一种钛合金零件组对焊接工装的制作方法
1.本实用新型属于钛合金线缆盒领域,尤其涉及一种钛合金零件组对焊接工装。
背景技术:
2.钛合金线缆盒主要用于航空器发动机上,主要实现发动机电信号反馈及专用线缆集中作用。由于钛合金金属重量轻,强度高等优点,钛合金线缆盒氩弧焊接广泛应用。
3.目前在进行焊接操作时,焊接部件可能会因为成型偏差而导致无法满足90
°
定位的要求,导致焊接出现偏差。
技术实现要素:
4.本实用新型实施例的目的在于提供一种钛合金零件组对焊接工装,旨在解决目前在进行焊接操作时,焊接部件可能会因为成型偏差而导致无法满足90
°
定位的要求,导致焊接出现偏差的问题。
5.本实用新型实施例是这样实现的,一种钛合金零件组对焊接工装,所述钛合金零件组对焊接工装包括:
6.底板,所述底板上安装有调节机构,所述调节机构上设有锁紧机构;
7.钛合金线缆盒,所述钛合金线缆盒与所述锁紧机构相互配合;
8.其中所述钛合金线缆盒包括:
9.盒体部件,所述盒体部件上安装有弯管,所述弯管一端连接有管接头,所述管接头上连接有焊接工装。
10.优选地,所述弯管与盒体部件之间相互垂直,且弯管处于水平状态。
11.优选地,所述锁紧机构包括:
12.安装板,所述安装板上安装有支板,所述支板上开设有槽体;
13.固定板,设于所述支板一侧,所述固定板上连接有定位螺钉,所述定位螺钉与所述槽体相互配合。
14.本实用新型实施例提供的一种钛合金零件组对焊接工装,具有以下有益效果:
15.该钛合金零件组对焊接工装采用限位工装保证焊接角度一致性,使焊接角度始终满足90
°
要求,保证焊接部件即使因成型偏差导致尺寸链偏差也能精准定位。
附图说明
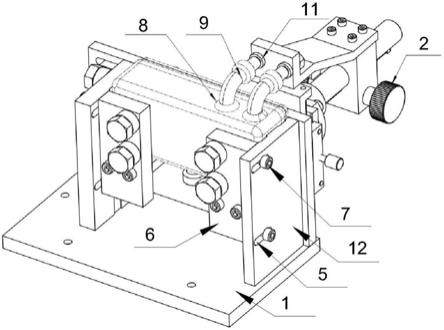
16.图1为本实用新型实施例提供的一种钛合金零件组对焊接工装的结构示意图;
17.图2为本实用新型实施例提供的一种钛合金零件组对焊接工装的正视图;
18.图3为本实用新型实施例提供的一种钛合金零件组对焊接工装的侧视图;
19.图4为本实用新型实施例提供的一种钛合金零件组对焊接工装的局部结构示意图。
20.附图中:1-底板;2-调节机构;3-安装板;4-锁紧机构;5-槽体;6-固定板;7-定位螺
钉;8-盒体部件;9-弯管;10-管接头;11-焊接工装;12-支板。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.以下结合具体实施例对本实用新型的具体实现进行详细描述。
23.如图1至图4所示,在本实用新型实施例中,所述钛合金零件组对焊接工装包括:
24.底板1,所述底板1上安装有调节机构2,所述调节机构2上设有锁紧机构4;
25.钛合金线缆盒,所述钛合金线缆盒与所述锁紧机构4相互配合;
26.其中所述钛合金线缆盒包括:
27.盒体部件8,所述盒体部件8上安装有弯管9,所述弯管9一端连接有管接头10,所述管接头10上连接有焊接工装11。
28.钛合金线缆盒采用氩弧焊接i型对接接头,单面焊接双面成型。
29.在零件焊接前,采用机械方法对焊口进行清理。清理后采用丙酮等有机溶剂对焊口及热影响区进行清洗,然后用烘干机进行烘干脱水,采用脱脂棉布手套抓取零件放入自封口袋中。清洗后的零件应在12小时内完成焊接。
30.焊接前,将管接头10装入工装轴上,调节x轴保证使管接头10焊口与盒体部件8焊口对中,然后调节y轴及z轴,使对接焊口完全对齐,调整完成后,用氩弧焊枪点焊。
31.在本实施例中,所述调节机构2的结构采用misumi标准件,由精密齿轮、齿条组成,实现对钛合金线缆盒三个轴向的微调,旋动旋轮可直线x轴、y轴、z轴的轴向精密运动。
32.此结构可调节弯管9定位销轴六个直线自由度的动作,从而保证盒体部件8即使因成型偏差导致尺寸链偏差也能精准定位。在盒体部件8和弯管9的定位过程中,将盒体部件8放置在锁紧机构4中,通过控制调节机构2,调整上、下、左、右、前、后六个自由度,带动弯管9运动,使焊口精确定位至指定位置,再通过锁紧机构4锁定后即可定位焊接。如果盒体部件尺寸精确且一致,即可保证批量产品位置稳定。
33.在本实用新型实施例中,所述弯管9与盒体部件8之间相互垂直,且弯管9处于水平状态。
34.在本实用新型实施例中,所述锁紧机构4包括:
35.安装板3,所述安装板3上安装有支板12,所述支板12上开设有槽体5;
36.固定板6,设于所述支板12一侧,所述固定板6上连接有定位螺钉7,所述定位螺钉7与所述槽体5相互配合。
37.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种钛合金零件组对焊接工装,其特征在于,所述钛合金零件组对焊接工装包括:底板,所述底板上安装有调节机构,所述调节机构上设有锁紧机构;钛合金线缆盒,所述钛合金线缆盒与所述锁紧机构相互配合;其中所述钛合金线缆盒包括:盒体部件,所述盒体部件上安装有弯管,所述弯管一端连接有管接头,所述管接头上连接有焊接工装。2.根据权利要求1所述的钛合金零件组对焊接工装,其特征在于,所述弯管与盒体部件之间相互垂直,且弯管处于水平状态。3.根据权利要求1所述的钛合金零件组对焊接工装,其特征在于,所述锁紧机构包括:安装板,所述安装板上安装有支板,所述支板上开设有槽体;固定板,设于所述支板一侧,所述固定板上连接有定位螺钉,所述定位螺钉与所述槽体相互配合。
技术总结
本实用新型适用于钛合金线缆盒领域,提供了一种钛合金零件组对焊接工装,所述钛合金零件组对焊接工装包括:底板,所述底板上安装有调节机构,所述调节机构上设有锁紧机构;钛合金线缆盒,所述钛合金线缆盒与所述锁紧机构相互配合;其中所述钛合金线缆盒包括:盒体部件,所述盒体部件上安装有弯管,所述弯管一端连接有管接头,所述管接头上连接有焊接工装。该钛合金零件组对焊接工装采用限位工装保证焊接角度一致性,使焊接角度始终满足90
技术研发人员:孟丽莉 李国宝 李召君 李丹丹 赵帅 陈琳 王建民 梁长青 郝延平 梁萌
受保护的技术使用者:辽宁美托科技股份有限公司
技术研发日:2021.12.13
技术公布日:2022/5/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1