一种插针式变压器焊接夹具的制作方法
1.本实用新型涉及一种插针式变压器焊接夹具,属于多通道变压器技术领域。
背景技术:
2.现有的双通道变压器采用插针进行引脚,插针多时,直接插到pcb板进行焊接,效率低下,插针长短不一,而且费时费力。
技术实现要素:
3.本实用新型要解决的技术问题是:提供一种插针式变压器焊接夹具,以解决上述现有技术中存在的问题。
4.本实用新型采取的技术方案为:一种插针式变压器焊接夹具,包括夹具体,夹具体一侧设置有放置pcb板的限位凹槽,限位凹槽一周设置有导向通孔,导向通孔正对pcb板的针脚插接孔。
5.优选的,上述限位凹槽底部镂空一段,针脚能够穿过导向通孔。
6.优选的,上述夹具体固定连接在放置台,放置台固定连接在旋转台上。
7.本实用新型的有益效果:与现有技术相比,本实用新型采用定位夹具,能够快速实现针脚的插接定位,提高插接稳定性和可靠性,限位凹槽快速实现pcb板的限位,采用针脚插入pcb板针脚插接孔插入到导向通孔,插接到合适位置即可,插接后也便于焊接稳定性,大大提高安装效率和焊接效率。
附图说明
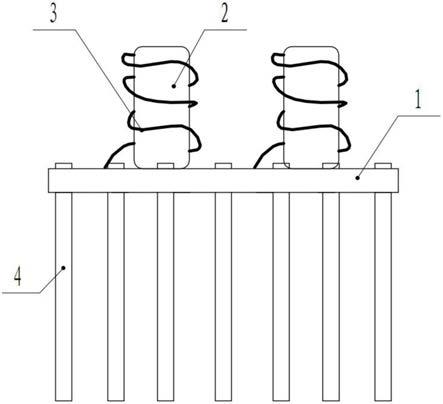
8.图1是变压器结构示意图;
9.图2是pcb板俯视结构示意图;
10.图3是放烘烤箱内部结构示意图;
11.图4是放置网板结构示意图;
12.图5是定位夹具示意图。
具体实施方式
13.下面结合附图及具体的实施例对本实用新型进行进一步介绍。
14.实施例1:如图5所示,一种插针式变压器焊接夹具,包括夹具体301,夹具体301一侧设置有放置pcb板4的限位凹槽302,限位凹槽302一周设置有导向通孔303,导向通孔303正对pcb板4的针脚插接孔,采用定位夹具,能够快速实现针脚的插接定位,提高插接稳定性和可靠性,限位凹槽快速实现pcb板的限位,采用针脚插入pcb板针脚插接孔插入到导向通孔,插接到合适位置即可,插接后也便于焊接稳定性。
15.优选的,上述限位凹槽302底部镂空一段,针脚能够穿过导向通孔303,镂空一段,减少导向通孔长度,避免过长插接费劲,针脚插接穿过导向通孔,便于焊接好针脚后,推出
pcb板,便于拉出针脚,pcb板倒立放入限位板后,镂空段也便于提供磁芯绕组的占用空间,便于缠绕和焊接漆包线的自由端到针脚上。
16.优选的,上述夹具体301固定连接在放置台304,放置台304固定连接在旋转台305上,采用旋转台旋转,实现pcb板每侧针脚的焊接。
17.实施例2:如图1-5所示,一种双通道变压器,包括pcb板1、磁芯2和漆包线3,漆包线3绕制在磁芯2上构成磁芯绕组,磁芯绕组粘接在pcb板1上,pcb板1靠近边缘一周插接有多根针脚4,漆包线3的多个自由端分别电连接到多根针脚4上,还包括外壳,外壳盖合在磁芯绕组后采用封胶方式紧固。将多通道变压器采用插针替换管脚,能够让变压器悬空远离需要安装的pcb安装板,起到散热效果更好的作用,连接稳定性也更高,采用dip引脚方式:电性能导通,焊接更牢靠、焊盘较小,产品体积变小。
18.优选的,上述pcb板1设置有两个穿线孔5,磁芯绕组粘接在pcb板1上端面,漆包线3自由端穿过穿线孔5后缠绕在针脚4上并采用锡焊焊接,方便穿线到背面与针脚缠绕焊接。
19.优选的,上述漆包线3插接到pcb板1上后采用锡焊焊接。
20.实施例3:一种双通道变压器的制造方法,该方法包括以下步骤:
21.(1)磁心材料选择:磁心是变压器的关键材料,它构成了变压器的磁路,增强了绕组之间的电磁耦合,进行能量和信号传输。该类变压器功率较小,使用频率范围较宽, 要求转换效率高、失真度和体积较小。其主要作用为阻抗变换,通过它的电流较小,为高频信号。由于磁心主要工作在起始磁化区, 起始磁导率起主要作用,所以不考虑磁心的饱和。选用起始磁导率为 10000 的锰锌铁氧体材料, 饱和磁通密度 400 mt,剩磁 90 mt,电阻率0.2
ω
·
m,密度 4.95 g/cm3;
22.(2)磁芯形状:由于总线变压器工作频率范围较宽,要求变压器有较高的励磁电感和最小的漏感,而环形磁心能充分利用磁心材料的磁性能,获得最高的磁导率, 漏磁最小,外磁场对其影响也较小,进而变压器效率最高,损耗最小。所以选择环形磁心;
23.(3)漆包线规格:绕组导线越粗,其电阻越小,但漏感和线圈尺寸越大;导线越细,漏感越小,动态电容越大。对于变压器还需考虑合理选择漆包线的线径和绝缘厚度。高频下导线的趋肤深度,变压器的工作频率为75 khz~1 ghz。趋肤深度为 0.066~0.24 mm,线径范围为 0.10~0.48 mm,所以初级与次级圈数少于20圈的的选择0.12mm导线,圈数大于35圈的选择0.10mm;
24.(4)绕组结构:绕组结构对变压器的性能、可靠性都有影响。为了尽可能减小铜损,由于变压器使用频率较宽,低频段变压器的开路电感量决定了变压器的传输特性,高频段主要影响因素是变压器分布电容和漏感。减小漏感的方法主要有:变压器绕组采用三明治结构,可大幅度降低变压器漏感,绕线采用双线或多线并绕;绝缘厚度小于设定厚度,设定厚度由于减小绝缘厚度就减小了漏磁面积,可使漏感减小;采用自耦式绕法将多绕组变压器初次级匝数分别绕制,将多绕组变压器初次级匝数分别绕制;由于此变压器采用多绕组方式,每个绕组圈数设计不一样,为了方便区分后续绕脚电气连接,多绕组采用彩色漆包线绕组;
25.(5)包胶带:将绕线完成的线包的红绿线放到右侧和其他线径一起,用生胶带将磁环紧紧包住,包两层即可,获得包胶带完成品;用生胶带包裹住磁环是防止后面工序灌封胶灌封时胶水浸进线包导致分布电容变大,防止胶水浸进线包导致磁性材料受到应力磁导率
发生变化;
26.(6)上锡预焊:将包胶带完成品进行上锡处预焊理,焊锡温度:380℃
±
10℃,焊锡时间:2~3s,根据实际情况确定线包预留长度,首先预缠绕大致确定漆包线预焊长度,然后将已经分线好的产品进行预焊锡处理;抽头下金(0.12)/上红(0.1)预留长度在7-8mm之间,其余线径预留长度在10-11mm之间。此工序主要控制焊锡温度,温度太低焊接虚焊,温度太高铜线被烫细,可靠性降低。预焊线头采用定制设计专用夹具来控制预焊长度;
27.(7)插针焊锡:针脚插接到pcb板采用定位夹具,把铜针插入小孔,用电烙铁使用高温锡丝焊锡固定,焊锡温度:410℃
±
10℃,焊锡时间:1-2s。对焊点进行高温锡焊接,为了增强其变压器可靠性,为了防止使用时二次焊接时高温躺锡造成开路。上锡完成后,将其放入超声波清洗机中用清水清洗上锡完成品,清洗时间40分钟,超声波清洗机电流表为3a,有杂物用软牙刷轻轻刷洗;清洗完成后,将清洗完成品放入烤箱将其水分烤干,烘烤温度:130℃
±
5℃,时间:30分钟;
28.(8)绕线焊锡:配线时需将线包从电路板背面孔穿入有铜针一面进行配线,按照电路原理图绕线到相应铜针脚位,单线绕至少3t,双线绕至少1.5~2t,搭脚配线完成后用电烙铁和锡丝s-sn63pbb 0.8mm进行上锡固定处理,上锡温度:330
