金封管器件引脚矫正装置的制作方法
1.本实用新型涉及一种适用于半导体金属封装产品的安装使用过程中矫正装置,具体地说是一种金封管器件引脚矫正装置。
背景技术:
2.如图1和图2所示,金封管器件1由于受限于产品原材料管座为单个不规则外形,不能像普通to系列原材料引线框架多个组合一致性非常好,所以管脚2很容易因多工序生产及搬运导致弯曲,且弯曲都是无规则型。但是在实际安装使用时,必须保证管脚2笔直才能安装到线路板或器件中。
3.这就迫使金封管器件1生产厂家出货时必须让产品的管脚2笔直,目前,金封管器件1的管脚矫直的办法为人工用平口钳矫直,速度慢且耗费大量人工,且矫直的产品只能人工目测,不能保证一致性。
技术实现要素:
4.本实用新型的目的是克服现有技术中存在的不足,提供一种可以提高效率同时保证矫直一致性的金封管器件引脚矫正装置。
5.按照本实用新型提供的技术方案,所述金封管器件引脚矫正装置,它包括产品定位模以及位于产品定位模前侧的前侧矫正模具机构、位于产品定位模后侧的后侧矫正模具机构、位于产品定位模左侧的左侧矫正模具机构与位于产品定位模右侧的右侧矫正模具机构,产品定位模固定在前侧矫正模具机构内,在产品定位模上开设有产品定位槽口,产品定位槽口朝向左侧矫正模具机构或者右侧矫正模具机构。
6.作为优选,所述前侧矫正模具机构包括前侧模具、前侧定位块与前侧驱动组件,在前侧定位块上开设有前侧导向滑孔,前侧模具由前侧驱动组件进行驱动并在前侧导向滑孔滑动,在前侧定位块的上表面固定有所述的产品定位模;
7.且所述前侧模具的后端面纵向中部设有前侧导向板基座,前侧导向板基座的左侧面、右侧面均垂直于前侧模具的后端面,前侧导向板基座左侧的前侧模具的后端面形成前侧模具左侧x向压平面,前侧导向板基座右侧的前侧模具的后端面形成前侧模具右侧x向压平面,前侧导向板基座的左侧面形成前侧导向板基座左侧y向压平面,前侧导向板基座的右侧面形成前侧导向板基座右侧y向压平面,在前侧导向板基座的后端面设有若干块呈横向设置的前侧导向板,前侧导向板的后端为尖头状。
8.作为优选,所述后侧矫正模具机构包括后侧模具、后侧定位块与后侧驱动组件,在后侧定位块上开设有后侧导向滑孔,后侧模具由后侧驱动组件驱动并在后侧导向滑孔内滑动;
9.且所述后侧模具的前端面中部设有若干块呈横向设置的后侧导向板,在对应后侧导向板左侧的后侧模具的前端面固定有后侧模具左侧矫正柱,在对应后侧导向板右侧的后侧模具的前端面固定有后侧模具右侧矫正柱,后侧模具左侧矫正柱与后侧模具右侧矫正柱
的前端面平齐且它们的前端面均向前超出后侧导向板的前端面,后侧模具左侧矫正柱的前端面形成后侧模具左侧x向压平面,后侧模具右侧矫正柱的前端面形成后侧模具右侧x向压平面。
10.作为优选,所述左侧矫正模具机构包括左侧模具、左侧定位块与左侧驱动组件,在左侧定位块上开设有左侧导向滑孔,左侧模具由左侧驱动组件驱动并在左侧导向滑孔内滑动;
11.且所述左侧模具的右端面后侧一体连接有长方体形的左侧导向板基座,在左侧导向板基座的右端面后侧一体连接有若干块呈横向设置的左侧导向板,左侧导向板的右端为尖头状,左侧导向板前侧的左侧导向板基座的右端面形成左侧导向板基座y向压平面。
12.作为优选,所述右侧矫正模具机构包括右侧模具、右侧定位块与右侧驱动组件,在右侧定位块上开设有右侧导向滑孔,右侧模具由右侧驱动组件驱动并在右侧导向滑孔内滑动;
13.且所述右侧模具的左端面后侧一体连接有长方体形的右侧导向板基座,在右侧导向板基座的左端面后侧一体连接有若干块呈横向设置的右侧导向板,右侧导向板的左端为尖头状,右侧导向板前侧的右侧导向板基座的右端面形成右侧导向板基座y向压平面。
14.作为优选,所述前侧导向板的后端为锥形。所述左侧导向板的右端为半锥形。所述右侧导向板的左端为半锥形。
15.本实用新型与现有技术相比,优点在于:
16.1)本实用新型采用气缸控制矫直模具头不同矫直动作,实现安装在板面的短细管脚的矫直,成本低廉,设备小巧便携;
17.2)本实用新型采用锥形和半锥形模具配合的方式进行矫直,解决了管脚无规则弯曲的矫直问题;
