一种细纱机摇架架体垫片的装配装置的制作方法
1.本实用新型涉及一种细纱机摇架架体架体垫片的装配装置,属于细纱机摇架装配设备技术领域。
背景技术:
2.细纱机摇架的顶端通过紧固螺钉1固装有三组架体垫片2(参见说明书附图1);架体垫片2上间隔设置有插接孔和锁紧孔;装配时需要将架体垫片2上的插接孔与细纱机摇架插接后,在使用紧固螺钉1通过锁紧孔将其固装在细纱机摇架上。目前细纱机摇架架体的架体垫片2装配是通过手动完成的,存有劳动强度大和工作效率低的问题。为此有必要研发一种能够机械化完成架体垫片2装配的装配装置,以解决目前人工完成架体垫片2装配时存有的以上问题。
技术实现要素:
3.本实用新型的目的在于:提供一种结构紧凑、设计巧妙,以解决细纱机摇架架体架体垫片现有装配方式存有的劳动强度大和工作效率低问题的细纱机摇架架体架体垫片的装配装置。
4.本实用新型的技术方案是:
5.一种细纱机摇架架体垫片的装配装置,包括传送线、垫片上料机构和拧紧机构;传送线一侧间隔状设置有垫片上料机构和拧紧机构;其特征在于:所述的拧紧机构包括螺钉供料器、拧紧枪、立架和定位块;传送线一侧装有螺钉供料器和立架;立架上通过滑轨和汽缸装有升降座;升降座的下端固装有装配板;装配板上方的升降座上通过导轨装有三组滑移板;滑移板上方的升降座上通过伺服电机装有驱动丝杆;驱动丝杆与滑移板连接;滑移板上并列装有拧紧枪;拧紧枪的下端穿过装配板后通过软管与螺钉供料器相连接;装配板的下端通过导向杆和缓冲弹簧装有定位块;定位块的底端设置有定位槽口;定位槽口两侧的定位块上通过定位汽缸对称装有三组定位板。
6.所述的垫片上料机构包括机架、振动上料机、引导滑道、推送缸、旋转缸和旋转板;传送线一侧装有机架;机架上通过装配支架装有推送缸;推送缸的活塞杆端头通过旋转缸装有旋转板;旋转板的端头装有三组定位吸头;所述的装配支架一侧的机架上阶梯状设置有三组振动上料机;振动上料机的输出端连接有引导滑道;引导滑道的端头装有限位块。
7.所述的定位吸头包括真空吸盘和定位销;旋转板端头的下方间隔安装有真空吸盘和定位销。
8.所述的限位块上设置有结构呈“]”型的限位槽口。
9.所述的装配支架一侧的机架上设置有废料溜板。
10.本实用新型的优点在于:
11.该细纱机摇架架体垫片的装配装置,结构紧凑、设计巧妙,能够机械化完成细纱机摇架架体垫片的装配工作,解决了细纱机摇架架体架体垫片现有装配方式存有的劳动强度
大和工作效率低的问题,满足了企业高效装配使用的需要。
附图说明
12.图1为细纱机摇架及架体垫片的结构示意图;
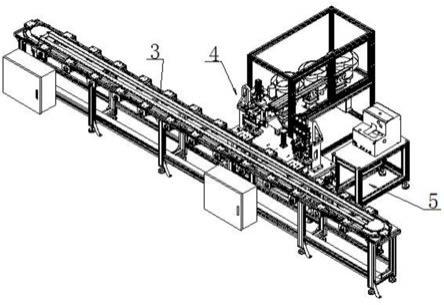
13.图2为本实用新型的轴测结构示意图;
14.图3为本实用新型的俯视结构示意图;
15.图4为本实用新型垫片上料机构的结构示意图;
16.图5为图4的俯视结构示意图;
17.图6为图4的主视结构示意图;
18.图7为图6中a
‑
a向的结构示意图;
19.图8为图7中b处的放大结构示意图;
20.图9为图4中c处的放大结构示意图;
21.图10为本实用新型垫片上料机构的部分结构示意图;
22.图11为本实用新型拧紧机构的结构示意图;
23.图12为本实用新型的拧紧机构除去螺钉供料器后的结构示意图;
24.图13为图12的左视结构示意图;
25.图14为图13中d
‑
d的结构示意图;
26.图15为图12中e处的放大结构示意图。
