆锥连接部44和长杆部45。目前通常采用平锻机锻打工艺生产花键毂锻件,平锻锻机又称为卧式锻造机,管型坯料水平放置,凸模装置和凹模装置的中心线沿水平方向布置,平锻机锻打花键毂过程中存在以下问题:
3.1)平锻机的凹模装置尺寸较大、结构复杂,模具加工过程较为繁琐;
4.2)工人安装模具过程中,需要调整模具和模架来保证凸模装置和凹模装置之间的同轴度和配合间隙,安装调整对工人操作要求较高,比较繁琐。
5.3)凹模装置的凹模通过紧固螺钉安装到凹模体上,每个凹模瓦片需要四个紧固螺钉,共八个凹模瓦片需要安装。凹模体上的螺纹使用时间长了,容易失效,螺纹修复起来麻烦费力。
6.4)受平锻机自身设备精度和模具加工精度的限制,在平锻机夹紧后,左右两边的凹模之间会存在小缝隙。在终锻过程中,加热后的管材坯料会很小一部分有金属流入缝隙内,从而形成毛刺,需要后期进行打磨处理,既影响花键毂锻件质量,也增加了生产成本。
技术实现要素:
7.本实用新型为了解决现有技术中的不足之处,提供一种结构简单、易制作、不易损坏、操作方便、生产成本低的摩擦压力机锻造花键毂用下凹模装置。
8.为解决上述技术问题,本实用新型采用如下技术方案:摩擦压力机锻造花键毂用下凹模装置,包括下模架和凹模组件,下模架包括水平设置的下模板,下模板上开设有下连接孔,下连接孔内穿设有与摩擦压力机的固定工作台螺纹连接的下紧固螺栓,下紧固螺栓将下模板紧固连接在摩擦压力机的固定工作台顶部,凹模组件设置在下模板顶部,下模板内开设有与凹模组件下端口连通的导孔,导孔内设有顶杆组件。
9.凹模组件包括凹模体、压紧圈和定位垫板,下模板内设有顶部敞口的凹槽,下模板上表面一体设有位于凹槽外侧的环形连接座,定位垫板设在凹槽内,定位垫板上表面设有定位槽,凹模体下端装配在定位槽内,凹模体下端与定位槽底部接触,定位垫板中心开设有直径大于凹模体内径的定位孔,压紧圈固定设在凹模体外壁上,压紧圈与环形连接座之间通过竖向设置的连接螺栓连接;凹模体内部开设有上下通透的模腔,模腔的上段内径大于中下段内径,模腔上段与中下段在连接处采用圆锥面结构过渡。
10.顶杆组件包括导向套、顶杆和垫块,导向套上端外圆一体设有限位套,限位套外圆直径等于定位垫板的定位孔内径,导向套和限位套上端面与定位垫板上端面齐平,垫块为圆形,垫块直径等于凹模体的模腔中下段孔径,垫块设置在凹模体内部并设置在导向套上
端面,顶杆竖向穿设在导向套内部。
11.采用上述技术方案,摩擦压力机固定工作台上设置下模架,下模架上设置有与凸模组件上下对应且中心线重合的凹模组件。进行花键毂锻造作业时,先将加热后的管型坯料竖向放置到凹模组件内部;启动摩擦压力机,升降滑块带动上模架和凸模向下运动,凸模将管型坯料在凹模体内的模腔内压制成花键毂锻件,升降滑块再带动上模架和凸模向上移动到原来位置后停止。下模架底部设置的顶杆组件将花键毂锻件从凹模组件内向上顶出,顶杆下端连接有气缸,气缸驱动顶杆沿导向套向上顶压顶块,顶块驱动花键毂锻件沿凹模体的模腔内壁向上移动,由于凹模体的模腔内部设有拔模斜度,在花键毂锻件的头部向上顶出凹模体后,工人使用钳子夹住花键毂锻件上端部将花键毂锻件取出;与此同时,气缸带动顶杆向下移动,垫块也随着滑落到导向套上端部。
12.凹模组件的凹模体通过压紧圈、下紧固螺栓和定位垫板等固定到下模板上。导向套上端一体结构的限位套起到支撑垫板和限定定位套轴向位置的作用。
13.凹模体是凹模组件的主体部分,锻打时管型坯料放置到凹模体内,凹模体对坯料起到定位和成形的作用。垫块与凹模体内部的模腔相配合,可以在凹模体内上下运动。锻打完成后,垫块在顶杆作用下将花键毂锻件向上顶出,达到脱模的目的。
