一种排线焊接设备的制作方法
:
1.本实用新型涉及自动化生产技术领域,特指一种排线焊接设备。
背景技术:
2.随着科学技术的不断发展,越来越多人喜欢上了无线耳机,它有着有线耳机无法取代的便携,通过无线电波替代线材连接,省去了耳机线的约束感,使用户体验更舒适。
3.目前市面上的无线耳机向体积越来越小的方向发展,由此导致耳机的零配件也越来越小,这要求装配工艺变得更加精细化,装配精度更高,而传统的手工装配工艺显然已经不再适用,难以满足装配精度和装配效率。
4.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
5.本实用新型的目的在于克服现有技术的不足,提供一种排线焊接设备。
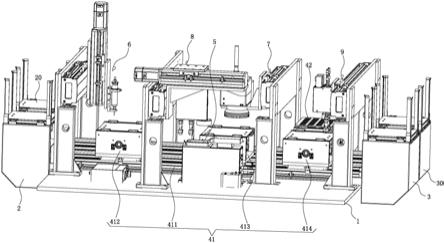
6.为了解决上述技术问题,本实用新型采用了下述技术方案:该排线焊接设备,包括:机架及安装于所述机架上的第一上料机构、第二上料机构、第一下料机构、第二下料机构、第一搬运机构、第二搬运机构、点锡膏机构、送料机构、第一装配机构、激光焊接机构及第二装配机构,其中,所述第一上料机构和所述第二上料机构并列设置于所述机架的一侧,所述第一下料机构和所述第二下料机构并列设置于所述机架的另一侧,所述第一搬运机构设置于所述第一上料机构与所述第二上料机构之间并用于传递第一托盘,所述第二搬运机构设置于所述第二上料机构与所述第二下料机构之间并与所述第一搬运机构并列且用于传递第二托盘,所述点锡膏机构与所述第一装配机构和所述激光焊接机构及所述第二装配机构依次排列设置于所述第一搬运机构上方,且所述点锡膏机构位于所述第一上料机构一端,所述第二装配机构横跨所述第二搬运机构,所述送料机构位于所述第一装配机构一端并用于自动送出排线,所述第一托盘上排列设置有若干个小主板,所述第二托盘上排列设置有若干个尾套。
7.进一步而言,上述技术方案中,所述点锡膏机构包括有安装于所述机架上并横跨于所述第一搬运机构上方的第三x轴移动模组、安装于所述第三x轴移动模组上的z轴移动模组及安装于所述z轴移动模组上并用于向所述第一托盘中小主板上滴加锡膏的滴锡针筒。
8.进一步而言,上述技术方案中,所述z轴移动模组的移动座上安装有分别用于定位所述滴锡针筒上端和下端的第一定位块和第二定位块,所述滴锡针筒下端的针头穿过所述第一定位块,所述滴锡针筒的上部穿过所述第二定位块并通过螺栓锁紧固定。
9.进一步而言,上述技术方案中,所述第一装配机构包括有安装于所述机架上并横跨于所述第一搬运机构上方的第一x轴移动模组、安装于所述第一x轴移动模组上的第三y轴移动模组、安装于所述第三y轴移动模组上并用于拍照定位的第一ccd视觉对位系统及设置于所述第一ccd视觉对位系统旁侧并用于抓取所述排线的第一取料装置,所述第一x轴移
动模组能够驱动所述第一ccd视觉对位系统和所述第一取料装置在所述送料机构与所述第一搬运机构之间往复运动。
10.进一步而言,上述技术方案中,所述第一取料装置包括有安装于所述第一x 轴移动模组上的箱体、安装于所述箱体中的z轴移动驱动装置、安装于所述z轴移动驱动装置下端并用于抓取所述排线的取料爪及安装于所述箱体中并用于驱动所述z轴移动驱动装置旋转的z轴旋转驱动装置,所述取料爪上成型有多个负压吸孔。
11.进一步而言,上述技术方案中,所述激光焊接机构包括有安装于所述机架上并横跨于所述第一搬运机构上方的第二x轴移动模组、安装于所述第二x轴移动模组上并用于向所述第一托盘上照射激光的非接触式激光焊锡头及设置于所述非接触式激光焊锡头旁侧的激光发生器。
12.进一步而言,上述技术方案中,所述第二装配机构包括有安装于所述机架上并横跨于所述第一搬运机构和所述第二搬运机构上方的第四x轴移动模组、安装于所述第四x轴移动模组上并用于拍照定位的第二ccd视觉对位系统及设置于所述第二ccd视觉对位系统旁侧并用于抓取所述小主板和所述排线的第二取料装置,所述第四x轴移动模组能够驱动所述第二ccd视觉对位系统和所述第二取料装置在所述第一搬运机构与所述第二搬运机构之间往复运动,所述第二取料装置与所述第一取料装置结构相同。
