一种片剂成型模具
1.本实用新型涉及药片成型模具技术领域,更具体地,涉及一种片剂成型模具。
背景技术:
2.安慰剂是指其物理特性如外观、大小、颜色、剂型、重量、味道和气味都要尽可能与试验药物相同,但不能含有试验药的有效成份的“模拟药物”,安慰剂作为盲法和对照的主要形式之一,安慰剂致盲成功与否是决定临床安慰剂对照试验成功与否的关键。
3.药物剂型中固体片剂具有易于储存、运输、服用方便等优点,是应用最广泛的剂型。目前现有的片剂生产方法包括压片机压制、注塑成型、3d打印,其中3d打印技术可直接打印片剂,也可先通过3d打印技术制备模具再通过模具成型药片,由于3d打印技术成型快速,产品生产精确度高,目前已被广泛应用。但是现有的片剂成型模具结构复杂,生产成本高,不适用于生产量小,专属性强、异形刻字药片的安慰剂的生产。
4.如公开号为cn213919780u的中国专利公开了一种片剂制作用模具,包括加工台,所述加工台一侧固定设置有第一模具,第一模具外侧表面均匀固定设置有若干个模具头,加工台表面在远离第一模具的一侧通过安装座固定设置有电动推杆,侧边之间活动卡合设置有第二模具,电动推杆的伸缩杆轴端与第二模具之间固定连接,第二模具外侧表面均匀开设有若干模具槽,模具槽内部一侧活动穿插设置有活动杆,活动杆远离模具槽的一端固定设置连接杆。所述专利在进行片剂加工时无需人工频繁的向模具槽内部添加药粉进行片剂的加工,但是所述专利整体结构设置复杂,不易操作,应用于生产需求量较少的安慰剂时,经济效益低。
技术实现要素:
5.本实用新型为克服上述现有技术所述的现有片剂成型模具结构设置复杂,加工成本高,不适用于需求量较少、异形刻字的安慰剂的生产的技术问题,提供一种结构设置简单,成型效果好,生产成本低的片剂成型模具。
6.为解决上述技术问题,本实用新型采用的技术方案是:一种片剂成型模具,包括可相互盖合的的上模具和下模具;所述上模具上设有第一填料腔;所述下模具上设有第二填料腔;所述第一填料腔和所述第二填料腔对合形成安慰片剂的成型腔;所述上模具上设有用于将所述第一填料腔中多余原料排出的第一引流槽;所述第一引流槽与所述第一填料腔相连通;还包括用于将所述上模具和所述下模具进行快速盖合的定位结构。
7.本实用新型定位结构的设置可将上模具与下模具快速定位盖合在一起,提高上模具和下模具的盖合效率,进而可提高安慰片剂的生产效率。当上模具和下模具盖合在一起后,该第一填料腔和第二填料腔对合形成安慰片剂的成型腔供安慰片剂的原料成型,同时多余的原料可通过第一引流槽排出;整体结构设置简单,加工成本低,且安慰片剂能够快速有效地成型,使用非常方便,适用于生产量小,专属性强,任意形状的安慰片剂的生产。
8.优选的,所述下模具上设有用于将所述第二填料腔中多余原料排出的第二引流
槽;所述第二引流槽与所述第二填料腔相连通。
9.优选的,所述定位结构包括若干个定位槽和可插接至所述定位槽内的若干个定位柱;所述定位槽和定位柱分别设于所述上模具和下模具或下模具和上模具。
10.优选的,所述上模具或/和下模具上设有纵横交错的若干个排料槽;所述排料槽与所述第一引流槽或/和第二引流槽相连通。
11.优选的,所述排料槽距离邻近的第一填料腔或/和第二填料腔的水平距离范围为1mm~10mm;所述排料槽的深度大于0.1mm。
12.优选的,所述第一引流槽和第二引流槽的深度为0.1mm~1mm。
13.优选的,所述第一填料腔的深度或所述第二填料腔的深度为成型腔高度的3/10~5/10。
14.优选的,所述定位槽和定位柱均至少设置三个,且间隔分布于所述上模具和下模具或下模具和上模具上。
15.优选的,所述定位槽设置在上模具上时距离邻近的第一填料腔的水平距离或设置在下模具上时距离邻近的第二填料腔的水平距离至少大于1mm;所述定位柱设置在下模具上时距离邻近的第二填料腔的水平距离或设置在上模具上时距离邻近的第一填料腔的水平距离至少大于1mm。
16.优选的,所述第一填料腔或第二填料腔的底部刻有数字或字母或任意能够起标识作用的标志符。
17.与现有技术相比,本实用新型的有益效果是:
18.1)本实用新型整体结构设置简单,加工成本低,且安慰片剂能够快速有效地成型,使用非常方便,适用于生产量小,专属性强,任意形状的安慰片剂的生产;
19.2)本实用新型定位结构的设置可使得上模具和下模具在盖合时进行快速对接,以实现上模具和下模具的快速、准确盖合;
20.3)本实用新型通过对第一填料腔和第二填料腔进行深度设置,可在挤压成型后,将上模具或下模具拿开后,使得安慰片剂更多的表面积暴露于空气中,加速安慰片剂的干燥,方便安慰片剂取出,提高生产效率。
