底座工装的制作方法
1.本实用新型涉及空调技术领域,具体涉及一种底座工装。
背景技术:
2.目前中央空调(如集成冷站)机组设计布局为管道系统与主机系统为一体,因机组的复杂性,局限性,经常出现焊接装配偏差质量异常,需要管道组件进行返工,导致工作效率低下。因此,如何提高焊接装配的工作效率,是本领域亟待解决的问题。
技术实现要素:
3.本实用新型公开了一种底座工装,解决了管道焊接装配工作效率低下的问题。
4.本实用新型公开了一种底座工装,包括:底座,所述底座用于支撑待焊接的管道,所述底座具有支撑槽,所述支撑槽与待焊接的所述管道外壁相匹配。
5.进一步地,所述底座为多个,多个所述底座间隔设置。
6.进一步地,所述底座包括底板和支撑板,所述支撑板竖直设置在所述底板上,所述支撑槽开设在所述支撑板上。
7.进一步地,所述底座和所述支撑板为金属材质。
8.进一步地,所述底座和所述支撑板为一体成型。
9.进一步地,所述底座工装还包括:法兰支架,所述法兰支架具有安装孔,所述安装孔用于固定待焊接的法兰。
10.进一步地,所述安装孔为腰型孔。
11.进一步地,所述法兰支架包括基板和安装板,所述安装板竖直设置在所述基板上,所述安装孔设置在所述安装板上。
12.进一步地,所述安装孔为多个,多个所述安装孔间隔设置。
13.进一步地,所述法兰支架为金属材质。
14.本实用新型的底座工装通过设置具有支撑槽的底座,可以通过底座将待焊接的底座、弯管支撑住,保的管口中心线在统一水平面,不仅使可以保证焊接质量,还使焊接操作更加方便,提高工作效率。
附图说明
15.图1是本实用新型实施例一的底座工装的结构示意图;
16.图2是本实用新型实施例一的底座工装的底座的结构示意;
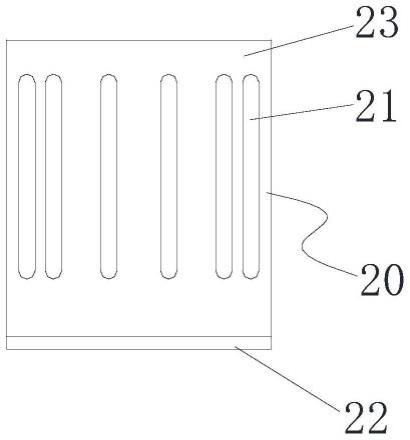
17.图3是本实用新型实施例一的底座工装的法兰支架的结构示意;
18.图例:10、底座;11、支撑槽;12、底板;13、支撑板;20、法兰支架;21、安装孔;22、基板;23、安装板。
具体实施方式
19.下面结合实施例对本实用新型做进一步说明,但不局限于说明书上的内容。
20.在中央空调(如集成冷站)机组,各类管径大小不一,涉及到的焊接方式有:管与法兰焊接、管与管焊接、管与管插入式焊接、管与弯头焊接。因此,焊接情况非常复杂。同时涉及到管径、法兰尺寸也多样化,因此,现场焊接定位对电焊工的技能水平难度增加。
21.另外,为保证空间使用最大化,集装箱内部所有组件、部件,设计布局紧密,导致90%的管路无法在机组上进行定位,只能组件下线预装,定位、点焊、满焊,对整体定位准确性的要求更加严苛。这就导致了一但出现焊接装配偏差质量异常,就必须进行返工,导致工作效率低下。
22.为了解决上述问题,如图1和图2所示的本实用新型的实施例一,公开了一种底座工装,包括底座10,所述底座10用于支撑待焊接的管道,所述底座10具有支撑槽11,所述支撑槽11与待焊接的所述管道外壁相匹配。使用时,在管与管或者管与弯头焊接时,将待焊接的管道、弯头放置在底座10上,可以通过底座10将带焊接的管道支撑住,保的管口中心线在统一水平面,由于底座10具有与管道外壁相匹配的支撑槽11,因此,管道可以与支撑槽11紧密贴合,从而保证支撑的稳定性。
23.本实用新型的底座10工装通过设置具有支撑槽11的底座10,可以通过底座10将待焊接的底座10、弯管支撑住,保的管口中心线在统一水平面,不仅使可以保证焊接质量,还使焊接操作更加方便,提高工作效率。
24.需要说明的是,在使用时,可以同时使用多个底座10,多个所述底座10间隔设置,这样可以将管道支撑的更加平稳。
25.所述底座10包括底板12和支撑板13,所述支撑板13竖直设置在所述底板12上,所述支撑槽11开设在所述支撑板13上。通过设置底板12,可以保证与地面接触的稳定性,支撑板13与底板12垂直设置,可以保证支撑的平稳性。
26.在本实施例中,所述底座10和所述支撑板13为金属材质。
