一种用于汽车扶手主体结构的冲压成型模具的制作方法
1.本实用新型涉及冲压模具领域,特别是一种用于汽车扶手主体结构的冲压成型模具。
背景技术:
2.常见的扶手都采用热塑性材料构成,但由于其刚性大,因此难以与其他结构吻合,造成的磨损大,噪音大,阻力大,且会在扶手上产生振动,从而导致寿命低;因而通过设置一款由钢管作为主体结构,通过冲压工艺制备扶手的工艺方法,因此需要一种用于制造该扶手主体结构的冲压成型模具,以解决如按照指定形状冲压成型并保证成品率。
技术实现要素:
3.发明目的:为了克服现有技术中存在的不足,本实用新型提供一种用于汽车扶手主体结构的冲压成型模具,冲压精度高,质量好,成品率高。
4.技术方案:为实现上述目的,本实用新型的一种用于汽车扶手主体结构的冲压成型模具,包括压机底座,所述压机底座上端面中心设置有下模组件,所述下模组件上端面放置料管,所述料管两端分别通过一个固定组件固定,两个所述固定组件分别固定安装于所述压机底座两侧,所述料管正上方设置有上模组件,所述上模组件固定于上安装板的下底面,所述上安装板通过导向组件与所述压机底座配合设置,所述上安装板通过压机主气缸驱动上下移动。
5.进一步地,所述下模组件包括下凹模,所述下凹模与所述压机底座之间垫设下垫板,所述下凹模相对于压机底座固定设置;
6.所述下凹模为矩形块状模具,所述下凹模两端各设置有一个限位槽,所述限位槽的槽宽与所述料管的宽度一致,所述限位槽的底面与所述下凹模的上端面齐平,所述料管对应卡入所述限位槽内。
7.进一步地,所述上模组件包括上凸模,所述上凸模与所述上安装板之间垫设上垫板,所述上凸模相对于所述上安装板固定设置;
8.所述上凸模位于所述料管的上方,且略偏向于所述料管一侧设置。
9.进一步地,所述上凸模下端面平整,所述上凸模的两端分别从端面向底面斜向切削出一个倾斜过度面,所述上凸模位于所述料管上方的棱角处设置有圆弧过度面。
10.进一步地,所述固定组件包括固定块以及限位块,所述固定块竖向固定于所述压机底座上端面上,所述限位块则相对设置于所述固定块的外侧面,两侧的所述固定块根据所述料管的形状预设高度,两个所述限位块分别支撑所述料管两端面。
11.进一步地,所述导向组件包括导向柱以及导向套,所述导向柱竖直固定于所述压机底座上端面,所述导向套套设于所述导向柱上,且相对于所述导向柱滑动设置,所述导向套固定于所述上安装板的下端面上。
12.进一步地,所述压机底座包括下底板,所述下底板上端面均匀排列设置若干下模
脚,所述下模脚上端面固定设置有下模板。
13.有益效果:本实用新型的一种用于汽车扶手主体结构的冲压成型模具,通过在下凹模上两端设置限位槽以及固定组件,使得料管在冲压过程中不会发生偏移,确保了冲压精度;通过设置倾斜过度面以及圆弧过度面来达到,冲压部分与未冲压部分的平缓过渡,提高了成品率。
附图说明
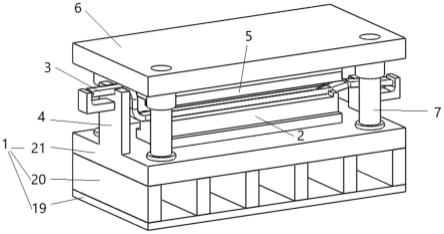
14.附图1为冲压成型模具的结构图;
15.附图2为下模组件的结构图;
16.附图3为上模组件的结构图;
17.附图4为固定组件以及导向组件的结构图。
具体实施方式
18.下面结合附图对本实用新型作更进一步的说明。
19.如附图1-4所述的一种用于汽车扶手主体结构的冲压成型模具,包括压机底座1,所述压机底座1上端面中心设置有下模组件2,所述下模组件2上端面放置料管3,所述料管3两端分别通过一个固定组件4固定,两个所述固定组件4分别固定安装于所述压机底座1两侧,所述料管3正上方设置有上模组件5,所述上模组件5固定于上安装板6的下底面,所述上安装板6通过导向组件7与所述压机底座1配合设置,所述上安装板6通过压机主气缸驱动上下移动;
