一种水平连续铸铁型材自动压断装置的制作方法
1.本实用新型属于水平连续铸铁技术领域,具体涉及一种水平连续铸铁型材自动压断装置。
背景技术:
2.型材是铁或钢以及具有一定强度和韧性的材料通过轧制、挤出、铸造等工艺制成的具有一定几何形状的物体。这类材料具有的外观尺寸一定,断面呈一定形状,具有一定的力学物理性能,在铸铁型材制造生产过程中需要使用一种自动压断装置。
3.目前所使用的水平连续铸铁型材自动压断装置在使用时,当对铸铁型材压断结束后,由于铸铁型材体积过重,压断的型材一方面不便于工作人员进行拿取,另一方面直接掉落会产生一定的危险,且型材表面多有许多杂质,需要人工进行清理,影响工作效率。
技术实现要素:
4.本实用新型的目的在于提供一种水平连续铸铁型材自动压断装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种水平连续铸铁型材自动压断装置,包括:支撑底座,待压断的铸铁型材在呈凹字型的支撑底座表面进行压断工作,且支撑底座内设置有出料机构;
6.所述出料机构包括:复位弹簧、承载板、出料口和出料盒,所述支撑底座表面开设有出料口,所述出料口内安装有复位弹簧,所述复位弹簧远离出料口一侧连接有承载板,所述承载板竖直下方开设有空腔,所述空腔内轴向滑动有出料盒。
7.优选的,所述复位弹簧设置为两个,所述空腔内设置有供出料盒轴向滑动的滑槽,所述出料盒内侧安装有第一转杆,所述第一转杆远离出料盒一侧连接有挡板,所述挡板外侧安装有把手。
8.优选的,所述支撑底座顶部安装有驱动机构,所述驱动机构包括压断头、液压杆、液压机和安装柱,所述支撑底座顶部设置有安装柱,所述安装柱设置为四个,四个所述安装柱之间设置有液压机。
9.优选的,所述液压机顶部安装有固定螺栓,所述固定螺栓设置为四个,所述液压机底部安装有液压杆,所述液压杆贯穿支撑底座连接有压断头。
10.优选的,所述支撑底座内侧开设有入料口,所述入料口顶部安装有清理机构,所述清理机构包括:凹槽、清洁刷和第二转杆,所述入料口顶部开设有凹槽,所述凹槽内安装第二转杆,所述第二转杆远离凹槽内一端连接有清洁刷。
11.优选的,所述压断头与承载板呈错位设置,所述出料盒内设置有海绵垫。
12.本实用新型的技术效果和优点:该水平连续铸铁型材自动压断装置,当对铸铁型材压断结束后,被压断的一部分铸铁型材随着承载板的倾斜落入出料盒内,且通过海绵垫可减少型材落入时的冲击力,延长了整体的使用寿命,通过拉动把手即可将压断后的型材
进行取出,结构简单,实用性得到增强;当型材进入压断区域时,通过清理刷与其表面相接触,对型材表面进行清理,节省了人工清理的过程,提高了整体的工作效率,该水平连续铸铁型材自动压断装置,通过拉动把手带动出料盒的轴向移动,便于取出压断后的型材,提高了整体安全性,且通过清洁刷与型材表面相接触,即可清理其表面,节省人工成本。
附图说明
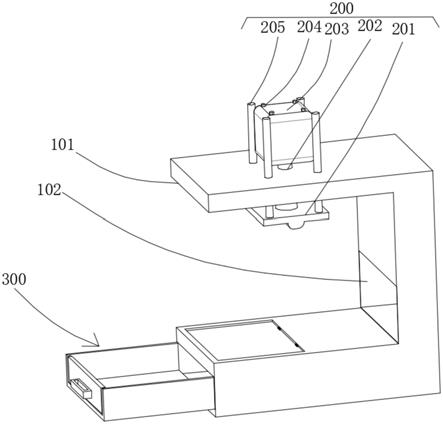
13.图1为本实用新型的整体的结构示意图;
14.图2为本实用新型的出料机构的结构示意图;
15.图3为本实用新型的清洁机构的结构示意图。
16.图中:101、支撑底座;102、进料口;200、驱动机构;201、压断头;202、液压杆;203、液压机;204、固定螺栓;205、安装柱;300、出料机构;301、复位弹簧;302、承载板;303、出料盒;304、第一转杆;305、挡板;306、把手;307、海绵垫;400、清理机构;401、凹槽;402、清洁刷;403、第二转杆。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
18.为了便于取出压断后的型材,参考图1和图2所示,包括出料机构300包括:复位弹簧301、承载板302、出料口和出料盒303,支撑底座101表面开设有出料口,出料口内安装有复位弹簧301,复位弹簧301远离出料口一侧连接有承载板302,承载板302竖直下方开设有空腔,空腔内轴向滑动有出料盒303,复位弹簧301设置为两个,空腔内设置有供出料盒303轴向滑动的滑槽,出料盒303内侧安装有第一转杆304,第一转杆304远离出料盒303一侧连接有挡板305,挡板305外侧安装有把手306,压断头201与承载板302呈错位设置,出料盒303内设置有海绵垫307,随着重体积的型材下压,通过复位弹簧301的延展性,使得承载板302呈倾斜状,将压断后的型材滑至出料盒303内,通过海绵垫307对滑落的型材产生有效的缓冲,提高安全性,后期便于工作人员取出,提升整体的工作效率。
19.为了驱动压断头201对型材进行压断,参考图1和图2所示,包括支撑底座101,待压断的铸铁型材在呈凹字型的支撑底座101表面进行压断工作,支撑底座101顶部安装有驱动机构200,驱动机构200包括压断头201、液压杆202、液压机203和安装柱205,支撑底座101顶部设置有安装柱205,安装柱205设置为四个,四个安装柱205之间设置有液压机203,液压机203顶部安装有固定螺栓204,固定螺栓204设置为四个,液压机203底部安装有液压杆202,液压杆202贯穿支撑底座101连接有压断头201,通过液压机203提供液压动力,液压杆202带动压断头201进行上下的升降位移,对型材进行压断,该液压机203选用型号为y41
