新型换热器管路压接装配装置的制作方法
1.本实用新型涉及的是一种换热器生产设备工装设计制造领域的管路压接装配装置,特别是一种可以方便将产品整体送入连续气氛保护炉钎焊的新型换热器管路压接装配装置。
背景技术:
2.目前,在汽车热管理行业,汽车空调细分板块,对于空调换热器的送液管和吸气管的装配焊接,一般均采用火焰钎焊的方法,将经过连续气氛保护炉钎焊的换热器芯体和未经焊接的两根管路零件分别放置在焊接夹具上进行定位,然后用焊枪将管路焊接完成。
3.现有的火焰钎焊管路的方法有诸多弊端:一、焊接完成后,连接区域的外观不美观,一般会存在焊渣;二、焊接速率快,焊接饱满效果可能不理想;三、管路装配形式有局限性,只能将管路对插到换热器集液管内部;四、工时较长,效率低。
技术实现要素:
4.本实用新型针对现有技术的不足,提出一种新型换热器管路压接装配装置,可将管路压入固定于换热器芯体的理论设计尺寸位置,以方便将产品整体送入连续气氛保护炉钎焊,不但提高了产品加工效率,产品的美观程度也大幅提高。
5.本实用新型是通过以下技术方案来实现的,本实用新型包括送液管、吸汽管、换热器芯体、芯体固定基座、芯体固定肘夹、集液管压紧肘夹、行程限位调节柱、压接起始位传感器、压接到位传感器、管路仿形夹具、直线导轨、伸缩电机,直线导轨、伸缩电机均布置在芯体固定基座的一侧端,直线导轨的一端靠近伸缩电机,管路仿形夹具布置在直线导轨上,送液管、吸汽管均布置在管路仿形夹具内;压接起始位传感器、压接到位传感器均布置在芯体固定基座上并靠近管路仿形夹具;芯体固定肘夹布置在芯体固定基座上,换热器芯体布置在芯体固定基座上并通过芯体固定肘夹进行加固;行程限位调节柱布置在芯体固定基座上,并位于管路仿形夹具、换热器芯体之间;集液管压紧肘夹布置在芯体固定基座上,用于从垂直方向压紧换热器芯体上的集液管。
6.进一步地,在本实用新型中,芯体固定肘夹在45度方向上对换热器芯体进行加固。
7.与现有技术相比,本实用新型具有如下有益效果为:可将管路压入固定于换热器芯体的理论设计尺寸位置,以方便将产品整体送入连续气氛保护炉钎焊,与火焰钎焊管路相比,通过该工装机构压接后进炉内钎焊有以下优势:一、焊接后连接区域没有痕迹,没有焊渣;二、连续气氛保护炉内焊接时间较长,钎料流动充分,孔隙填充效果好;三、管路与换热器集液管的配合灵活,不受特定约束;四、装配管路,操作节拍更快,效率提升。
附图说明
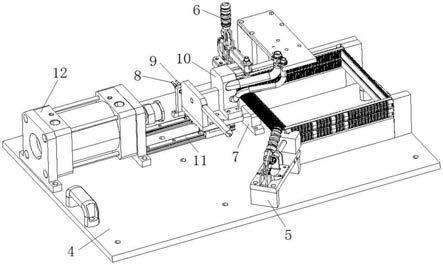
8.图1为本实用新型实施例的结构示意图;
9.图2为图1的一侧局部放大图;
10.图3为图1的另一侧局部放大图;
11.图4为本实用新型实施例的俯视图;
12.图5为本实用新型实施例中的装配总成产品;
13.其中,1、送液管,2、吸汽管,3、换热器芯体,4、芯体固定基座,5、芯体固定肘夹,6、集液管压紧肘夹,7、行程限位调节柱,8、压接起始位传感器,9、压接到位传感器,10、管路仿形夹具,11、直线导轨,12、伸缩电机。
具体实施方式
14.下面结合附图对本实用新型的实施例作详细说明,本实施例以本实用新型技术方案为前提,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
15.实施例
