部件组装夹具的制作方法
1.本实用新型属于核电技术领域,具体涉及一种部件组装夹具。
背景技术:
2.相关技术中,组件压紧系统部件组装件由板筒件、弹簧、压紧杆、销钉组装焊接而成,但是在组装组件压紧系统部件的时候存在以下问题:工件为零散状态,由于有弹簧,必须需借助压机,才能将销钉组装到位。所有工件为喷砂状态,要注意保护喷砂层。若与工件接触部位间隙设计不当,易损伤产品喷砂层,造成产品外观不佳,若再次进行喷砂,细小的砂粒可能进入弹簧,在反应堆内运行有一定风险,可见,如何在组装夹具的过程中保证压紧部件产品的质量成为亟待解决的问题。
技术实现要素:
3.为克服相关技术中存在的问题,提供了一种部件组装夹具。
4.根据本公开实施例的一方面,提供一种部件组装夹具,所述部件组装夹具包括:保护套、连接杆、螺母以及多个等高的垫块;
5.待组装的部件包括板筒件、弹簧、压紧杆以及销钉,所述板筒件为筒状,所述板筒件沿轴向开设通孔,所述板筒件的另一端外侧具有沿径向向外延伸的台阶部,所述压紧杆套在所述板筒件的一端外侧,所述弹簧连接在所述压紧杆与所述台阶部之间,且环绕在所述板筒件外侧;
6.所述保护套的一端为平面,所述保护套的另一端开设凹槽,所述凹槽槽底开设螺纹孔,所述板筒件的一端插入所述凹槽内,并与所述凹槽间隙配合,所述凹槽的边缘压抵所述压紧杆的端面;
7.所述连接杆的两端具有螺纹,所述连接杆插入所述通孔内,所述连接杆探出所述板筒件一端的端部螺纹连接在所述螺纹孔内;
8.所述保护套的一端压抵在压机压头上,所述板筒件的台阶部通过多个垫块压抵在压机平台上,在压机机头朝向压机平台运动,使得所述弹簧被挤压至预设长度后,所述压紧杆的销孔正对所述板筒件的滑槽的端部,将所述螺母螺纹连接在所述连接杆探出所述板筒件另一端的端部,使得所述压紧杆的销孔与所述板筒件的滑槽的端部保持正对。
9.在一种可能的实现方式中,所述凹槽的槽深为a,所述销孔与所述滑槽的端部正对的情况下,所述压紧杆的端面到所述板筒件一端之间的距离为b,a与b 之差介于0.5至1毫米。
10.在一种可能的实现方式中,所述板筒件的一端的侧壁与所述凹槽内壁之间的间隙介于0.25至0.75毫米。
11.在一种可能的实现方式中,所述连接杆与所述通孔之间的间隙介于0.2至 0.3毫米。
12.在一种可能的实现方式中,所述保护套内侧具有喷砂层。
13.在一种可能的实现方式中,所述连接杆外侧具有喷砂层。
14.本公开的有益效果在于:本公开的部件组装夹具通过保护套和连接杆和螺母对板筒件、弹簧实现限位以实现压紧系统部件一次性组装,解决零件装配无限位,装配不到位的情况,提高装配精度。
附图说明
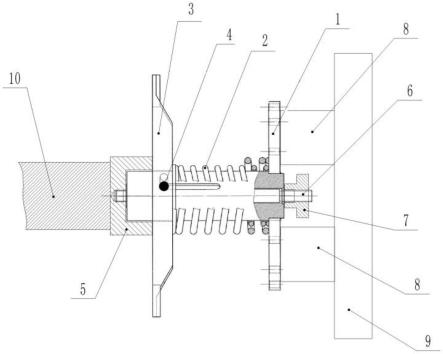
15.图1是根据一示例性实施例示出的一种部件组装夹具的示意图。
16.图中:
17.1、板筒件;2、弹簧;3、压紧杆;4、销钉焊点;5、保护套;6、连接杆;7、螺母;8、垫块;9、压机平台;10、压机压头。
具体实施方式
18.下面结合附图及具体实施例对本实用新型作进一步详细说明。
19.图1是根据一示例性实施例示出的一种部件组装夹具的示意图。一种部件组装夹具,所述部件组装夹具包括:保护套5、连接杆6、螺母7以及多个等高的垫块8;
20.待组装的部件包括板筒件1、弹簧2、压紧杆3以及销钉,所述板筒件1为筒状,所述板筒件1沿轴向开设通孔,所述板筒件1的另一端外侧具有沿径向向外延伸的台阶部,所述压紧杆3套在所述板筒件1的一端外侧,所述弹簧2 连接在所述压紧杆3与所述台阶部之间,且环绕在所述板筒件1外侧;压紧杆3 上开设销孔,板筒件1的筒状结构外侧开设滑槽,压紧杆3能够相对于板筒件1 移动。