13.进一步而言,上述技术方案中,所述第一搬运机构包括有安装于所述机架上的第一y轴移动模组及安装于所述第一y轴移动模组上并用于承载定位所述第一托盘的第一定位模组,所述第二搬运机构包括有安装于所述机架上并与所述第一 y轴移动模组平行的第二y轴移动模组及安装于所述第二y轴移动模组上并用于承载定位所述第二托盘的第二定位模组。
14.进一步而言,上述技术方案中,所述第一y轴移动模组上还安装有与所述第一定位模组结构相同并相对独立移动的第三定位模组和第四定位模组,所述第二定位模组与所述第一定位模组结构相同;所述送料机构为柔性振动盘。
15.进一步而言,上述技术方案中,所述第一上料机构和所述第一下料机构及所述第二上料机构和所述第二下料机构的结构均相同;所述第一托盘上成型有若干个用于定位所述小主板并呈矩阵排列的第一定位槽,所述第二托盘上成型有若干个用于定位所述尾套并呈矩阵排列的第二定位槽。
16.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中采用第一上料机构和第一下料机构配合第一搬运机构实现小主板的自动上下料,并由设置在第一搬运机构两端的点锡膏机构和激光焊机构分别向小主板上点锡膏和焊锡,同时,由并列设置在第一搬运机构旁侧的第二搬运机构配合第二上料机构和第二下料机构实现尾套的自动上料和托盘回收,通过设置在点锡膏机构与激光焊机构之间的第一装配机构将排线从送料机构安装到第一搬运机构中点完锡膏的小主板上,再由激光焊机构进行非接触式焊接,最后由第二装配机构将焊接后的排线与小主板从第一搬运机构抓取安装到第二搬运机构中的尾套上,从而实现将排线快速焊接到小主板上并将焊接后的小主板和排线安装到尾套上,焊接和装配的精度及效率高。其次,采用激光焊接相比于手动焊接不需要触碰排线,能够避免焊接过程中排线与小主板之间发生位移,提高焊接精度,减少次品产生。
附图说明:
17.图1是本实用新型的结构示意图一;
18.图2是本实用新型的结构示意图二;
19.图3是本实用新型的俯视图;
20.图4是本实用新型中点锡膏机构的立体图;
21.图5是本实用新型中激光焊接机构的立体图;
22.图6是本实用新型中取料装置的立体图;
23.图7是本实用新型中第一托盘的立体图;
24.图8是本实用新型中第二托盘的立体图;
25.图9是图4中a处的局部放大图;
26.图10是图7中b处的局部放大图;
27.图11是图8中c处的局部放大图。
具体实施方式:
28.下面结合具体实施例和附图对本实用新型进一步说明。
29.见图1至图11所示,为一种排线焊接设备,其,包括:机架1及安装于所述机架1上的第一上料机构2、第二上料机构20、第一下料机构3、第二下料机构30、第一搬运机构41、第二搬运机构42、点锡膏机构6、送料机构5、第一装配机构8、激光焊接机构7及第二装配机构9,其中,所述第一上料机构2和所述第二上料机构20并列设置于所述机架1的一侧,所述第一下料机构3和所述第二下料机构30并列设置于所述机架1的另一侧,所述第一搬运机构41设置于所述第一上料机构2与所述第二上料机构20之间并用于传递第一托盘101,所述第二搬运机构42设置于所述第二上料机构20与所述第二下料机构30之间并与所述第一搬运机构41并列且用于传递第二托盘102,所述点锡膏机构6与所述第一装配机构8和所述激光焊接机构7及所述第二装配机构9依次排列设置于所述第一搬运机构41上方,且所述点锡膏机构6位于所述第一上料机构2一端,所述第二装配机构9横跨所述第二搬运机构42,所述送料机构5位于所述第一装配机构8一端并用于自动送出排线107,所述第一托盘101上排列设置有若干个小主板103,所述第二托盘102上排列设置有若干个尾套104。采用第一上料机构2和第一下料机构3配合第一搬运机构41实现小主板103的自动上下料,并由设置在第一搬运机构41两端的点锡膏机构6和激光焊机构7分别向小主板103上点锡膏和焊锡,同时,由并列设置在第一搬运机构41旁侧的第二搬运机构42配合第二上料机构20和第二下料机构30实现尾套104的自动上料和托盘回收,通过设置在点锡膏机构6与激光焊机构7之间的第一装配机构8将排线107从送料机构5安装到第一搬运机构41中点完锡膏的小主板103上,再由激光焊机构7进行非接触式焊接,最后由第二装配机构9将焊接后的排线107与小主板103从第一搬运机构41抓取安装到第二搬运机构42中的尾套104上,从而实现将排线107快速焊接到小主板103上并将焊接后的小主板103和排线107 安装到尾套104上,焊接和装配的精度及效率高。其次,采用激光焊接相比于手动焊接不需要触碰排线107,能够避免焊接过程中排线107与小主板104之间发生位移,提高焊接精度,减少次品产生。