18.3)相对于人工手工矫直管脚,本实用新型实现了设备取代人工,矫直效率和一致性得到大幅提升。
附图说明
19.图1是金封管器件的立体图之一。
20.图2是金封管器件的立体图之二。
21.图3是产品定位模的结构示意图。
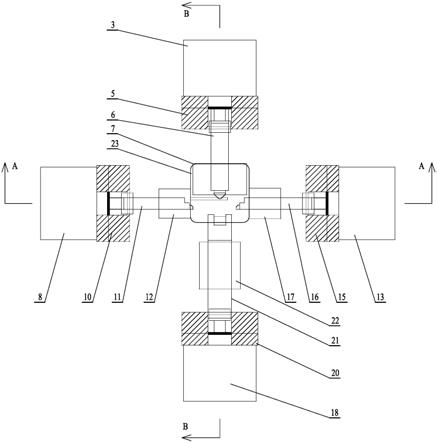
22.图4是本实用新型的结构示意图。
23.图5是图4从b-b剖视后前侧矫正模具机构的结构示意图。
24.图6是图4从a-a剖视后右侧矫正模具机构的结构示意图。
25.图7是图4从a-a剖视后左侧矫正模具机构的结构示意图。
26.图8是图4从b-b剖视后后侧矫正模具机构的结构示意图。
27.图9是本实用新型中的前侧模具的立体图。
28.图10是本实用新型中的右侧模具的立体图。
29.图11是本实用新型中的左侧模具的立体图。
30.图12是本实用新型中的后侧模具的立体图。
31.图13是本实用新型在待机状态的结构图。
32.图14是本实用新型在第一动作状态的结构图。
33.图15是本实用新型在第二动作状态的结构图。
34.图16是本实用新型在第三动作状态的结构图。
35.图17是本实用新型在第四动作状态的结构图。
36.图18是本实用新型在第五动作状态的结构图。
具体实施方式
37.下面结合具体实施例对本实用新型作进一步说明。
38.本实用新型的金封管器件引脚矫正装置,如图4至图12所示,它包括产品定位模23以及位于产品定位模23前侧的前侧矫正模具机构、位于产品定位模23后侧的后侧矫正模具机构、位于产品定位模23左侧的左侧矫正模具机构与位于产品定位模23右侧的右侧矫正模具机构,产品定位模23固定在前侧矫正模具机构内,在产品定位模23上开设有产品定位槽口23.1,产品定位槽口23.1朝向左侧矫正模具机构或者右侧矫正模具机构。
39.所述前侧矫正模具机构包括前侧模具6、前侧定位块7与前侧驱动组件,在前侧定位块7上开设有前侧导向滑孔,前侧模具6由前侧驱动组件进行驱动并在前侧导向滑孔滑动,在前侧定位块7的上表面固定有所述的产品定位模23;所述前侧驱动组件包括固定在前侧支架5、固定在前侧支架5上的前侧气缸3,前侧气缸3的活塞杆后端与前侧模具6的前端相连;
40.且所述前侧模具6的后端面纵向中部设有前侧导向板基座6.6,前侧导向板基座6.6的左侧面、右侧面均垂直于前侧模具6的后端面,前侧导向板基座6.6左侧的前侧模具6的后端面形成前侧模具左侧x向压平面6.2,前侧导向板基座6.6右侧的前侧模具6的后端面形成前侧模具右侧x向压平面6.3,前侧导向板基座6.6的左侧面形成前侧导向板基座左侧y向压平面6.4,前侧导向板基座6.6的右侧面形成前侧导向板基座右侧y向压平面6.5,在前侧导向板基座6.6的后端面设有三块呈横向设置且为锥形的前侧导向板6.1,三块前侧导向板6.1组合形成前侧导向头。
41.所述后侧矫正模具机构包括后侧模具21、后侧定位块22与后侧驱动组件,在后侧定位块22上开设有后侧导向滑孔,后侧模具21由后侧驱动组件驱动并在后侧导向滑孔内滑动;所述后侧驱动组件包括后侧支架20、固定在后侧支架20上的后侧气缸18,后侧气缸18的活塞杆的前端部与后侧模具21的后端部相连;
42.且所述后侧模具21的前端面中部设有二块呈横向设置的后侧导向板21.1,二块后侧导向板21.1组合形成后侧平压头,在对应后侧导向板21.1左侧的后侧模具21的前端面固定有后侧模具左侧矫正柱21.4,在对应后侧导向板21.1右侧的后侧模具21的前端面固定有后侧模具右侧矫正柱21.5,后侧模具左侧矫正柱21.4与后侧模具右侧矫正柱21.5的前端面平齐且它们的前端面均向前超出后侧导向板21.1的前端面,后侧模具左侧矫正柱21.4的前端面形成后侧模具左侧x向压平面21.2,后侧模具右侧矫正柱21.5的前端面形成后侧模具右侧x向压平面21.3。