16.具体实施例图1至图5所示,本实用新型包括送液管1、吸汽管2、换热器芯体3、芯体固定基座4、芯体固定肘夹5、集液管压紧肘夹6、行程限位调节柱7、压接起始位传感器8、压接到位传感器9、管路仿形夹具10、直线导轨11、伸缩电机12,直线导轨11、伸缩电机12均布置在芯体固定基座4的一侧端,直线导轨11的一端靠近伸缩电机12,管路仿形夹具10布置在直线导轨11上,送液管1、吸汽管2均布置在管路仿形夹具10内;压接起始位传感器8、压接到位传感器9均布置在芯体固定基座4上并靠近管路仿形夹具10;芯体固定肘夹5布置在芯体固定基座4上,换热器芯体3布置在芯体固定基座4上并通过芯体固定肘夹5进行加固;行程限位调节柱7布置在芯体固定基座4上,并位于管路仿形夹具10、换热器芯体3之间;集液管压紧肘夹6布置在芯体固定基座4上,用于从垂直方向压紧换热器芯体3上的集液管;芯体固定肘夹5在45度方向上对换热器芯体3进行加固。
17.本实用新型提供的机构主要用于将换热器的送液管1和吸汽管2与芯体3装配为总成产品。
18.本实用新型主要结构包括固定部分和运动部分,两部分之间用一个直线导轨连接。机构的固定部分主要由芯体固定基座4、芯体固定肘夹5、集液管压紧肘夹6、行程限位调节柱7、压接起始位感应器8、压接到位感应器9等机构组成。其中,芯体固定基座4是机构的底板,负责放置芯体3,给予芯体3四周轮廓定位;芯体固定肘夹5的功能是在斜角45
°
方向将芯体3牢靠地固定在基座上,保证没有晃动;集液管压紧肘夹6负责从垂直方向压紧集液管零件与两根管路对接的连接头,防止在管路零件压接过程中集液管受到来自电机的力而开裂;行程限位调节柱7主要功能是采用机械硬限位的方式调节两根管路与集液管压接的配合深度,方便灵活;压接起始位置感应器8是本实用新型的一大靓点,感应器信号与plc程序互联,当管路零件依靠员工手动推动到达指定位置时,按下按钮,伸缩电机12方才给予管路推力,使得管路压紧至集液管零件,防止管路未与集液管对接完成的情况下电机便施力,造成产品错位不良;压接到位感应器9与plc程序互联,配合绿色指示灯可以清晰、快速地反馈压接行程是否到达理论设计位置。
19.机构的运动部分主要由管路仿形夹具10、直线导轨11、伸缩电机12等机构组成。其中,管路仿形夹具11主要功能是对两根管路零件进行定位,在设计尺寸上保证管路零件每次压接时候位于正确的相对位置;直线导轨11目的是保证管路与集液管零件压接的过程中
保持中心线位移,防止装配错位;伸缩电机12作为每次装配时候管路仿形夹具产生位移的动力来源,可通过调压阀来调节压接压力。
20.在具体的使用的过程中,先将芯体3放置在芯体固定基座4上,然后用芯体固定肘夹5将芯体3从斜角方向夹紧,再将集液管压紧肘夹6垂直向下压紧零件,取一个送液管1和一个吸汽管2放置在管路仿形夹具10对应位置,然后手动将管路仿形夹具10推动至压接起始位感应器8的位置,双手同时按下启动按钮,在按压启动按钮过程中,伸缩电机12会推动管路仿形夹具10沿着直线导轨11将管路零件与集液管压接,至压接到位感应器9感应到信号为止,伸缩电机12自动退回至原始位置,手动将管路仿形夹具10脱离管路零件,再分别松开集液管压紧肘夹8和芯体固定肘夹5。取出成品工件,操作结束。在此过程中,可根据零件实际情况适量在管路零件或者集液管零件端口位置涂抹少量润滑油。
21.经过使用验证,本实用新型可以重复性地且非常可靠地将管路零件压接固定于换热器芯体的理论设计尺寸位置,提高了产品加工效率,产品的美观程度也大幅提高,有效提升了客户满意度。
22.以上对本实用新型的具体实施例进行了描述。需要理解的是,本实用新型并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变形或修改,这并不影响本实用新型的实质内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1