一种用于新能源汽车电机线圈下线机的成型装置的制作方法
1.本实用新型涉及电机线圈生产设备领域,具体的说是指一种用于新能源汽车电机线圈下线机的成型装置。
背景技术:
2.新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。新能源汽车包括纯电动汽车、增程式电动汽车、混合动力汽车、燃料电池电动汽车、氢发动机汽车等。
3.现有应用于新能源汽车的电机线圈,其包括铁芯和穿设于铁芯上的铜线绕组组成,铜线绕组由多根铜线组成,每根铜线需要经过剥漆、裁剪、成型等多道工序。每根铜线在成型时需要先经过折弯,然后再对铜线的两侧和底部进行定型,现有的成型装置只能对铜线进行折弯及底部的成型,无法对铜线的两侧同时进行定型,使得铜线无法实现在同一道工序内完成全部的定型加工。
技术实现要素:
4.本实用新型提供的是一种用于新能源汽车电机线圈下线机的成型装置,其主要目的在于克服现有技术存在的上述问题。
5.本实用新型采用如下的技术方案予以实现:
6.一种用于新能源汽车电机线圈下线机的成型装置,包括工作台,该工作台的上方设有下模具,该下模具的上方设有可升降的上模具,该上模具的前侧设有可前后移动且用于装载铜线的送线装置,所述上模具的左、右侧分别设有左侧压板、右侧压板,所述左侧压板和右侧压板用于铜线两侧的成型且均可左、右移动地设置,所述下模具的前、后侧分别设有前压板、后压板,所述前压板和后压板用于铜线底部的成型且可作合拢和分开地设置。
7.所述工作台的顶面设有左、右布置的两前安装杆和左、右布置的两后安装杆,所述两前安装杆和两后安装杆的顶面设有顶板,该顶板的底面设有第一安装板,所述工作台的顶面设有安装座,所述两前安装杆上设有第二安装板,所述两后安装杆上设有第三安装板,所述第二安装板和第三安装板的安装高度相当。
8.所述安装座的顶面中部设有模具安装槽,所述下模具设于具安装槽内,该下模具的顶面中部设有v型槽,所述下模具的顶面设有两凸部,该两凸部分别位于v型槽的左、右侧,所述两凸部的后端面均设有支撑部,该支撑部的顶面低于对应凸部的顶面,所述支撑部朝向v型槽的侧面为圆弧面,所述两支撑部的顶面为倾斜面,所述第一安装板的后端面设有可升降的上模具安装板,所述上模具设于上模具安装板的后端面,该上模具的底部呈v型且与v型槽正对。
9.所述第一安装板的后端面设有左、右布置的两第一滑轨,所述上模具安装板的前端面设有左、右布置且与两第一滑轨分别配合的两第一滑块,所述顶板的顶面设有第一气
缸,该第一气缸的活塞杆与上模具安装板的顶面连接。
10.所述第二安装板的后侧设有第四安装板,所述第二安装板和第一安装板之间设有左、右布置的两第一导杆,该两第一导杆穿过第四安装板,所述第二安装板的前端面设有第二气缸,该第二气缸的活塞杆与第四安装板的前端面连接,所述第四安装板的后端面设有安装杆,所述送线装置设于安装杆的后端面。
11.所述送线装置包括左放置块和右放置块,所述左放置块的后端面和右放置块的后端面分别设有左放置槽、右放置槽,所述左放置槽的左端设有左限位块,所述右放置槽的右端设有右限位块,所述安装杆设有两个,该两个安装杆分别与左放置块和右放置块连接,所述安装座的左侧设有左限位板,该安装座的右侧设有右限位板。