20.通过两侧固定组件,使得料管相对于下模组件的上对面固定设置,保证了在冲压过程中不会发生偏移,保证了冲压的精准度以及成品的质量。
21.所述下模组件2包括下凹模8,所述下凹模8与所述压机底座1之间垫设下垫板9,所述下凹模8相对于压机底座1固定设置;
22.所述下凹模8为矩形块状模具,所述下凹模8两端各设置有一个限位槽10,所述限位槽10的槽宽与所述料管3的宽度一致,所述限位槽10的底面与所述下凹模8的上端面齐平,所述料管3对应卡入所述限位槽10内;
23.通过限位槽对料管进行限位,与料管宽度相等的槽宽刚好可以使得料管卡入,通过两个限位槽共同限位,以减少偏移误差,且同时能起到一定的固定作用,且限位槽的槽底与所述下凹模的上端面齐平,可以保证料管能够完全贴合于下凹模的上端面上,从而保证了冲压的质量。
24.所述上模组件5包括上凸模11,所述上凸模11与所述上安装板6之间垫设上垫板12,所述上凸模11相对于所述上安装板6固定设置;
25.所述上凸模11位于所述料管3的上方,且略偏向于所述料管3一侧设置;
26.由于总成扶手结构的需要,要求冲压后的管件,被冲压部分一侧扁平,一侧圆润,即要求将料管一侧压扁,因此将上凸模整体略偏向于一侧,首先能够精准的覆盖待冲压的部分,且由于冲压后,料管管壁延伸的部分也能被上凸模覆盖,避免出现扁平侧不平整而导致的报废现象。
27.所述上凸模11下端面平整,所述上凸模11的两端分别从端面向底面斜向切削出一
个倾斜过度面13,所述上凸模11位于所述料管3上方的棱角处设置有圆弧过度面14;
28.由于料管进行的是部分区域冲压加工,在冲压的部分与未冲压的部分的过渡区域会被拉伸,冲压过程具有较大的动力,因此可能会造成断面的现象,因此在上凸模的边缘对应于所述过渡位置设置有倾斜或是圆弧的过度面,保证了在冲压过程中,被冲压部分与未冲压部分能够平缓过渡。
29.所述固定组件4包括固定块15以及限位块16,所述固定块15竖向固定于所述压机底座1上端面上,所述限位块16则相对设置于所述固定块15的外侧面,两侧的所述固定块15根据所述料管3的形状预设高度,两个所述限位块16分别支撑所述料管3两端面;
30.由于冲压采用的料管不一定是笔直的料管,有些料管经过预先的弯折处理,那么两端的固定块按照料管的形状来预设高度,则可以保证在固定的同时,料管中间部分能够贴合于下凹模的上端面。
31.所述导向组件7包括导向柱17以及导向套18,所述导向柱竖直固定于所述压机底座1上端面,所述导向套18套设于所述导向柱17上,且相对于所述导向柱17滑动设置,所述导向套18固定于所述上安装板6的下端面上。
32.所述压机底座1包括下底板19,所述下底板19上端面均匀排列设置若干下模脚20,所述下模脚20上端面固定设置有下模板21。
33.以上仅为本实用新型的优选实施方式,应当指出:对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应同样视为本实用新型的保护范围。
技术特征:
1.一种用于汽车扶手主体结构的冲压成型模具,其特征在于:包括压机底座(1),所述压机底座(1)上端面中心设置有下模组件(2),所述下模组件(2)上端面放置料管(3),所述料管(3)两端分别通过一个固定组件(4)固定,两个所述固定组件(4)分别固定安装于所述压机底座(1)两侧,所述料管(3)正上方设置有上模组件(5),所述上模组件(5)固定于上安装板(6)的下底面,所述上安装板(6)通过导向组件(7)与所述压机底座(1)配合设置,所述上安装板(6)通过压机主气缸驱动上下移动。2.根据权利要求1所述的一种用于汽车扶手主体结构的冲压成型模具,其特征在于:所述下模组件(2)包括下凹模(8),所述下凹模(8)与所述压机底座(1)之间垫设下垫板(9),所述下凹模(8)相对于压机底座(1)固定设置;所述下凹模(8)为矩形块状模具,所述下凹模(8)两端各设置有一个限位槽(10),所述限位槽(10)的槽宽与所述料管(3)的宽度一致,所述限位槽(10)的底面与所述下凹模(8)的上端面齐平,所述料管(3)对应卡入所述限位槽(10)内。3.根据权利要求2所述的一种用于汽车扶手主体结构的冲压成型模具,其特征在于:所述上模组件(5)包括上凸模(11),所述上凸模(11)与所述上安装板(6)之间垫设上垫板(12),所述上凸模(11)相对于所述上安装板(6)固定设置;所述上凸模(11)位于所述料管(3)的上方,且略偏向于所述料管(3)一侧设置。4.根据权利要求3所述的一种用于汽车扶手主体结构的冲压成型模具,其特征在于:所述上凸模(11)下端面平整,所述上凸模(11)的两端分别从端面向底面斜向切削出一个倾斜过度面(13),所述上凸模(11)位于所述料管(3)上方的棱角处设置有圆弧过度面(14)。5.根据权利要求1所述的一种用于汽车扶手主体结构的冲压成型模具,其特征在于:所述固定组件(4)包括固定块(15)以及限位块(16),所述固定块(15)竖向固定于所述压机底座(1)上端面上,所述限位块(16)则相对设置于所述固定块(15)的外侧面,两侧的所述固定块(15)根据所述料管(3)的形状预设高度,两个所述限位块(16)分别支撑所述料管(3)两端面。6.根据权利要求1所述的一种用于汽车扶手主体结构的冲压成型模具,其特征在于:所述导向组件(7)包括导向柱(17)以及导向套(18),所述导向柱竖直固定于所述压机底座(1)上端面,所述导向套(18)套设于所述导向柱(17)上,且相对于所述导向柱(17)滑动设置,所述导向套(18)固定于所述上安装板(6)的下端面上。7.根据权利要求1所述的一种用于汽车扶手主体结构的冲压成型模具,其特征在于:所述压机底座(1)包括下底板(19),所述下底板(19)上端面均匀排列设置若干下模脚(20),所述下模脚(20)上端面固定设置有下模板(21)。
技术总结
本实用新型公开了一种用于汽车扶手主体结构的冲压成型模具,包括压机底座,所述压机底座上端面中心设置有下模组件,所述下模组件上端面放置料管,所述料管两端分别通过一个固定组件固定,两个所述固定组件分别固定安装于所述压机底座两侧,所述料管正上方设置有上模组件,所述上模组件固定于上安装板的下底面,所述上安装板通过导向组件与所述压机底座配合设置,所述上安装板通过压机主气缸驱动上下移动。本实用新型通过在下凹模上两端设置限位槽以及固定组件,使得料管在冲压过程中不会发生偏移,确保了冲压精度;通过设置倾斜过度面以及圆弧过度面来达到,冲压部分与未冲压部分的平缓过渡,提高了成品率。提高了成品率。提高了成品率。
技术研发人员:曹一枢
受保护的技术使用者:无锡曙光精密工业有限公司
技术研发日:2021.11.30
技术公布日:2022/8/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1