30.所述点锡膏机构6包括有安装于所述机架1上并横跨于所述第一搬运机构 41上方的第三x轴移动模组61、安装于所述第三x轴移动模组61上的z轴移动模组62及安装于所述z
轴移动模组62上并用于向所述第一托盘101中小主板 103上滴加锡膏的滴锡针筒63。所述z轴移动模组62上并列安装有多个滴锡针筒63,以提高滴加效率,避免锡膏凝固。
31.所述z轴移动模组62的移动座上安装有分别用于定位所述滴锡针筒63上端和下端的第一定位块64和第二定位块65,所述滴锡针筒63下端的针头穿过所述第一定位块64,所述滴锡针筒63的上部穿过所述第二定位块65并通过螺栓 66锁紧固定。
32.所述第一装配机构8包括有安装于所述机架1上并横跨于所述第一搬运机构41上方的第一x轴移动模组81、安装于所述第一x轴移动模组81上的第三y轴移动模组84、安装于所述第三y轴移动模组84上并用于拍照定位的第一ccd视觉对位系统82及设置于所述第一ccd视觉对位系统82旁侧并用于抓取所述排线 107的第一取料装置83,所述第一x轴移动模组81能够驱动所述第一ccd视觉对位系统82和所述第一取料装置83在所述送料机构5与所述第一搬运机构41 之间往复运动。所述第一x轴移动模组81上并列安装有多个取料装置83,以提高装配效率,避免锡膏凝固。
33.所述第一取料装置83包括有安装于所述第一x轴移动模组81上的箱体831、安装于所述箱体831中的z轴移动驱动装置832、安装于所述z轴移动驱动装置 832下端并用于抓取所述排线107的取料爪833及安装于所述箱体831中并用于驱动所述z轴移动驱动装置832旋转的z轴旋转驱动装置834,所述取料爪833 上成型有多个负压吸孔835。采用负压吸附的方式抓取,不仅能够避免损坏排线 107,还能够防止将排线107放置到小主板103上时发生碰撞,从而提高小主板 103与排线107之间的对接精度,提高后续焊接精度。其次,负压吸附抓取排线 107也能够避免下放过程中取料爪833剐蹭到小主板103上的锡膏,提高焊接的成功率,减少次品产生。
34.所述激光焊接机构7包括有安装于所述机架1上并横跨于所述第一搬运机构 41上方的第二x轴移动模组71、安装于所述第二x轴移动模组71上并用于向所述第一托盘101上照射激光的非接触式激光焊锡头72及设置于所述非接触式激光焊锡头72旁侧的激光发生器73。该非接触式激光焊接头72为发散式激光头,能够发出大面积的激光束,从而快速对第一托盘101上的排线107与小主板103 进行焊接,提高焊接效率,同时避免锡膏凝固。
35.所述第二装配机构9包括有安装于所述机架1上并横跨于所述第一搬运机构 41和所述第二搬运机构42上方的第四x轴移动模组91、安装于所述第四x轴移动模组91上并用于拍照定位的第二ccd视觉对位系统92及设置于所述第二ccd 视觉对位系统92旁侧并用于抓取所述小主板103和所述排线107的第二取料装置93,所述第四x轴移动模组91能够驱动所述第二ccd视觉对位系统92和所述第二取料装置93在所述第一搬运机构41与所述第二搬运机构42之间往复运动,所述第二取料装置93与所述第一取料装置83结构相同。
36.所述第一搬运机构41包括有安装于所述机架1上的第一y轴移动模组411 及安装于所述第一y轴移动模组411上并用于承载定位所述第一托盘101的第一定位模组412,所述第二搬运机构42包括有安装于所述机架1上并与所述第一y 轴移动模组411平行的第二y轴移动模组421及安装于所述第二y轴移动模组 421上并用于承载定位所述第二托盘102的第二定位模组422。