‑
10t,并非是本实用实际创新,不做详细说明。
20.为了节约后期人工清理型材的时间成本,参考图1和图3所示,支撑底座101内侧开设有入料口102,入料口102顶部安装有清理机构400,清理机构400包括:凹槽401、清洁刷402和第二转杆403,入料口102顶部开设有凹槽401,凹槽401内安装第二转杆403,第二转杆403远离凹槽401内一端连接有清洁刷402,当型材通过入料口时,型材的表面与清洁刷402相接触,从而对型材的表面进行清理,节约后期的人工成本,提高了整体的工作效率,需要
说明的是,该清洁刷402长度要长于凹槽401的深度。
21.工作原理:首先通过入料口102将需要压断的型材放置于承载板302表面,当型材通过入料口102时,型材表面与清洁刷402相接触,随后驱动液压机203带动液压杆202的升降,使得压断头201对承载板302进行压断,压断后的型材,通过复位弹簧301的延展性带动承载板302发生倾斜,型材滑落至出料盒303内的海绵垫307上,拉动把手306,通过第二转杆304的转动带动挡板305的移动,便于工作人员拿取出料盒303内的型材,且当型材掉落后,该复位弹簧301带动承载板302回复原平行状态。
22.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型。
技术特征:
1.一种水平连续铸铁型材自动压断装置,其特征在于,包括:支撑底座(101),待压断的铸铁型材在呈凹字型的支撑底座(101)表面进行压断工作,且支撑底座(101)内设置有出料机构(300);所述出料机构(300)包括:复位弹簧(301)、承载板(302)、出料口和出料盒(303),所述支撑底座(101)表面开设有出料口,所述出料口内安装有复位弹簧(301),所述复位弹簧(301)远离出料口一侧连接有承载板(302),所述承载板(302)竖直下方开设有空腔,所述空腔内轴向滑动有出料盒(303)。2.根据权利要求1所述的一种水平连续铸铁型材自动压断装置,其特征在于:所述复位弹簧(301)设置为两个,所述空腔内设置有供出料盒(303)轴向滑动的滑槽,所述出料盒(303)内侧安装有第一转杆(304),所述第一转杆(304)远离出料盒(303)一侧连接有挡板(305),所述挡板(305)外侧安装有把手(306)。3.根据权利要求1所述的一种水平连续铸铁型材自动压断装置,其特征在于:所述支撑底座(101)顶部安装有驱动机构(200),所述驱动机构(200)包括压断头(201)、液压杆(202)、液压机(203)和安装柱(205),所述支撑底座(101)顶部设置有安装柱(205),所述安装柱(205)设置为四个,四个所述安装柱(205)之间设置有液压机(203)。4.根据权利要求3所述的一种水平连续铸铁型材自动压断装置,其特征在于:所述液压机(203)顶部安装有固定螺栓(204),所述固定螺栓(204)设置为四个,所述液压机(203)底部安装有液压杆(202),所述液压杆(202)贯穿支撑底座(101)连接有压断头(201)。5.根据权利要求1所述的一种水平连续铸铁型材自动压断装置,其特征在于:所述支撑底座(101)内侧开设有入料口(102),所述入料口(102)顶部安装有清理机构(400),所述清理机构(400)包括:凹槽(401)、清洁刷(402)和第二转杆(403),所述入料口(102)顶部开设有凹槽(401),所述凹槽(401)内安装第二转杆(403),所述第二转杆(403)远离凹槽(401)内一端连接有清洁刷(402)。6.根据权利要求3所述的一种水平连续铸铁型材自动压断装置,其特征在于:所述压断头(201)与承载板(302)呈错位设置,所述出料盒(303)内设置有海绵垫(307)。
技术总结
本实用新型公开了一种水平连续铸铁型材自动压断装置,包括:支撑底座,待压断的铸铁型材凹字型的支撑底座表面进行压断工作,且支撑底座内设置有出料机构;所述出料机构包括:复位弹簧、承载板、出料口和出料盒,所述支撑底座表面开设有出料口,所述出料口内安装有复位弹簧,所述复位弹簧远离出料口一侧连接有承载板,所述承载板竖直下方开设有空腔,所述空腔内轴向滑动有出料盒。该水平连续铸铁型材自动压断装置,通过拉动把手带动出料盒的轴向移动,便于取出压断后的型材,提高了整体安全性,且通过清洁刷与型材表面相接触,即可清理其表面,节省人工成本。节省人工成本。节省人工成本。
技术研发人员:孙楠 郜永福
受保护的技术使用者:江苏华龙铸铁型材有限公司
技术研发日:2021.08.24
技术公布日:2022/1/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1