附图说明
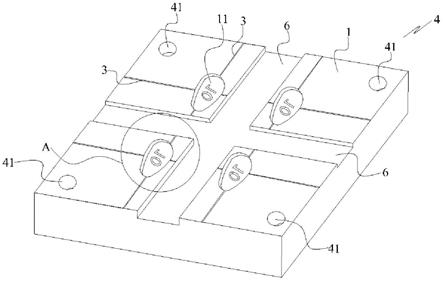
21.图1是本实用新型片剂成型模具中上模具实施例1的结构示意图;
22.图2是图1中a处的放大图;
23.图3是本实用新型片剂成型模具中上模具实施例1的截面示意图;
24.图4是图3中b处的放大图;
25.图5是本实用新型片剂成型模具中下模具实施例1的结构示意图;
26.图6是本实用新型片剂成型模具中下模具实施例1的截面示意图;
27.图7是图6中c处的放大图;
28.图8是本实用新型片剂成型模具中上模具实施例2的结构示意图;
29.图9是本实用新型片剂成型模具中下模具实施例2的结构示意图。
30.附图中:1-上模具;11-第一填料腔;2-下模具;21-第二填料腔;3-第一引流槽;4-定位结构;41-定位槽;42-定位柱;5-第二引流槽;6-排料槽。
具体实施方式
31.附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
32.本实用新型实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”“长”“短”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
33.下面通过具体实施例,并结合附图,对本实用新型的技术方案作进一步的具体描述:
34.实施例1
35.如图1-图7所示为一种片剂成型模具的实施例,包括上模具1、下模具2及定位结构4,具体的,上模具1和下模具2可根据实际需求设置为长方体或正方体或其他三维结构,本实施例中,上模具1和下模具2的横截面设置为正方形。
36.上模具1设有第一填料腔11,本实施例中第一填料腔11设置四个,四个第一填料腔11阵列分布在上模具1上,上模具1上还设有第一引流槽3,第一引流槽3与第一填料腔11相连通,第一引流槽3延伸至上模具1的边侧,第一填料腔11内多余的填料可通过第一引流槽1排出,作为优选的,第一引流槽3设置为弧形槽,即第一引流槽3的截面形状为半圆形,且第一引流槽3的深度为0.1mm~1mm,本实施例中第一引流槽3的深度设置为0.5mm。
37.下模具2设有第二填料腔21,本实施例中第二填料腔21设置四个,四个第二填料腔21阵列分布在下模具2上,下模具2上还设有第二引流槽5,第二引流槽5与第二填料腔21相连通,第二引流槽5延伸至下模具2的边侧,第二填料腔21内多余的填料可通过第二引流槽5排出,作为优选的,第二引流槽5设置为弧形槽,即第二引流槽5的截面形状为半圆形,且第二引流槽5的深度为0.1mm~1mm,本实施例中第二引流槽5的深度设置为0.5mm。
38.上模具1或/和下模具2上设有若干排料槽6,排料槽6纵横交错的设置在上模具1或/和下模具2上,本实施例中上模具1和下模具2上均设有两条排料槽6,两条排料槽6相互垂直设置,且排料槽6延伸至上模具1和下模具2的边侧。
39.设于上模具1上的排料槽6与上模具1上的第一引流槽3相连通,第一填料腔11内多余的填料可通过第一引流槽3排至排料槽6中,并最终通过排料槽6将多余填料排出上模具1。
40.设于下模具2上的排料槽6与下模具2上的第二引流槽5相连通,第二填料腔21内多余的填料可通过第二引流槽5排至排料槽6中,并最终通过排料槽6将多余填料排出下模具2。
41.通过第一引流槽3、第二引流槽5及排料槽6的设置可将第一填料腔11和第二填料腔21中的多余的浆料排出,这样不影响安慰片剂的高度,同时使得安慰片剂的毛边较少。
42.排料槽6的设置使得上模具1和下模具2具有更大的排料空间,可以容纳较多多余
浆料,对浆料填充量的控制要求小。
43.排料槽6距离邻近的第一填料腔11或/和第二填料腔21的水平距离范围为1mm~10mm,本实施例中排料槽6距离第一填料腔11和第二填料腔21的水平距离为1.5mm,同时排料槽6的深度设置大于0.1mm,本实施例中排料槽6的深度设置为1mm。
44.第一填料腔11和第二填料腔21的底部可以刻有数字或字母或任意能够起标识作用的标志符,具体根据实际需要进行设置,在此不作限定,本实施例中第一填料腔11的底部设有“10”,第二填料腔21的底部设有“tl”;第一填料腔11和第二填料腔21的形状可根据具体需要进行设置,设置为常见的规则的形状或异形形状均可,本实施例中第一填料腔11和第二填料腔21为异形,类似于水滴形状,通过这样的设置可实现对异形刻字安慰剂的生产加工。
