一种用于框架结构件的自动对中定位压紧装置的制作方法
1.本实用新型属于定位工装技术领域,具体涉及一种用于框架结构件的自动对中定位压紧装置。
背景技术:
2.工业生产中框架类结构件普遍存在,常见于车架,工程机械支撑平台等;但往往此类结构件焊接还大多停留在人工手动定位,人工焊接的阶段,对结构件装夹效率、尺寸偏差及焊接质量有着负面影响;框架构件自动定位装夹对提高产品装夹效率、精度提升及质量控制有着重要意义。
技术实现要素:
3.为了克服上述现有技术的不足之处,本实用新型提供一种用于框架结构件的自动对中定位压紧装置,从x向、y向及上下对框架类结构件进行定位压紧。
4.本实用新型是通过如下技术方案实现的:一种用于框架结构件的自动对中定位压紧装置,包括x向直线驱动装置、y向直线驱动装置、压紧油缸和夹板;所述y向直线驱动装置包括设在支架上的y向传动丝杠和设在支架上的y向滑轨,y向传动丝杠包括左旋部和右旋部,y向传动丝杠的左旋部通过左传动螺母传动连接有左溜板,y向传动丝杠的右旋部通过右传动螺母传动连接有右溜板,左溜板和右溜板均与y向滑轨滑动连接,左溜板和右溜板上均设有一根所述压紧油缸和一块所述夹板,压紧油缸的伸缩杆上连接有压块;所述支架滑动设在x向直线驱动装置。
5.进一步地,所述左溜板和右溜板之间设有风琴护罩。
6.进一步地,所述x向直线驱动装置包括设在工作平台上的x向传动丝杠和设在工作平台上的x向滑轨;x向传动丝杠通过x向传动螺母设有x向溜板,x向溜板还与x向滑轨滑动连接,支架活动连接在x向溜板上。
7.进一步地,所述y向传动丝杠和所述x向传动丝杠均通过液压马达驱动;且所述y向传动丝杠上连接有y向编码器,所述x向传动丝杠上连接有x向编码器。
8.进一步地,所述压紧油缸的缸筒上通过外框架设有z向位置传感器组,所述压块上设有被z向位置传感器组检测的检测块。
9.进一步地,所述夹板呈l型结构。
10.本实用新型的有益效果是:1、自动对中压紧装置实现了不同尺寸框架类结构件定位装夹的高度自动化;大大提高装夹效率以及定位精度,若配合自动来料设备,可实现整个过程的无人化,节省人工成本;
11.2、液压马达驱动丝杠,带动夹板,实现夹紧的高负载,适用于较重结构件;
12.3、集成了编码器以及传感器于机械结构成一体,实现位置的精准把控;
13.4、实现了框架式结构件的自动装夹,配合自动焊接设备,提高产品的生产效率,由于高精度位置把控,对产品质量的整体控制有较大提升。
附图说明
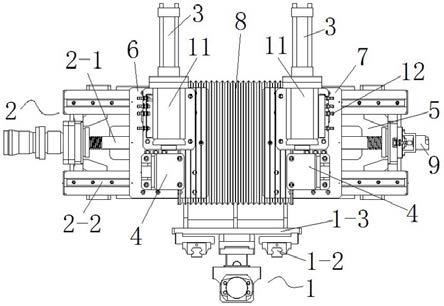
14.图1为本实用新型的主视图;
15.图2为本实用新型的左视图;
16.图3为本实用新型的立体结构示意图;
17.图中,1、x向直线驱动装置,1-1、x向传动丝杠,1-2、x向滑轨,1-3、x向溜板,2、y向直线驱动装置,2-1、y向传动丝杠,2-2、y向滑轨,3、压紧油缸,4、夹板,5、支架,6、左溜板,7、右溜板,8、风琴护罩,9、y向编码器,10、x向编码器,11、压块,12、z向位置传感器。
具体实施方式
18.下面根据附图和实施例对本实用新型进一步说明。
19.如图1至图3所示,一种用于框架结构件的自动对中定位压紧装置,包括x向直线驱动装置1、y向直线驱动装置2、压紧油缸3和夹板4。所述x向直线驱动装置1设置工作平台上,x向直线驱动装置1包括一根x向传动丝杠1-1和两条x向滑轨1-2,两条x向滑轨1-2对称设在x向传动丝杠1-1的两侧。x向传动丝杠1-1通过x向传动螺母设有x向溜板1-3,x向溜板1-3还与x向滑轨1-2滑动连接,x向溜板1-3上活动连接有支架5。通过x向传动丝杠1-1的转动带动x向传动螺母动作,x向传动螺母带动x向溜板1-3沿着x向滑轨1-2做直线运动,进而使得位于x向溜板1-3上的支架5做直线运动。
