一种高温绝缘板处理用铣床的制作方法
1.本技术涉及铣床的技术领域,尤其是涉及一种高温绝缘板处理用铣床。
背景技术:
2.铣床主要指用铣刀对工件多种表面进行加工的机床。通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。它可以加工平面、沟槽,也可以加工各种曲面、齿轮等,高温绝缘板在加工处理时,需要将其放置在铣床上进行加工,现有的铣床在对高温绝缘板进行放置和固定时,将板材放置在铣床上,调整时需要推动板材在铣床上移动,并通过液压缸和限位板对板材进行夹持固定。
3.现有技术方案存在以下缺陷:现有板材在铣床上调整时,板材与铣床完全接触,板材移动时会与铣床表面进行摩擦,这种方式不仅费时费力,同时会造成板材表面刮蹭的情况,大大降低了铣床的功能性。
技术实现要素:
4.本技术提供一种高温绝缘板处理用铣床,以解决上述背景技术中提出的问题。
5.本技术采用如下的技术方案:一种高温绝缘板处理用铣床,包括壳体,所述壳体的顶部安装有主体组件,所述壳体的内部安装有固定组件。工作人员不仅可以通过固定组件使高温绝缘板在壳体的顶部全方位移动,方便调节,同时避免高温绝缘板表面发生刮蹭的情况。
6.优选的,所述固定组件包括固定板,所述固定板固定连接于所述壳体的内部,所述壳体的内部安装有两个气缸,两个所述气缸的活塞杆均贯穿所述固定板的底部且固定连接有推板,所述推板的顶部开设有排水槽,所述推板的顶部均匀安装有立杆,所述立杆的顶部设置有球形槽体,所述球形槽体的内部设置有球体,所述壳体的顶部均匀开设有通槽,所述球体穿设于所述通槽的内部,所述推板的顶部对称焊接有两个推杆,两个所述推杆的顶部均贯穿所述壳体的内壁且焊接有滑轨,所述滑轨的内部穿设有螺栓,所述螺栓的一端螺纹连接有夹板。
7.优选的,所述壳体的顶部对称开设有两个通孔,两个所述推杆分别穿设于两个所述通孔的内部。
8.优选的,所述推板的顶部对称焊接有两个弹簧,两个所述弹簧的顶部均焊接于所述壳体的内壁,两个所述弹簧分别位于两个所述推杆的外侧壁。
9.优选的,所述壳体的顶部焊接有挡板。
10.优选的,所述主体组件包括u形板,所述壳体的顶部安装有u形板,所述u形板的内壁安装有铣削组件,所述壳体的顶部设置有高温绝缘板,所述高温绝缘板位于所述夹板的一侧,所述壳体的一侧连通有管道。
11.本技术具有以下有益技术效果:
12.1.通过固定组件的设置,气缸带动推板、立杆和球形槽体上移,球形槽体带动球体
上移对高温绝缘板进行支撑,球体在球形槽体的内部转动,同时高温绝缘板在球体的外壁滑动,不仅可以方便省力的对高温绝缘板位置进行全方位调节,同时高温绝缘板不与壳体的顶部摩擦,降低刮蹭程度,大大提高铣床的功能性。
13.2.通过管道和排水槽的设置,推板下移时对固定板顶部的水体进行挤压,水体通过排水槽流动到推板的顶部,管道与外接风机连接,使得外界空气和碎屑通过通槽进入壳体内部的水体内进行过滤收集,从而实现了铣床的自洁,大大提高了铣床的功能性。
附图说明
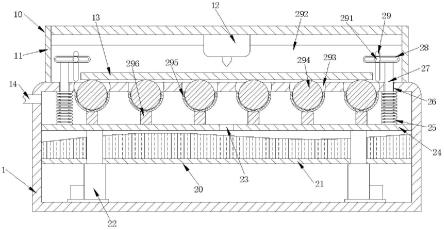
14.图1是本技术的整体结构示意图。
15.图2是本技术中壳体顶部结构示意图。
16.图中,1、壳体;10、主体组件;11、u形板;12、铣削组件;13、高温绝缘板;14、管道;20、固定组件;21、固定板;22、气缸;23、排水槽;24、推板;25、弹簧;26、通孔;27、推杆;28、滑轨;29、夹板;291、螺栓;292、挡板;293、通槽;294、球体;295、球形槽体;296、立杆。
具体实施方式
17.以下结合附图对本技术作进一步详细说明。