27.需要说明的是,在上述实施例中,所述底座10与支撑板13为焊接固定。在图未示出的一些其他实施例中,所述底座10和所述支撑板13可以为一体成型,使制造过程更加方便,而且,二者连接更加牢固。
28.如图3所示,所述底座10工装还包括法兰支架20,所述法兰支架20具有安装孔21,所述安装孔21用于固定待焊接的法兰。在将法兰焊接到管道上时,可以通过螺栓穿过安装孔21连接到法兰的螺孔上,从而将法兰固定在法兰支架20上,通过法兰支架20将法兰支撑住,从而保的管口中心线在统一水平面,不仅使可以保证焊接质量,还使焊接操作更加方便,提高工作效率。
29.优选地,所述安装孔21为腰型孔。通过采用腰型孔,可以根据法兰的尺寸调节螺栓的位置,从而提高法兰支架20的通用性。
30.需要说明的是,所述法兰支架20包括基板22和安装板23,所述安装板23竖直设置在所述基板22上,所述安装孔21设置在所述安装板23上。通过设置基板22,可以保证与地面接触的稳定性,安装板23与底板12垂直设置,可以保证支撑的平稳性。
31.优选地,所述安装孔21为多个,多个所述安装孔21间隔设置。通过设置多个安装孔21,可以匹配不同尺寸的法兰,提高法兰支架20的通用性。
32.进一步地,所述法兰支架20为金属材质,通过采用金属材质,可以提高法兰支架20的只用寿命和可靠性。
33.显然,本实用新型的上述实施方式仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无法对所有的实施方式予以穷举。凡是属于本实用新型的技术方案所引伸出的显而易见的变化或变动仍处于本实用新型的保护范围之列。
技术特征:
1.一种底座工装,其特征在于,包括:底座(10),所述底座(10)用于支撑待焊接的管道,所述底座(10)具有支撑槽(11),所述支撑槽(11)与待焊接的所述管道外壁相匹配。2.根据权利要求1所述的底座工装,其特征在于,所述底座(10)为多个,多个所述底座(10)间隔设置。3.根据权利要求1所述的底座工装,其特征在于,所述底座(10)包括底板(12)和支撑板(13),所述支撑板(13)竖直设置在所述底板(12)上,所述支撑槽(11)开设在所述支撑板(13)上。4.根据权利要求3所述的底座工装,其特征在于,所述底座(10)和所述支撑板(13)为金属材质。5.根据权利要求3所述的底座工装,其特征在于,所述底座(10)和所述支撑板(13)为一体成型。6.根据权利要求1所述的底座工装,其特征在于,所述底座工装还包括:法兰支架(20),所述法兰支架(20)具有安装孔(21),所述安装孔(21)用于固定待焊接的法兰。7.根据权利要求6所述的底座工装,其特征在于,所述安装孔(21)为腰型孔。8.根据权利要求7所述的底座工装,其特征在于,所述法兰支架(20)包括基板(22)和安装板(23),所述安装板(23)竖直设置在所述基板(22)上,所述安装孔(21)设置在所述安装板(23)上。9.根据权利要求6所述的底座工装,其特征在于,所述安装孔(21)为多个,多个所述安装孔(21)间隔设置。10.根据权利要求6所述的底座工装,其特征在于,所述法兰支架(20)为金属材质。
技术总结
本实用新型公开了一种底座工装,包括:底座,所述底座用于支撑待焊接的管道,所述底座具有支撑槽,所述支撑槽与待焊接的所述管道外壁相匹配。本实用新型的底座工装通过设置具有支撑槽的底座,可以通过底座将待焊接的底座、弯管支撑住,保的管口中心线在统一水平面,不仅使可以保证焊接质量,还使焊接操作更加方便,提高工作效率。提高工作效率。提高工作效率。
技术研发人员:吴达 王俊 邓国波 贺少华 刘邦旭 刘警
受保护的技术使用者:长沙格力暖通制冷设备有限公司
技术研发日:2021.12.23
技术公布日:2022/7/4
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1