铝用切削倒角毛刺刀的制作方法
1.本实用新型涉及数控加工技术领域,具体为铝用切削倒角毛刺刀。
背景技术:
2.现有的工件表面都需要加工孔,孔一般采用钻削加工,故需要用到切削刀具。
3.但是,当前传统的切削刀具会做成直槽剪切角的形式,此种形式更多的为刮削和挤削,前角比较小,切削不锋利,产品容易产生毛刺,影响加工的质量。
技术实现要素:
4.本实用新型的目的在于提供铝用切削倒角毛刺刀,以解决传统切削刀具前角比较小,切削不锋利,产品容易产生毛刺的问题。
5.为实现上述目的,本实用新型提供如下技术方案:铝用切削倒角毛刺刀,包括:
6.金属柄部;以及
7.弧形过渡部;以及
8.切削部,所述切削部的外周上设有四个螺旋切削刃;相连两个所述螺旋切削刃之间设有螺旋排屑槽;四个所述螺旋切削刃的端部分别设有切削端齿;
9.其中,所述切削部设于金属柄部的一端;所述弧形过渡部设于金属柄部以及切削部之间,以使所述切削部与金属柄部之间的平滑过渡。
10.优选的,所述螺旋切削刃与螺旋排屑槽之间设有凹槽,所述凹槽与螺旋排屑槽的端部相连接。
11.优选的,所述弧形过渡部两侧边之间的第一夹角为28
°‑
32
°
。
12.优选的,所述切削端齿的第一后角为12
°‑
14
°
,所述切削端齿的第二后角为23
°‑
27
°
。
13.优选的,所述切削部的长度为4.95-5.35mm。
14.优选的,所述切削部两侧边之间的第一夹角为89
°‑
91
°
。
15.与现有技术相比,本实用新型的有益效果是:
16.1、本实用新型通过设置锋利的前角,在加工铝用等软材上更容易,切削轻快,抑制振纹和毛刺的产生,可使用的时间更长,省去后面去毛刺的动作,通过将当前的刮削和挤削变换成切削,保持加工轻快,抑制毛刺的产生。
17.2、本实用新由于螺旋排屑槽为圆弧形结构,在保证强度的同时拥有更好的排屑和更大的空间。
附图说明
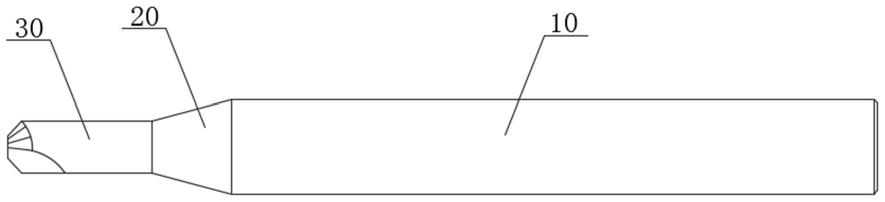
18.图1为本实用新型的整体结构示意图;
19.图2为本实用新型简化后的整体结构示意图;
20.图3为本实用新型的切削部结构示意图;
21.图4为本实用新型的切削端齿局部放大结构示意图。
22.图中:10-金属柄部;20-弧形过渡部;30-切削部;31-螺旋切削刃;32-切削端齿;33-螺旋排屑槽;34-凹槽。
具体实施方式
23.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
24.请参阅图1-4,本实用新型提供一种技术方案:铝用切削倒角毛刺刀,包括金属柄部10、弧形过渡部20和切削部30。
25.本实施例中,具体的,切削部30的长度为5.15mm。
26.其中,切削部30的外周上设有四个螺旋切削刃31;相连两个螺旋切削刃31之间设有螺旋排屑槽33;四个螺旋切削刃31的端部分别设有切削端齿32,切削端齿32的前角为12
°
,通过设置锋利的前角,在加工铝用等软材上更容易,切削轻快,抑制振纹和毛刺的产生,可使用的时间更长。
27.本实施例中,具体的,螺旋排屑槽33为圆弧形结构。
28.进一步地,在保证强度的同时拥有更好的排屑和更大的空间。
29.其中,切削部30设于金属柄部10的一端;弧形过渡部20设于金属柄部10以及切削部30之间,以使切削部30与金属柄部10之间的平滑过渡。
30.请参阅图3,螺旋切削刃31与螺旋排屑槽33之间设有凹槽34,凹槽34与螺旋排屑槽33的端部相连接。
31.请参阅图2,弧形过渡部20两侧边之间的第一夹角a为30
°
。
32.请参阅图4,切削端齿32的第一后角b为13
°
,切削端齿32的第二后角c为25
°
。
33.请参阅图1,切削部30两侧边之间的第一夹角为90
°
。
34.工作原理:在使用时,通过设置锋利的前角,在加工铝用等软材上更容易,切削轻快,抑制振纹和毛刺的产生,可使用的时间更长,省去后面去毛刺的动作,通过将当前的刮削和挤削变换成切削,保持加工轻快,抑制毛刺的产生。
35.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
36.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.铝用切削倒角毛刺刀,其特征在于,包括:金属柄部(10);以及弧形过渡部(20);以及切削部(30),所述切削部(30)的外周上设有四个螺旋切削刃(31);相连两个所述螺旋切削刃(31)之间设有螺旋排屑槽(33);四个所述螺旋切削刃(31)的端部分别设有切削端齿(32);其中,所述切削部(30)设于金属柄部(10)的一端;所述弧形过渡部(20)设于金属柄部(10)以及切削部(30)之间,以使所述切削部(30)与金属柄部(10)之间的平滑过渡。2.根据权利要求1所述的铝用切削倒角毛刺刀,其特征在于:所述螺旋切削刃(31)与螺旋排屑槽(33)之间设有凹槽(34),所述凹槽(34)与螺旋排屑槽(33)的端部相连接。3.根据权利要求1所述的铝用切削倒角毛刺刀,其特征在于:所述弧形过渡部(20)两侧边之间的第一夹角为28
°‑
32
°
。4.根据权利要求1所述的铝用切削倒角毛刺刀,其特征在于:所述切削端齿(32)的第一后角为12
°‑
14
°
,所述切削端齿(32)的第二后角为23
°‑
27
°
。5.根据权利要求1所述的铝用切削倒角毛刺刀,其特征在于:所述切削部(30)的长度为4.95-5.35mm。6.根据权利要求1所述的铝用切削倒角毛刺刀,其特征在于:所述切削部(30)两侧边之间的第一夹角为89
°‑
91
°
。
技术总结
本实用新型公开了铝用切削倒角毛刺刀,包括金属柄部、弧形过渡部和切削部,所述切削部的外周上设有四个螺旋切削刃;相连两个所述螺旋切削刃之间设有螺旋排屑槽;四个所述螺旋切削刃的端部分别设有切削端齿;本实用新型通过设置锋利的前角,在加工铝用等软材上更容易,切削轻快,抑制振纹和毛刺的产生,可使用的时间更长,省去后面去毛刺的动作,通过将当前的刮削和挤削变换成切削,保持加工轻快,抑制毛刺的产生。刺的产生。刺的产生。
技术研发人员:张德威
受保护的技术使用者:深圳市鑫国钰精密工具有限公司
技术研发日:2021.08.30
技术公布日:2022/2/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1