45.当上模具1盖合在下模具2上时,第一填料腔11和所述第二填料腔21对合形成安慰片剂的成型腔,即第一填料腔11的深度h1和第二填料腔21的深度h2之和为安慰片剂预设的厚度,第一填料腔11的深度h1或第二填料腔21的深度h2设置为成型腔高度的3/10~5/10,即第一填料腔11的深度h1或第二填料腔21的深度h2设置为安慰片剂预设厚度的3/10~5/10,本实施例中第二填料腔21的深度h2设置为安慰片剂预设厚度的3/10,第一填料腔11的深度h1设置为安慰片剂预设厚度的7/10,通过这样设置,当安慰片剂在成型腔内挤压成型后,将上模具1拿开后,使安慰片剂更多的表面积暴露于空气中,加速安慰片剂的干燥,方便安慰片剂取出,提高生产效率。
46.定位结构4用于实现上模具1和下模具2的快速盖合,具体的,定位结构4包括若干个定位槽41和若干个定位柱42,若干个定位槽41可设置在上模具1上,若干个定位柱42安装在下模具2上,当然若干个定位槽41也可设置下模具2上,若干个定位柱42安装在上模具1上,本实施例中,若干个定位槽41设置在上模具1上,若干个定位柱42安装在下模具2上,当然若干个定位槽41也可设置下模具2上,若干个定位柱42安装在上模具1上;将定位柱42插接至定位槽41中,即可实现将上模具1和下模具2的快速盖合。
47.若定位槽41设置在上模具上时,定位槽41距离邻近的第一填料腔11的水平距离至少大于1mm,若定位槽41设置在下模具2上时,定位槽41距离邻近的第二填料腔21的水平距离至少大于1mm;本实施例中,定位槽41距离邻近的第一填料腔11的水平距离为7mm。
48.若定位柱42设置在下模具2上时,定位柱42距离邻近的第二填料腔21的水平距离至少大于1mm,若定位柱42设置在上模具1上时,定位柱42距离邻近的第一填料腔11的水平距离至少大于1mm,本实施例中定位柱42距离邻近的第二填料腔21的水平距离为7mm。
49.作为优选的,定位槽41和定位柱42均至少设置三个,本实施例中定位槽设置四个,定位柱42设置四个,四个定位槽41间隔均匀的分布在上模具1的边缘处,四个定位柱42间隔均匀的分布在下模具2的边缘处,这样设置可使得上模具1和下模具2贴合的更加紧密,且安慰片剂在成型腔内的受力更加均匀,可进一步提高安慰片剂的成型效果。
50.本实施例中安慰片剂成型模具通过lcd光固化打印机制备而成,模具形状根据实际生产需求设计形状并优化尺寸,不仅成本低、制备流程便捷、灵活性高,应用范围更广,且精确度非常高,非常适用于生产要求更高的异形刻字包衣片。第一填料腔11、第二填料腔21及第一填料腔11和第二填料腔21内的刻字的大小根据安慰片剂填充浆料的收缩率、安慰片剂包衣厚度、打印精度等比例缩放,使得最终加工得到的安慰剂的大小与形状更加精确,表
面更加光滑。
51.第一填料腔11和第二填料腔21中的填充浆料,即安慰片剂的原料,具体包括填充剂和粘合剂,填充剂可选择但不限于淀粉、可压性淀粉、糖粉、糊精、乳糖、mcc、羧甲基纤维素钠、甘露醇、无机盐类或它们的任意组合;粘合剂可选择但不限于水、乙醇、糖浆、水醇凝胶、明胶浆、阿拉伯胶浆、淀粉浆、纤维素衍生物、pvpk30乙醇溶液、海藻酸钠、硅酸铝镁、聚乙二醇或它们的组合。本实施例中选用乳糖为填充剂,8%羟丙基甲基纤维素(k15m)水醇凝胶为粘合剂,乳糖和8%羟丙基甲基纤维素(k15m)水醇凝胶质量比为5:2。
52.本实用新型的具体工作原理:将待制备的安慰片剂的原料填入下模具2的第二填料腔21中,将定位柱42插接至定位槽41中即可将上模具1盖合在下模具2上,当上模具1盖合在下模具2上后,第一填料腔11与第二填料腔21相对应,第一引流槽3与第二引流槽5相对应,上模具1上的排料槽6与下模具2上的排料槽6相对应,在上模具1和下模具2的压合作用下,安慰片剂的原料逐渐填充满第一填料腔11和第二填料腔21,同时对于多余的原料通过第一引流槽3、第二引流槽5及排料槽6排出,待原料挤压成型后,将上模具1取下,原料干燥后即可得到所需的安慰片剂。
53.实施例2
54.如图8-图9所示为一种片剂成型模具的另外一种实施例,本实施例与实施例1的不同之处在于:定位槽41和定位柱42均设置三个,三个定位槽41设置在上模具1的三个边角位置处,三个定位柱42安装在下模具2的三个边角位置处,由于上模具1和下模具2的横截面为正方形,只要将三个定位柱42分别插入三个定位槽41中,即可实现上模具1和下模具2的准确对接,大大提高了工作效率,使用非常方便。
55.显然,本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1