27.图中:1、紧固螺钉;2、架体垫片;3、传送线;4、垫片上料机构;5、拧紧机构;6、螺钉供料器;7、立架;8、升降座;9、装配板;10、滑移板;11、伺服电机;12、驱动丝杆;13、拧紧枪;14、导向杆;15、缓冲弹簧;16、定位块;17、定位槽口;18、定位汽缸;19、定位板;20、机架;21、装配支架;22、推送缸;23、旋转缸;24、旋转板;25、振动上料机;26、定位吸头;27、引导滑道;28、限位块;29、真空吸盘;30、定位销;31、限位槽口;32、废料溜板。
具体实施方式
28.该细纱机摇架架体垫片的装配装置包括传送线3、垫片上料机构4和拧紧机构5(参见说明书附图2和3);传送线3为外购设备,目前市面上凡是能够满足将细纱机摇架有序输出的传送线均能够满足本技术的使用需要。
29.传送线3一侧间隔状设置有垫片上料机构4(参见说明书附图2和3)。垫片上料机构4包括机架20、振动上料机25、引导滑道27、推送缸22、旋转缸23和旋转板24(参见说明书附图4和5)。
30.传送线3一侧装有机架20;机架20上通过装配支架21装有推送缸22;推送缸22的活塞杆端头通过旋转缸23装有旋转板24(参见说明书附图10)。推送缸22工作时可带动旋转缸23和旋转板24上下移动;旋转缸23工作时可带动旋转板24往复转动。
31.旋转板24的端头装有三组定位吸头26(参见说明书附图4和9);工作时,旋转板24可通过定位吸头26对架体垫片2进行吸附转移。
32.定位吸头26包括真空吸盘29和定位销30;旋转板24端头的下方间隔安装有真空吸盘29和定位销30(参见说明书附图9)。工作时定位吸头26上可通过定位销30插入到架体垫片2上的装配孔的方式对架体垫片2进行定位。
33.装配支架21一侧的机架20上阶梯状设置有三组振动上料机25(参见说明书附图4和5);振动上料机25为外购设备,其工作时能够将架体垫片2以统一的姿态有序输出。装配支架21另一侧的机架20上设置有废料溜板32(参见说明书附图5和10)。
34.振动上料机25的输出端连接有引导滑道27(参见说明书附图5);架体垫片2经过振动上料机25输入到引导滑道27后,架体垫片2将在相互挤压力的作用下沿着引导滑道27前行。
35.引导滑道27的端头装有限位块28(参见说明书附图8)。限位块28上设置有结构呈“]”型的限位槽口31(参见说明书附图8)。限位槽口31的结构与架体垫片2的结构一致,如此当引导滑道27上的架体垫片2在相互挤压力的作用下进入到限位槽口31后,限位槽口31即可对架体垫片2进行定位,以方便定位吸头26将定位后的架体垫片2从限位槽口31的内部吸出。
36.垫片上料机构4一侧设置有拧紧机构5(参见说明书附图2和3)。拧紧机构5包括螺钉供料器6、拧紧枪13、立架7和定位块16(参见说明书附图11)。
37.传送线3一侧装有螺钉供料器6和立架7;螺钉供料器6为外购设备其工作时能够将紧固螺钉1以统一的姿态有序输出。
38.立架7上通过滑轨和汽缸装有升降座8(参见说明书附图13);工作时汽缸可驱动升降座8沿着滑轨上下滑动。
39.升降座8的下端固装有装配板9(参见说明书附图12和13);装配板9上方的升降座8上通过导轨装有三组滑移板10;滑移板10上方的升降座8上通过伺服电机11装有驱动丝杆12;驱动丝杆12与滑移板10连接(参见说明书附图12和13)。伺服电机11工作时可通过驱动丝杆12驱动滑移板10在升降座8上上下滑动。
40.滑移板10上装有拧紧枪13;拧紧枪13为外购设备,工作时当拧紧枪13的下端接收到紧固螺钉1后,拧紧枪13可完成紧固螺钉1的旋紧动作。
41.拧紧枪13的下端穿过装配板9后通过软管与螺钉供料器6相连接;装配板9的下端通过导向杆14和缓冲弹簧15装有定位块16(参见说明书附图12、13和15);工作时当定位块16受压后,定位块16即可克服缓冲弹簧15的弹力后在导向杆14的引导下上移,当定位块16上的压力撤销后,定位块16在缓冲弹簧15弹力的作用下可迅速复位。