21.所述保护套5的一端为平面,所述保护套5的另一端开设凹槽,所述凹槽槽底开设螺纹孔,所述板筒件1的一端插入所述凹槽内,并与所述凹槽间隙配合,所述凹槽的边缘压抵所述压紧杆3的端面;所述连接杆6的两端具有螺纹,所述连接杆6插入所述通孔内,所述连接杆6探出所述板筒件1一端的端部螺纹连接在所述螺纹孔内。
22.所述保护套5的一端压抵在压机压头10上,所述板筒件1的台阶部通过多个垫块8压抵在压机平台9上,驱动压机,使得压机机头朝向压机平台9运动,使得所述弹簧2被挤压至预设长度后,所述压紧杆3的销孔正对所述板筒件1 的滑槽的端部,此时,将所述螺母7螺纹连接在所述连接杆6探出所述板筒件1 另一端的端部,将弹簧2限制在预设长度,使得所述压紧杆3的销孔与所述板筒件1的滑槽的端部保持正对,这样,可以方便的将销钉插入销孔和滑槽,并将销钉焊接在销孔边缘的销钉焊点4。
23.在一种可能的实现方式中,所述凹槽的槽深为a,所述销孔与所述滑槽的端部正对的情况下,所述压紧杆的端面到所述板筒件一端之间的距离为b,a与b 之差介于0.5至1毫米。这样,在对待组装的部件进行限位时,可以有效保障保护套凹槽的边缘能够充分压抵压紧杆的端面。
24.在一种可能的实现方式中,所述板筒件的一端的侧壁与所述凹槽内壁之间的间隙介于0.25至0.75毫米。这样,既能够保障板筒件与凹槽之间没有大幅的位移,又能够防止板筒件与凹槽之间产生过多摩擦保护板筒件端部的磨砂层。
25.在一种可能的实现方式中,所述连接杆与所述通孔之间的间隙介于0.2至 0.3毫米,这样,既能够保障板筒件与凹槽之间没有大幅的位移,又能够防止板筒件与凹槽之间产
生过多摩擦保护板筒件端部的磨砂层。
26.在一种可能的实现方式中,所述保护套内侧具有喷砂层。所述连接杆外侧具有喷砂层。从而进一步减少组装过程中组件喷砂层损伤,确保产品质量。
27.在一种应用示例中,使用本公开的部件组装夹具对部件进行限位包括以下步骤:
28.步骤100,将弹簧2装入压紧部件板筒件1,将压紧杆3预置在弹簧2与压紧部件板筒件1顶端。
29.步骤101,将预装完毕的部件放在压机垫块8上。
30.步骤102,将夹具擦净,将保护套5与连接杆6组装在一起,这两个零件通过螺纹连接。
31.步骤103,将组装好的保护套5与连接杆6通过连接杆6从板筒件1的中心孔中穿过。确保保护套5、连接杆6、板筒件1中心孔三个零件的轴线在同一轴线上。
32.步骤104,操作压机,使压机压头10接触压紧部件保护套5,继续下压,直至装配到位,将拧紧螺母7在连接杆6上拧紧。
33.步骤105,松开压机压头10,从压机中取出组装件,将销钉4装入销钉孔位置,焊接销钉4的焊缝,去除焊缝氧化色。
34.步骤106,将焊接完毕的组装件放在压机垫块8上。
35.步骤107,操作压机,使压机压头10接触压紧部件保护套5,继续下压,直至能拧紧螺钉7脱离压紧部件板筒件1接触面,停止操作压机,将拧紧螺母7 从连接杆6上取下。
36.步骤108,操作压机,松开压机压头10,从压机中取出组装件,将压紧部件保护套5与连接杆6从组装件中取下来。
37.以上已经描述了本公开的各实施例,上述说明是示例性的,并非穷尽性的,并且也不限于所披露的各实施例。在不偏离所说明的各实施例的范围和精神的情况下,对于本技术领域的普通技术人员来说许多修改和变更都是显而易见的。本文中所用术语的选择,旨在最好地解释各实施例的原理、实际应用或对市场中的技术的技术改进,或者使本技术领域的其它普通技术人员能理解本文披露的各实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1