12.所述安装座上穿设有左、右布置的两第二导杆,该两第二导杆上分别设有左安装板、右安装板,所述两第二导杆分别穿过左安装板、右安装板,所述两后安装杆上设有第五安装板,该第五安装板设于第一安装板和第三安装板之间,所述第五安装板的前端设有上下贯通的左安装槽和右安装槽,所述左安装板的顶部设有位于左安装槽内的左安装部,所述右安装板的顶部设有位于右安装槽内的右安装部,所述左安装部设有前后贯通的第一倾斜槽,所述右安装部设有前后贯通的第二倾斜槽,所述第一倾斜槽和第二倾斜槽呈“八”字型地设置,所述第一倾斜槽和第二倾斜槽通过铰接轴与第五安装板铰接,所述第一安装板的顶面设有两第三气缸,该两第三气缸的活塞杆与第五安装板的顶面连接,所述左安装板的右侧面设有左侧板槽,所述右安装板的左侧面设有右侧板槽,所述左侧压板的左部位于左侧板槽内,该左侧压板的右后端面设有左成型槽,所述右侧压板的右部位于右侧板槽内,该右侧压板的左后端面设有右成型槽,所述左侧压板的上部和右侧压板的上部通过铰接轴分别与左安装板和右安装板铰接,所述上模具的左、右侧面均设有铜线靠槽,所述第三安装板的后端面设有两顶紧气缸,该两顶紧气缸的活塞杆可分别顶住左安装板、右安装板的后端面。
13.所述两第二导杆的前、后端分别固设有第一固定块、后安装块,所述工作台的顶面设有滑台,该滑台的顶面设有滑槽,所述滑台的顶部设有与滑槽滑动配合的滑动块,该滑动块的顶面设有前、后布置的第三倾斜槽、第四倾斜槽,所述第三倾斜槽和第四倾斜槽的布置呈左大右小的喇叭口型,所述第三倾斜槽、第四倾斜槽内均能设有轴承,该轴承的顶部设有连接杆,所述滑动块的上方设有前、后布置的第二固定块、前安装块,所述两第二导杆穿过前安装块和第二固定块,所述第二固定块与两第二导杆固定连接,所述前压板设于前安装块的后端面,所述后压板设于后安装块的前端面,所述前压板的后端和后压板的前端均设有波浪型口,所述滑台的前、后端面分别设有前连接板、后连接板,所述两第二导杆均穿过前连接板和后连接板,所述滑台的左端面设有第四安装板,该第四安装板的左端面设有第四气缸,该第四气缸的活塞杆与滑动块的左端连接。
14.所述工作台的顶面设有左、右布置的两第二滑轨,所述滑台的底面设有分别与两第二滑轨滑动配合的两第二滑块,所述两前安装杆的底部上设有第五安装板,该第五安装板的前端面设有第五气缸,该第五气缸的活塞杆与滑台的前端面底部连接。
15.所述第一安装板的前端面设有行程气缸,该行程气缸的活塞杆朝右且与一第六安装板连接,该第六安装板的右端底部设有气动手指,该气动手指的两夹指均设有夹块。
16.由上述对本实用新型的描述可知,和现有技术相比,本实用新型具有如下优点:本
实用新型结构新颖、设计巧妙,所述上模具下压将铜线压至下模具上进行第一折弯成型,铜线第一次成型后左侧压板、右侧压板用于对折弯后的铜线的两边进行第二次压制成型,铜线第二次成型后前压板、后压板用于对铜线折弯后的底部进行第三次压制成型。本实用新型将铜线的所有成型工序集于一道,大大提高铜线的成型加工效率,尤其适合大型新能源货车、卡车的电机线圈的铜线成型。
附图说明
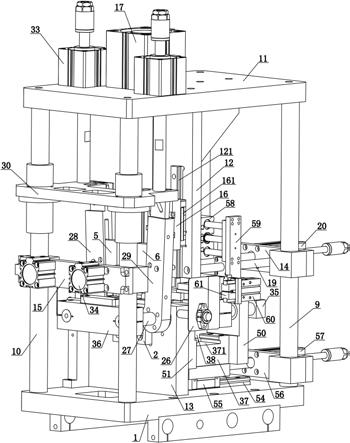
17.图1为本实用新型的结构图。
18.图2为图1在另一角度的结构图。
19.图3为本实用新型的部分结构图。
20.图4为本实用新型成型的结构图。
21.图5为图4在另一角度的结构图。
22.图6为本实用新型下模具的结构图。
23.图7为本实用新型送线装置的结构图。
24.图8为本实用新型前压板和后压板的活动连接结构图。
25.图9为图8在另一角度的结构分解图。
具体实施方式
26.参照图1至图4。一种用于新能源汽车电机线圈下线机的成型装置,包括工作台1,该工作台1的上方设有下模具2,该下模具2的上方设有可升降的上模具3,该上模具3的前侧设有可前后移动且用于装载铜线的送线装置4。所述上模具3的左、右侧分别设有左侧压板5、右侧压板6,所述左侧压板5和右侧压板6用于铜线两侧的成型且均可左、右移动地设置。所述下模具2的前、后侧分别设有前压板7、后压板8,所述前压板7和后压板8用于铜线底部的成型且可作合拢和分开地设置。