43.所述左侧矫正模具机构包括左侧模具11、左侧定位块12与左侧驱动组件,在左侧定位块12上开设有左侧导向滑孔,左侧模具11由左侧驱动组件驱动并在左侧导向滑孔内滑动;所述左侧驱动组件包括左侧支架10、固定在左侧支架10上的左侧气缸8,左侧气缸8的活
塞杆与左侧模具11的左端部相连;
44.且所述左侧模具11的右端面后侧一体连接有长方体形的左侧导向板基座11.3,在左侧导向板基座11.3的右端面后侧一体连接有二块呈横向设置且为半锥形的左侧导向板11.1,二块左侧导向板11.1组合形成左侧导向头,左侧导向板11.1前侧的左侧导向板基座11.3的右端面形成左侧导向板基座y向压平面11.2。
45.所述右侧矫正模具机构包括右侧模具16、右侧定位块17与右侧驱动组件,在右侧定位块17上开设有右侧导向滑孔,右侧模具16由右侧驱动组件驱动并在右侧导向滑孔内滑动;所述右侧驱动组件包括右侧支架15、固定在右侧支架15上的右侧气缸13,右侧气缸13的活塞杆与右侧模具16的右端部相连;
46.且所述右侧模具16的左端面后侧一体连接有长方体形的右侧导向板基座16.3,在右侧导向板基座16.3的左端面后侧一体连接有二块呈横向设置且为半锥形的右侧导向板16.1,二块右侧导向板16.1组合形成右侧导向头,右侧导向板16.1前侧的右侧导向板基座16.3的右端面形成右侧导向板基座y向压平面16.2。
47.当工作时,把金封管器件1的两根弯曲管脚2插入产品定位板23的产品定位槽口23.1内,并使右边管脚2贴住产品定位板23的右侧槽边。
48.实施例1
49.为表述方便,图14至图17中只画出管脚2,金封管器件1的座体未画出,但实际实施时,是整个产品一体状态。
50.图13为本实用新型的待机状态;
51.图14为本实用新型工作的第一动作状态,具体为当装置按下一次启动按钮后,前侧气缸3的活塞杆伸出,带动前侧模具6的前侧导向头插入两根管脚2的中间,并使得前侧模具6的前侧模具左侧x向压平面6.2和前侧模具右侧x向压平面6.3垂直位置刚好到达与管脚2根部相对垂直位置。
52.图15为本实用新型工作的第二动作状态:前侧模具6的前侧模具左侧x向压平面6.2和前侧模具右侧x向压平面6.3到达管脚2的相对垂直位置后并保持伸出状态,左侧气缸8和右侧气缸13同时动作,左侧气缸8的左侧活塞杆、右侧气缸13的右侧活塞杆14伸出,分别带动左侧模具11的左侧导向头和右侧模具16的右侧导向头向中间运动,二块左侧导向板11.1的右端与二块后侧导向板21.1的左端插入相邻二块前侧导向板6.1之间,左侧导向头、右侧导向头利用导向作用把两根弯曲管脚2压到前侧模具6的前侧导向板基座左侧y向压平面6.4和前侧导向板基座右侧y向压平面6.5的区域位置,然后左侧模具11上的左侧导向板基座y向压平面11.2和右侧模具16上的右侧导向板基座y向压平面16.2把管脚2压直在前侧模具6的前侧导向板基座左侧y向压平面6.4和前侧导向板基座右侧y向压平面6.5表面。
53.图16为本实用新型工作的第三动作状态:在上个状态的左、右导向压直后,左侧气缸8的活塞杆和右侧气缸13的活塞杆回退,分别带动左侧模具11和右侧模具16的左侧导向头和右侧导向头回到待机位置。
54.图17为本实用新型工作的第四动作状态:待左侧导向头和右侧导向头运动到待机位置后,后侧气缸18动作,后侧气缸18的活塞杆伸出,带动后侧模具21向中间运动,后侧模具21的后侧平压头插入到前侧模具6的前侧导向头内,把两根弯曲管脚2推到前侧模具6的前侧模具左侧x向压平面6.2和前侧模具右侧x向压平面6.3的区域位置,然后后侧模具21的
后侧模具左侧x向压平面21.2和后侧模具右侧x向压平面21.3把两根弯曲管脚2压直在前侧模具6的前侧模具左侧x向压平面6.2和前侧模具右侧x向压平面6.3。
55.图18为本实用新型工作的第五动作状态:在上个状态的上、下导向压直后,前侧气缸3的活塞杆和后侧气缸18的活塞杆回退,分别带动前侧模具6的上侧导向头和后侧模具21的后侧平压头回到待机位置。此时一次矫直整形动作结束。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1