±
10℃,上锡时间:1-2s,上锡次数:把线包固定为止;线包摆放时应该按要求进行摆好,线包不能盖住电路板孔,且线包能平放在电路板上;
29.(9)组立外壳:根据外形结构要求将配线上锡完成品组装到外壳。组立外壳时应先将电路板的四个角剪去1mm,在外壳表面用红笔或者贴纸做个标记,标记的一边作定位1脚位的一面,组装配线上锡完成品时定位1脚要对应标记外壳的1脚脚;
30.(10)灌胶:首先将胶水甲组分打开搅拌均匀后倒入容器中,放到烤箱中80℃烘烤30分钟,再将胶水乙组分按甲:乙=4:1的比例(重量比)用电子称配比,倒入容器里,均匀搅拌,倒入自封袋中备用,使用烘烤盘把产品整齐摆放在烘烤盘上,产品放在70℃加热板上预热,灌封分两步进行:灌满底部,使电路板穿线孔孔有胶溢出即可,用板子按着固定,在加热板上静置30分钟以上,目的是保证铜针平齐。确认灌封完成品表面是否有小气泡,如有请用牙签挑破,静置30分钟以上待胶面平整,将已经灌胶完成的工件放入烤箱中固化,烘烤条件:130
±
5℃,烘烤时间:2小时,将烤盘一起放进烤箱烘烤;
31.(11)打标:按照完整型号、批号进行打标。产品上打上生产批号,产品可追溯性,激光打标字样清晰、正确、完整,与水平方向倾斜不超过8
°
方向;打标圆点对应底座圆点为点位“1”脚,打标字样不得歪斜。采用激光打标的好处时印字永久性,耐溶剂性能更好。
32.该方法制造的变压器是应用在1553b总线系统中的变压器,在总线系统与终端之间起到信号传输、隔离、耦合、短路保护、直流隔离和阻抗匹配的作用。
33.优选的,上述步骤(10)中烘干采用烘烤箱,烘烤箱内设置有多层支撑架6,支撑架6放置支撑网盘7,支撑网盘7设置有多个放置槽8,放置槽8卡接待烘干灌胶器件,同时烘干多层的元器件,烘干产品效率高,降低劳动强度,能源利用率更高;放置槽8内两侧对称设置有弹性卡片9,便于固定元器件,提高搬运过程中的稳定性,避免灌胶的胶水流出,也便于灌胶过程中的稳定性,避免晃动;烘烤箱内相对两侧交错安装有扰流风扇10,便于温度均衡性,能够提高烘干效率和烘干效果。
34.优选的,上述针脚4插接到pcb板4采用定位夹具,定位夹具包括夹具体301,夹具体
301一侧设置有放置pcb板4的限位凹槽302,限位凹槽302一周设置有导向通孔303,导向通孔303正对pcb板4的针脚插接孔,采用定位夹具,能够快速实现针脚的插接定位,提高插接稳定性和可靠性,限位凹槽快速实现pcb板的限位,采用针脚插入pcb板针脚插接孔插入到导向通孔,插接到合适位置即可,插接后也便于焊接稳定性。
35.优选的,上述限位凹槽302底部镂空一段,针脚能够穿过导向通孔303,镂空一段,减少导向通孔长度,避免过长插接费劲,针脚插接穿过导向通孔,便于焊接好针脚后,推出pcb板,便于拉出针脚,pcb板倒立放入限位板后,镂空段也便于提供磁芯绕组的占用空间,便于缠绕和焊接漆包线的自由端到针脚上。
36.优选的,上述夹具体301固定连接在放置台304,放置台304固定连接在旋转台305上,采用旋转台旋转,实现pcb板每侧针脚的焊接。
37.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本实用新型的保护范围之内,因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1