27.参照图1和图2。所述工作台1的顶面设有左、右布置的两前安装杆9和左、右布置的两后安装杆10,所述两前安装杆9和两后安装杆10的顶面设有顶板11,该顶板11的底面设有第一安装板12。所述工作台1的顶面设有安装座13,所述两前安装杆9上设有第二安装板14,所述两后安装杆10上设有第三安装板15,所述第二安装板14和第三安装板15的安装高度相当。
28.参照图1、图2、图3和图6。所述安装座13的顶面中部设有模具安装槽,所述下模具2设于具安装槽内,该下模具2的顶面中部设有v型槽21,所述下模具2的顶面设有两凸部22,该两凸部22分别位于v型槽21的左、右侧,所述两凸部22的后端面均设有支撑部23,该支撑部23的顶面低于对应凸部22的顶面,所述支撑部23朝向v型槽21的侧面为圆弧面,所述两支撑部23的顶面为倾斜面。所述第一安装板12的后端面设有可升降的上模具安装板16,所述上模具3设于上模具安装板16的后端面,该上模具3的底部呈v型且与v型槽21正对。所述第一安装板12的后端面设有左、右布置的两第一滑轨121,所述上模具安装板16的前端面设有左、右布置且与两第一滑轨121分别配合的两第一滑块161,所述顶板11的顶面设有第一气缸17,该第一气缸17的活塞杆与上模具安装板16的顶面连接。所述上模具3通过第一气缸17带动升降。
29.参照图1、图2、图3和图7。所述第二安装板14的后侧设有第四安装板18,所述第二安装板14和第一安装板12之间设有左、右布置的两第一导杆19,该两第一导杆19穿过第四安装板18。所述第二安装板14的前端面设有第二气缸20,该第二气缸20的活塞杆与第四安装板18的前端面连接,所述第四安装板18的后端面设有安装杆24,所述送线装置4设于安装杆24的后端面。所述送线装置4包括左放置块41和右放置块42,所述左放置块41的后端面和右放置块42的后端面分别设有左放置槽43、右放置槽44,所述左放置槽43的左端设有左限位块45,所述右放置槽44的右端设有右限位块46。所述安装杆24设有两个,该两个安装杆24分别与左放置块41和右放置块42连接,所述安装座1的左侧设有左限位板25,该安装座1的右侧设有右限位板26。所述左放置槽43、右放置槽44用于放置铜线,所述左限位块45和右限位块46用于防止铜线输送时掉落,所述左限位板25和右限位板26用于限制铜线在长度方向上的位置。
30.参照图1至图5。所述安装座1上穿设有左、右布置的两第二导杆27,该两第二导杆27上分别设有左安装板28、右安装板29,所述两第二导杆27分别穿过左安装板28、右安装板29。所述两后安装杆10上设有第五安装板30,该第五安装板30设于第一安装板12和第三安装板15之间,所述第五安装板30的前端设有上下贯通的左安装槽31和右安装槽32。所述左安装板28的顶部设有位于左安装槽31内的左安装部281,所述右安装板29的顶部设有位于右安装槽32内的右安装部291,所述左安装部281设有前后贯通的第一倾斜槽282,所述右安装部291设有前后贯通的第二倾斜槽292,所述第一倾斜槽282和第二倾斜槽292呈“八”字型地设置,所述第一倾斜槽282和第二倾斜槽292通过铰接轴与第五安装板30铰接。所述第一安装板12的顶面设有两第三气缸33,该两第三气缸33的活塞杆与第五安装板30的顶面连接。所述左安装板28的右侧面设有左侧板槽283,所述右安装板29的左侧面设有右侧板槽293,所述左侧压板5的左部位于左侧板槽283内,该左侧压板5的右后端面设有左成型槽51,所述右侧压板6的右部位于右侧板槽293内,该右侧压板6的左后端面设有右成型槽61,所述左侧压板5的上部和右侧压板6的上部通过铰接轴分别与左安装板28和右安装板29铰接,所述上模具3的左、右侧面均设有铜线靠槽300。所述第三安装板15的后端面设有两顶紧气缸34,该两顶紧气缸34的活塞杆可分别顶住左安装板28、右安装板29的后端面。
