一种生产冲压件用冲压模具的折边结构的制作方法
1.本实用新型涉及冲压件加工技术领域,尤其涉及一种生产冲压件用冲压模具的折边结构。
背景技术:
2.现有技术中,冲压装置靠压力机和模具对板材、带材、管材和型材等施加外力,使之产生塑性变形或分离,从而获得所需形状和尺寸的冲压件。
3.折边结构通常是指对加工件的侧边折弯及折角处理,在加工时需要将加工件固定在加工平台上,在经过气缸带动压板压折处理,这种方式存在无法有效适应多种加工规格的产品尺寸,面对不同规格的加工件时,还需要先行调整折边位置等,导致加工效率降低。
4.因此,有必要提供一种生产冲压件用冲压模具的折边结构解决上述技术问题。
技术实现要素:
5.本实用新型解决的技术问题是提供一种生产冲压件用冲压模具的折边结构,可以有效解决现有折边装置无法有效适应多种加工规格的产品尺寸,更换繁琐,加工效率低的问题。
6.为解决上述技术问题,本实用新型提供的一种生产冲压件用冲压模具的折边结构,包括:支撑架、支撑板、龙门架、气缸、压板、压块、固定板;
7.所述支撑架分设于支撑板的两侧,支撑架与支撑板共同组成加工平台,支撑架的内侧边开设有燕尾槽,通过燕尾槽与支撑板的燕尾板连接,所述支撑板的数量为多个,每个支撑板的两侧边均设有一个燕尾板,支撑架与支撑板接触边的上方设有限位板;
8.所述支撑架的中部上方跨设有龙门架,龙门架的顶部设有气缸,气缸的输出端贯穿龙门架与下方的压板连接,压板整体为矩形体并呈水平延伸覆盖于支撑板的上方,压板的两端下方各设有压块,压块之间的压板底面中部设有固定板;
9.由于压板的两侧以及压块结构一致,且设置防止相对,故以下仅介绍其中一侧的压板、压块的结构,压板包括:矩形槽、滑槽、刻度槽、固定孔,所述矩形槽开设于压板中部,其内部两侧开设有滑槽,其顶面两侧由内向外依次设有刻度槽、固定孔,滑槽、刻度槽用于给予压块提供导向及移动空间,刻度槽用于给予压块提供移动位置标识,固定孔用于插入螺栓固定压块,压块包括:滑块、标识杆、螺栓孔,其中滑块底部位于压块的顶面中部,滑块顶部向上延伸设置于滑槽内,滑块的顶面设有标识杆,标识杆用于与刻度槽对齐,螺栓孔用于螺栓插入固定压块。
10.优选的,所述固定板的直径大于加工件的一半。
11.优选的,所述固定板的底面为柔性体。
12.优选的,每个刻度槽的颜色不同。
13.优选的,所述燕尾槽、燕尾板相接触的面均为光滑面。
14.与相关技术相比较,本实用新型提供的一种生产冲压件用冲压模具的折边结构有
如下有益效果:
15.(1)、通过燕尾槽、燕尾板的配合,使调整支撑面更加快捷方便,减少了操作的复杂度,使工作效率更高。
16.(2)、通过压板、压块活动式的调整,使整体装置适用性更广,有效的加工多种规格尺寸的加工件。
附图说明
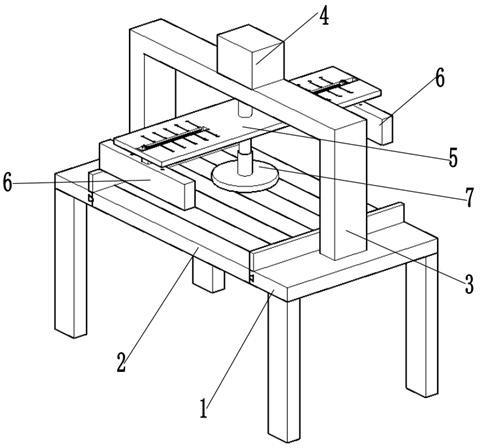
17.图1为本实用新型整体结构图;
18.图2为本实用新型支撑架与支撑板细节图;
19.图3为本实用新型压板与压块细节图。
20.图中标号:支撑架-1、燕尾槽-11、限位板-12、支撑板-2、燕尾板-21、龙门架-3、气缸-4、压板-5、矩形槽-51、滑槽-52、刻度槽-53、固定孔-54、压块-6、滑块-61、标识杆-62、螺栓孔-63、固定板-7。
具体实施方式
21.下面结合附图和实施方式对本实用新型作进一步说明。
22.如图1所示,一种生产冲压件用冲压模具的折边结构,包括:支撑架1、支撑板2、龙门架3、气缸4、压板5、压块6、固定板7;
23.如图1-图2所示,所述支撑架1分设于支撑板2的两侧,支撑架1与支撑板2共同组成加工平台,支撑架1的内侧边开设有燕尾槽11,通过燕尾槽11与支撑板2的燕尾板21连接,所述支撑板2的数量为多个,每个支撑板2的两侧边均设有一个燕尾板21,通过燕尾板21与燕尾槽11使支撑板2、支撑架1组合而成,在针对不同尺寸的冲压边时,只需根据冲压边的宽度,抽离或者插入支撑板2即可,单个支撑板2的宽度根据加工需要而定,支撑架1与支撑板2接触边的上方设有限位板12,限位板12用于对加工件进行限位导向;
24.如图1所示,所述支撑架1的中部上方跨设有龙门架3了,龙门架3的顶部设有气缸4,气缸4的输出端贯穿龙门架3与下方的压板5连接,压板5整体为矩形体并呈水平延伸覆盖于支撑板2的上方,压板5的两端下方各设有压块6,压块6之间的压板5底面中部设有固定板7,固定板7用于在工作时压住加工件,以便于更好的进行折边;