37.所述第一y轴移动模组411上还安装有与所述第一定位模组412结构相同并相对独立移动的第三定位模组413和第四定位模组414,所述第二定位模组422 与所述第一定位模组412结构相同;所述送料机构5为柔性振动盘。
38.所述第一上料机构2和所述第一下料机构3及所述第二上料机构20和所述第二下料机构30的结构均相同;所述第一托盘101上成型有若干个用于定位所述小主板103并呈矩阵排列的第一定位槽105,所述第二托盘102上成型有若干个用于定位所述尾套104并呈矩阵排列的第二定位槽106。
39.综上所述,本实用新型工作时,首先将装满小主板103的第一托盘101堆叠放置到第一上料机构2中,同时将装满尾套104的第二托盘102堆叠放置到第二上料机构20中;进一步,由第一搬运机构41的第一y轴移动模组411驱动第一定位模组412与第一上料机构2靠拢对接,再由第一上料机构2将第一托盘101 传递到第一定位模组412上;进一步,由第一y轴移动模组411驱动第一定位模组412移动到点锡膏机构6处,再由点锡膏机构6向第一定位模组412上的小主板103的相应位置处滴加锡膏,与此同时,第二搬运机构42的第二y轴移动模组421驱动第二定位模组422移动到与第二上料机构20对接,并由第二上料机构20将第二托盘102转移到第二定位模组422上;进一步,待第一定位模组412 上的小主板101全部完成点锡膏工序后,由第一搬运机构41的第一y轴移动模组411驱动第三定位模组413向第一定位模组412靠拢对接,并由第一定位模组 412将完成点锡膏工序的第一托盘101转移到第三定位模组413上,再由第一y 轴移动模组411驱动第三定位模组413移动到第一装配机构8处,与此同时,第一y轴移动模组411驱动第一定位模组412从上料机构2处接过下一个第一托盘 101,并移动到点锡膏机构6处同步进行点锡膏;进一步,由第一装配机构8将送料机构5送出的排线107逐个抓取放置到第三定位模组413中的小主板103上并对接好;进一步,待到第三定位模组413的小主板103上全部安装了排线107 后,由第一y轴移动模组41驱动第三定位模组413将对接好的小主板103与排线107移动到激光焊接机构7处,再由激光焊接机构7完成激光扫描焊接;进一步,由第一y轴移动模组411驱动第四定位模组414向第三定位模组413靠拢对接,并由第三定位模组413将完成焊接工序的第一托盘101转移到第四定位模组 414上,再由第一y轴移动模组411驱动第四定位模组414移动到第二装配机构 9处,与此同时,第一y轴移动模组411驱动第三定位模组413向第一定位模组 412靠拢接过下一个完成点锡膏工序的第一托盘101,并移动到第一装配机构8 处同步进行排线107的组装,并由第二y轴移动模组421驱动第二定位模组422 移动到第二装配机构9处与第四定位模组414平行;进一步,由第二装配机构9 将第四定位模组422上完成排线107焊接的小主板103逐个抓取安装到第二定位模组422中的尾套104上;进一步,由第二y轴移动模组421驱动第二定位模组 422将完成小主板103和排线107组装的第二托盘102移动到与第一下料机构3 对接,由第一下料机构3将第二托盘102堆叠起来,与此同时,第一y轴移动模组411驱动第四定位模组414移动到与第二下料机构30对接,由第二下料机构 30将空的第二托盘102堆叠起来;最后,由人工将第一下料机构3中堆叠起来的第一托盘101和第二下料机构30中堆叠起来的第二托盘102取出。且上述工作步骤中,在第四定位模组414完成第一托盘101的下料后,由第一y轴移动模组411驱动第四定位模组414移动到与第三定位模组413对接,以接过完成焊接后的第一托盘101,与此同时,第二y轴移动模组421驱动第二定位模组422移动到第二上料机构20处接过下一个第二托盘102,并移动到装配机构8处,从而实现不停机连续进行小主板103与排线107的焊接及小主板103与尾套104的组装。
40.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包
括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1