18.参照图1-2,本技术公开的一种高温绝缘板处理用铣床,包括壳体1,壳体1的内部安装有固定组件20,固定组件20包括固定板21,固定板21固定连接于壳体1的内部,壳体1的内部安装有两个气缸22,两个气缸22的活塞杆均贯穿固定板21的底部且固定连接有推板24,推板24的顶部开设有排水槽23,推板24的顶部均匀安装有立杆296,立杆296的顶部设置有球形槽体295,球形槽体295的内部设置有球体294,壳体1的顶部均匀开设有通槽293,球体294穿设于通槽293的内部。气缸22的活塞杆带动推板24、立杆296和球形槽体295上移,球形槽体295带动球体294贯穿通槽293,球体294在球形槽体295的内部转动,同时高温绝缘板13在球体294的外壁滑动,球体294对高温绝缘板13进行支撑,不仅可以对高温绝缘板13进行全方位调节,且方便省力,同时高温绝缘板13不与壳体1的顶部摩擦,降低刮蹭程度。
19.参照图1-2,推板24的顶部对称焊接有两个推杆27,两个推杆27的顶部均贯穿壳体1的内壁且焊接有滑轨28,滑轨28的内部穿设有螺栓291,螺栓291的一端螺纹连接有夹板29,壳体1的顶部对称开设有两个通孔26,两个推杆27分别穿设于两个通孔26的内部,推板24的顶部对称焊接有两个弹簧25,两个弹簧25的顶部均焊接于壳体1的内壁,两个弹簧25分别位于两个推杆27的外侧壁。高温绝缘板13调节完成后,气缸22带动推板24下移,球体294滑入壳体1的内部,高温绝缘板13落到壳体1的顶部,推板24带动推杆27和滑轨28下移,滑轨28带动夹板29下移,推动夹板29带动螺栓291在滑轨28的内部滑动,使得夹板29将高温绝缘板13进行夹持固定,翻转螺栓291将夹板29固定,推板24下移时对固定板21顶部的水体进行挤压,水体通过排水槽23流动到推板24的顶部。
20.参照图1-2,壳体1的顶部安装有主体组件10,主体组件10包括u形板11,壳体1的顶部安装有u形板11,u形板11的内壁安装有铣削组件12,壳体1的一侧连通有管道14,壳体1的顶部焊接有挡板292。铣削组件12对高温绝缘板13进行加工,挡板292对碎屑进行拦截,避免碎屑散落在外部,管道14与外接风机连接,使得外界空气和碎屑通过通槽293进入壳体1内部的水体内进行过滤收集。
21.上述实施例的实施原理为:工作人员将高温绝缘板13放置在壳体1的顶部,按压控制气缸22启动的开关,气缸22的活塞杆带动推板24、立杆296和球形槽体295上移,球形槽体295带动球体294贯穿通槽293,球体294在球形槽体295的内部转动,同时高温绝缘板13在球体294的外壁滑动,球体294对高温绝缘板13进行支撑,不仅可以对高温绝缘板13进行全方位调节,方便省力,同时高温绝缘板13不与壳体1的顶部摩擦,降低刮蹭程度。
22.高温绝缘板13的位置调节完成后,气缸22带动推板24下移,球体294滑入壳体1的内部,高温绝缘板13落到壳体1的顶部,推板24带动推杆27和滑轨28下移,滑轨28带动夹板29下移,推动夹板29带动螺栓291在滑轨28的内部滑动,使得夹板29将高温绝缘板13进行夹持固定,翻转螺栓291将夹板29固定,推板24下移时对固定板21顶部的水体进行挤压,水体通过排水槽23流动到推板24的顶部。
23.铣削组件12对高温绝缘板13进行加工,挡板292对碎屑进行拦截,避免碎屑散落在外部,管道14与外接风机连接,使得外界空气和碎屑通过通槽293进入壳体1内部的水体内进行过滤收集。
24.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1