31.参照图1、图2、图3、图8和图9。所述两第二导杆27的前、后端分别固设有第一固定块35、后安装块36,所述工作台1的顶面设有滑台37,该滑台37的顶面设有滑槽371,所述滑台37的顶部设有与滑槽371滑动配合的滑动块38,该滑动块38的顶面设有前、后布置的第三倾斜槽39、第四倾斜槽40,所述第三倾斜槽39和第四倾斜槽40的布置呈左大右小的喇叭口型,所述第三倾斜槽39、第四倾斜槽40内均能设有轴承47,该轴承47的顶部设有连接杆471。所述滑动块38的上方设有前、后布置的第二固定块48、前安装块49,所述两第二导杆27穿过前安装块49和第二固定块48,所述第二固定块48与两第二导杆27固定连接。所述前压板7设于前安装块49的后端面,所述后压板8设于后安装块36的前端面,所述前压板7的后端和后压板8的前端均设有波浪型口71。所述滑台37的前、后端面分别设有前连接板50、后连接板51,所述两第二导杆27均穿过前连接板50和后连接板51,所述滑台的左端面37设有第四安装板52,该第四安装板52的左端面设有第四气缸53,该第四气缸53的活塞杆与滑动块38的左端连接。
32.参照图1至图3。所述工作台1的顶面设有左、右布置的两第二滑轨54,所述滑台37
的底面设有分别与两第二滑轨54滑动配合的两第二滑块55,所述两前安装杆9的底部上设有第五安装板56,该第五安装板56的前端面设有第五气缸57,该第五气缸57的活塞杆与滑台37的前端面底部连接。所述第五气缸57用于带动滑台37的前后移动。
33.参照图1和图2。所述第一安装板12的前端面设有行程气缸58,该行程气缸58的活塞杆朝右且与一第六安装板59连接,该第六安装板59的右端底部设有气动手指60,该气动手指60的两夹指均设有夹块61。当铜线裁剪后,所述气动手指60上的两夹块用于夹紧铜线,然后行程气缸58再带动气动手指60及铜线向左进行输送,将铜线送至左放置槽43、右放置槽44内。
34.参照图1至图9。本实用新型的工作原理如下:所述第二气缸20带动左放置块41和右放置块42向后移动,当铜线送至上模具3的下方时,第一气缸17带动上模具3下降并将铜线对着v型槽21下压,铜线被下压折弯后铜线的两边顺着对应支撑部23的圆弧面进行第一次成型,此时铜线的两端上翘与左放置槽43和右放置槽44分离,左放置块41和右放置块42复位。然后,两第三气缸33带动第五安装板30下降,第五安装板30下降的同时左安装板28和右安装板29作靠拢夹紧动作,左安装板28和右安装板29作靠拢夹紧动作的同时左侧压板5和右侧压板6也随着作靠拢夹紧动作,铜线被折弯后的两边分别被压至左成型槽51、右成型槽61与对应的铜线靠槽300之间,从而进行铜线两边形状的成型,第二次成型完成后,左安装板28、右安装板29、左侧压板5和右侧压板6复位。最后,第四气缸53推动滑动块38向右移动,滑动块38在向右移动时前安装块49向后移动,第二固定块48、两第二导杆27和后安装块36向前移动,从而使得前压板7和后压板8作收拢动作对铜线的底部进行挤压进行第三次成型,铜线的底部成型后前安装块49、第二固定块48、两第二导杆27和后安装块36复位。至此,便完成了一根铜线的成型,上述的自动动作由一控制器控制进行。
35.上述仅为本实用新型的具体实施方式,但本实用新型的设计构思并不局限于此,凡利用此构思对本实用新型进行非实质性的改动,均应属于侵犯本实用新型保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1