25.如图1、图3所示,由于压板5的两侧以及压块6结构一致,且设置防止相对,故以下仅介绍其中一侧的压板5、压块6的结构,压板5包括:矩形槽51、滑槽52、刻度槽53、固定孔54,所述矩形槽51开设于压板5中部,其内部两侧开设有滑槽52,其顶面两侧由内向外依次设有刻度槽53、固定孔54,滑槽52、刻度槽53用于给予压块6提供导向及移动空间,刻度槽53用于给予压块6提供移动位置标识,固定孔54用于插入螺栓固定压块6;
26.如图3所示,所述压块6包括:滑块61、标识杆62、螺栓孔63,其中滑块61底部位于压块6的顶面中部,滑块61顶部向上延伸设置于滑槽52内,滑块61的顶面设有标识杆62,标识杆62用于与刻度槽53对齐,以提供精准的折边方位,螺栓孔63用于螺栓插入固定压块6,在工作时,选定需要的加工尺寸后,先将支撑板2的宽度进行调整,再通过调整滑块61移动至相应的刻度槽53处后,将固定螺栓插入固定孔54、螺栓孔63内进行固定,调整完成后启动气缸4带动压板5下移,固定板7将加工件固定住,压块6对加工件进行折边处理,从而完成折边
工序。
27.优选的,在一个实施例中,所述固定板7的直径大于加工件的一半。
28.优选的,在一个实施例中,所述固定板7的底面为柔性体。
29.以上两个实施例的目的在于有效固定加工件的同时,防止划伤加工件。
30.优选的,在一个实施例中,每个刻度槽53的颜色不同,其目的在于移动时更加醒目,防止移动错误。
31.优选的,在一个实施例中,所述燕尾槽11、燕尾板21相接触的面均为光滑面,其目的在于防止多次抽拉造成摩擦增大,使用久了以后固定不牢靠的情况出现。
32.本实用新型提供的一种生产冲压件用冲压模具的折边结构的工作原理如下:
33.在工作时,选定需要的加工尺寸后,先将支撑板2的宽度进行调整,再通过调整滑块61移动至相应的刻度槽53处后,将固定螺栓插入固定孔54、螺栓孔63内进行固定,调整完成后启动气缸4带动压板5下移,固定板7将加工件固定住,压块6对加工件进行折边处理,从而完成折边工序。
34.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
技术特征:
1.一种生产冲压件用冲压模具的折边结构,其特征在于:包括:支撑架、支撑板、龙门架、气缸、压板、压块、固定板;所述支撑架分设于支撑板的两侧,支撑架与支撑板共同组成加工平台,支撑架的内侧边开设有燕尾槽,通过燕尾槽与支撑板的燕尾板连接,所述支撑板的数量为多个,每个支撑板的两侧边均设有一个燕尾板,支撑架与支撑板接触边的上方设有限位板,支撑架的中部上方跨设有龙门架,龙门架的顶部设有气缸,气缸的输出端贯穿龙门架与下方的压板连接,压板整体为矩形体并呈水平延伸覆盖于支撑板的上方,压板的两端下方各设有压块,压块之间的压板底面中部设有固定板;压板包括:矩形槽、滑槽、刻度槽、固定孔,所述矩形槽开设于压板中部,其内部两侧开设有滑槽,其顶面两侧由内向外依次设有刻度槽、固定孔,滑槽、刻度槽用于给予压块提供导向及移动空间,刻度槽用于给予压块提供移动位置标识,固定孔用于插入螺栓固定压块,压块包括:滑块、标识杆、螺栓孔,其中滑块底部位于压块的顶面中部,滑块顶部向上延伸设置于滑槽内,滑块的顶面设有标识杆,标识杆用于与刻度槽对齐,螺栓孔用于螺栓插入固定压块。2.根据权利要求1所述的一种生产冲压件用冲压模具的折边结构,其特征在于,所述固定板的直径大于加工件的一半。3.根据权利要求1所述的一种生产冲压件用冲压模具的折边结构,其特征在于,所述固定板的底面为柔性体。4.根据权利要求1所述的一种生产冲压件用冲压模具的折边结构,其特征在于,每个刻度槽的颜色不同。5.根据权利要求1所述的一种生产冲压件用冲压模具的折边结构,其特征在于,所述燕尾槽、燕尾板相接触的面均为光滑面。
技术总结
本实用新型提供一种生产冲压件用冲压模具的折边结构。一种生产冲压件用冲压模具的折边结构,包括:支撑架、支撑板、龙门架、气缸、压板、压块、固定板;支撑架分设于支撑板的两侧,支撑架与支撑板共同组成加工平台,支撑架的内侧边开设有燕尾槽,通过燕尾槽与支撑板的燕尾板连接,所述支撑板的数量为多个,每个支撑板的两侧边均设有一个燕尾板,支撑架与支撑板接触边的上方设有限位板,本实用新型解决的技术问题是提供一种生产冲压件用冲压模具的折边结构,可以有效解决现有折边装置无法有效适应多种加工规格的产品尺寸,更换繁琐,加工效率低的问题。低的问题。低的问题。
技术研发人员:邓顺文
受保护的技术使用者:苏州益地金属科技有限公司
技术研发日:2021.09.05
技术公布日:2022/3/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1