20.所述y向直线驱动装置2设在支架5上,y向直线驱动装置2包括一根y向传动丝杠2-1和两条y向滑轨2-2,两条所述y向滑轨2-2对称设在y向传动丝杠2-1的两侧。y向传动丝杠2-1包括左旋部和右旋部,y向传动丝杠2-1的左旋部通过左传动螺母传动连接有左溜板6,y向传动丝杠2-1的右旋部通过右传动螺母传动连接有右溜板7,左溜板6和右溜板7均与y向滑轨2-2滑动连接。y向传动丝杠2-1转动时,位于左旋部的左传动螺母和右旋部的右传动螺母同时靠近运动或同时远离运动,进而带动左溜板6和右溜板7沿着y向滑轨2-2同时做靠近对方的直线运动和远离对方的直线运动。左溜板6和右溜板7上均设有一根所述压紧油缸3和一块所述夹板4,夹板4呈l型结构。位于左溜板6上的夹板4和位于右溜板7上夹板4构成夹持框架类结构件的夹爪,两块l型结构的夹板4相配合实现对压紧框架类结构件在平面上的限位。压紧油缸3的伸缩杆上连接有压块11,压紧油缸3伸出使得压块11朝下压紧框架类结构件。
21.作为本实施例的改进,所述左溜板6和右溜板7之间设有风琴护罩8。在工作时,当需要给框架类结构件做焊接等工作时会产生灰尘等,风琴护罩8可以随着左溜板6和右溜板7进行展开和收缩,风琴护罩8对位于后方的y向直线驱动装置2的部件进行防尘保护。
22.具体地,所述y向传动丝杠2-1和所述x向传动丝杠1-1均通过液压马达驱动;且所述y向传动丝杠2-1上连接有y向编码器9,所述x向传动丝杠1-1上连接有x向编码器10。根据框架类结构件的尺寸信息,通过给y向编码器9和x向编码器10提前输入移动数据,可以实现精准到位定位后x向传动丝杠1-1和y向传动丝杠2-1自动停止动作。所述压紧油缸3的缸筒上通过外框架设有z向位置传感器组12,所述压块11上设有被z向位置传感器组12检测的检测块。根据框架类结构件的尺寸信息,通过z向位置传感器组12检测到的数据获知压紧油缸3伸出的长度是否压紧到位。
23.本技术的工作流程:框架类结构件通过人工吊装或来料输送设备置于工作平台
上。根据来料型号,在马达的驱动下x向传动丝杠1-1动作,支架5在x向传动丝杠1-1的动作下移动,并通过x向编码器10读取所在位置,支架5在x向方向到位后,提取x向编码器10数据,x向传动丝杠1-1停止工作,实现框架类结构件x向方向定位。随后,在另一马达的驱动下y向传动丝杠2-1动作,左溜板6和右溜板7做靠近运动,并通过y向编码器9读取所在位置,左溜板6和右溜板7运动到位后,提取y向编码器9数据,y向传动丝杠2-1停止动作,在两块夹板4配合下夹住框架类结构件。最后,压紧油缸3伸出动作,压块11压至工件表面后,z向位置传感器组12检测到检测块的信息,示意压紧到位,在压块11的作用下压紧框架类结构件。待外部工作完成后,压紧油缸3执行退回动作;y向传动丝杠2-1动作,左溜板6和右溜板7回到y向位置编码器9记录的初始位置时,y向传动丝杠2-1停止工作;x向传动丝杠1-1动作,带动支架5完成退回动作,当支架5回到x向编码器10记录的初始位置时,x向传动丝杠1-1停止动作。框架类结构件处于自由状态,人工吊装或出料输送设备执行下件操作。重复上述操作,实现不同型号框架类结构件的上下件操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1