14.综上所述,本实用新型的下模架和凹模组件的结构设计比较合理,结构简单,加工难度小,同时模架尺寸相对较小,生产成本低。凹模体是完整的回转体,加工难度小,整体模具的精度容易保证,有利于降低生产成本。凹模体采用一体结构制成,结构简单,模具配件少,方便加工和安装。凹模体是整体模具,避免花键毂锻件在圆周方向上产生毛刺,同时可以保证锻件外形尺寸的同轴度,提高了花键毂产品质量。
附图说明
15.图1是现有花键毂锻件的结构示意图;
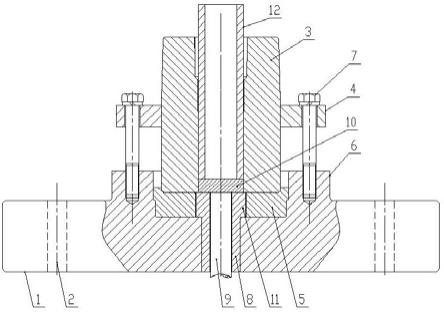
16.图2是本实用新型的结构示意图。
具体实施方式
17.如图2所示,本实用新型的摩擦压力机锻造花键毂用下凹模装置,包括下模架和凹模组件,下模架包括水平设置的下模板1,下模板1上开设有下连接孔2,下连接孔2内穿设有与摩擦压力机的固定工作台螺纹连接的下紧固螺栓,下紧固螺栓将下模板1紧固连接在摩擦压力机的固定工作台顶部,凹模组件设置在下模板1顶部,下模板1内开设有与凹模组件下端口连通的导孔,导孔内设有顶杆组件。
18.凹模组件包括凹模体3、压紧圈4和定位垫板5,下模板1内设有顶部敞口的凹槽,下模板1上表面一体设有位于凹槽外侧的环形连接座6,定位垫板5设在凹槽内,定位垫板5上表面设有定位槽,凹模体3下端装配在定位槽内,凹模体3下端与定位槽底部接触,定位垫板5中心开设有直径大于凹模体3内径的定位孔,压紧圈4固定设在凹模体3外壁上,压紧圈4与环形连接座6之间通过竖向设置的连接螺栓7连接;凹模体3内部开设有上下通透的模腔,模腔的上段内径大于中下段内径,模腔上段与中下段在连接处采用圆锥面结构过渡。
19.顶杆组件包括导向套8、顶杆9和垫块10,导向套8上端外圆一体设有限位套11,限位套11外圆直径等于定位垫板5的定位孔内径,导向套8和限位套11上端面与定位垫板5上
端面齐平,垫块10为圆形,垫块10直径等于凹模体3的模腔中下段孔径,垫块10设置在凹模体3内部并设置在导向套8上端面,顶杆9竖向穿设在导向套8内部。
20.摩擦压力机固定工作台上设置下模架,下模架上设置有与凸模组件上下对应且中心线重合的凹模组件。进行花键毂锻造作业时,先将加热后的管型坯料12竖向放置到凹模组件内部;启动摩擦压力机,升降滑块带动上模架和凸模向下运动,凸模将管型坯料12在凹模体3内的模腔内压制成花键毂锻件,升降滑块再带动上模架和凸模向上移动到原来位置后停止。下模架底部设置的顶杆9组件将花键毂锻件从凹模组件内向上顶出,顶杆9下端连接有气缸,气缸驱动顶杆9沿导向套8向上顶压顶块,顶块驱动花键毂锻件沿凹模体3的模腔内壁向上移动,由于凹模体3的模腔内部设有拔模斜度,在花键毂锻件的头部向上顶出凹模体3后,工人使用钳子夹住花键毂锻件上端部将花键毂锻件取出;与此同时,气缸带动顶杆9向下移动,垫块10也随着滑落到导向套8上端部。
21.凹模组件的凹模体3通过压紧圈4、下紧固螺栓和定位垫板5等固定到下模板1上。导向套8上端一体结构的限位套11起到支撑垫板和限定定位套轴向位置的作用。
22.凹模体3是凹模组件的主体部分,锻打时管型坯料12放置到凹模体3内,凹模体3对坯料起到定位和成形的作用。垫块10与凹模体3内部的模腔相配合,可以在凹模体3内上下运动。锻打完成后,垫块10在顶杆9作用下将花键毂锻件向上顶出,达到脱模的目的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1