42.定位块16的底端设置有定位槽口17(参见说明书附图15);定位槽口17两侧的定位块16上通过定位汽缸18对称装有三组定位板19(参见说明书附图14和15)。工作时,定位块16下移通过定位槽口17与细纱机摇架的上端面抵触时,定位块16即可与细纱机摇架保持相对不动,从而使定位板19能够从两侧将架体垫片2夹紧,进而达到了对架体垫片2进行定位的目的。
43.该细纱机摇架架体垫片的装配装置,工作时,当传送线3带动固定的细纱机摇架移动至与垫片上料机构4相对应且停止不动时,垫片上料机构4上的三组振动上料机25动作输出架体垫片2使其在相互挤压力的作用下沿着引导滑道27前行,当最末端的架体垫片2移动至限位块28中的限位槽口31后,振动上料机25停止动作。随后旋转缸23动作带动旋转板24移动至限位块28的上方,此时旋转板24上的定位吸头26与限位块28中的架体垫片2呈相向设置。
44.随后推送缸22推动旋转缸23和旋转板24下移使定位吸头26与对应的架体垫片2接
触,并通过真空吸盘29将架体垫片2吸附固定。而后推送缸22带动旋转缸23和旋转板24上移复位。此时如果定位吸头26上的定位销30能够插入到架体垫片2上的装配孔说明架体垫片2的位置正确,否则架体垫片2的位置不正确不适合安装。
45.当架体垫片2的位置正确时,旋转缸23带动旋转板24直接转动至细纱机摇架的上方,使架体垫片2与其装配位置相对应。当架体垫片2的位置不正确时,旋转缸23带动旋转板24转动至废料溜板32的上方,随后定位吸头26将架体垫片2松开使其在重力的作用下落入到废料溜板32中,并最终在废料溜板32的作用下将其引导至其它地方收集,随后旋转缸23带动旋转板24转动至限位块28的上方,而后振动上料机25、推送缸22、旋转缸23和定位吸头26重复上述动作,直至旋转板24通过定位吸头26将架体垫片2转送至细纱机摇架的上方。
46.以上动作进行完毕后,推送缸22推动旋转缸23和旋转板24下移使定位吸头26将架体垫片2放置在细纱机摇架的上端后复位。
47.架体垫片2放置在细纱机摇架的上端后,传送线3带动细纱机摇架移动至与拧紧机构5相对应时停止不动;随后汽缸可驱动升降座8沿着滑轨下移,当升降座8上的定位块16下移至与细纱机摇架抵触并克服缓冲弹簧15的弹力后在导向杆14的引导下相对升降座8上移一段距离后,升降座8停止动作。此时定位块16与细纱机摇架保持相对不动,而后定位汽缸18带动定位板19动作(参见说明书附图14),使定位板19能够从两侧将架体垫片2夹紧,进而达到了对架体垫片2进行夹紧定位,防止其产生滑移的目的。
48.定位板19将架体垫片2固定后,螺钉供料器6动作将紧固螺钉1输入至拧紧枪13的下端。随后拧紧枪13动作,与此同时伺服电机11通过驱动丝杆12驱动滑移板10和拧紧枪13下移,使拧紧枪13在下移过程中顺利完成紧固螺钉1的拧紧动作;一段时间紧固螺钉1拧紧后,拧紧枪13停止动作,伺服电机11通过驱动丝杆12驱动滑移板10复位,随后汽缸可驱动升降座8复位。至此该细纱机摇架架体垫片的装配装置全部完成架体垫片2的装配工作,该装配装置即可进入下个工作循环。
49.该细纱机摇架架体垫片的装配装置,结构紧凑、设计巧妙,能够机械化完成细纱机摇架架体垫片2的装配工作,解决了细纱机摇架架体架体垫片2现有装配方式存有的劳动强度大和工作效率低的问题,满足了企业高效装配使用的需要。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1