高温气冷堆蒸汽发生器主蒸汽出口端激光焊接堵管装置的制作方法
1.本实用新型属于核电技术和装备领域,涉及一种用于高温气冷堆核电站蒸汽发生器主蒸汽出口端的激光焊接堵管装置。
背景技术:
2.核电站的动力装置一般由反应堆、核供汽系统(一回路系统)、热能-电能转换系统(二回路系统)等核心部分组成。其中,反应堆基于可控裂变反应形成热能;核供汽系统通过蒸汽发生器传给热能-电能转换系统;热能-电能转换系统将蒸汽发生器产生的饱和蒸汽供给汽轮发电机组做功发电。
3.高温气冷堆(htr-pm)核电站经济型好、效率高,被核能界认为是最有希望满足第四代先进核能装备系统要求的堆型之一。蒸汽发生器(sg)是高温气冷堆(htr-pm)核电系统中关键设备之一,其主蒸汽出口端向汽轮机组提供蒸汽动力,而给水端用于给蒸汽发生器提供循环介质,主蒸汽出口端和给水端整体几何形状、空间尺寸、安装位置、配套建筑设施等各不相同。管板结构存在于高温气冷堆的蒸汽发生器的给水端和主蒸汽出口端等,管板结构的重要作用是安装传热管。传热管是防止放射性裂变产物外泄的重要屏障,也是蒸汽发生器中最薄弱的环节。核电装备服役过程中,传热管长期在高温、高压及高辐射作用下,会产生机械的或化学的损伤,导致传热管破损从而发生放射性冷却剂外泄事故,造成严重的社会、环境问题和巨大的经济损失,因此要对传热管进行封堵作业(注:蒸汽发生器传热管具有冗余设计,封堵一定数量的传热管不会明显影响蒸汽发生器工作性能)。
4.现阶段,对传热管封堵主要涉及3种方法,即爆炸堵管方法、机械堵管方法、焊接堵管方法,不同的堵管方法一般采用不同的堵管装置。爆炸堵管由于高残余应力容易导致应力腐蚀,基本已不再使用;机械堵管是较为常用方法,大量文献报道了机械堵头设计和堵管装置设计(张利军,朱鹏超,薛祥义,等.一种核电站蒸汽发生器传热管用辊胀式机械堵头:cn203687745 u[p];龚卫民,丁明.一种用于蒸汽发生器传热管机械堵管的转动力矩测量校验装置:cn108267251a[p];未永飞,闫国华,冯利法,等.基于ansys的蒸汽发生器机械堵管接触分析[j].机械设计与制造,2012,000(004):106-108;);针对机械堵管,美国westinghouse公司、法国areva集团的framatome-anp公司、美国zetec公司等相继开发了堵管检修、作业机械装置,提高了机械堵管作业的自动化和智能化。然而,与在役的压水堆sg系统相比,htr-pm中sg加热管的服役温度更高,一次侧的温度由343℃提高到了750℃。应用于常规压水堆的机械堵管方法可能会因高温下的应力松弛而导致堵管失效而容易产生核泄漏。焊接堵管利用焊接方法将堵头材料与传热管端部材料局部熔合,焊接所用堵头结构简单,密封性能可靠,力学性能优异。针对焊接堵管,现有技术主要利用氩弧焊等传统焊接方法,关注的重点主要有如下几个方面,包括如何设计焊接堵头及堵头的可靠性问题(章贵和,邓小云,徐晓.蒸汽发生器焊接堵管堵头的设计与评价[j].原子能科学技术,50(7):1270-1274)、焊接堵管效率问题(鲁艳红,张茂龙,孙志远.提高蒸汽发生器堵管效率的焊接工艺:cn201710743687.1)、焊接服役可靠性问题(薛纫蓉,田柏园.秦山核电厂蒸汽发生器
焊接堵管的腐蚀试验[j].核动力工程,1993,014(004):340-343.)等。激光焊接(laser welding)是激光焊接是利用激光束作为热源的一种高效精密焊接方法,是一种现代化高端焊接工艺。激光束能量密度高、激光光斑直径小、热量可精确控制、焊接热影响区小、接头质量高、光束可达性好,适用于精密加工,可有效减少焊接变形,广泛应用于汽车、船舶、航空航天等装备制造业领域中。考虑到激光焊接具有较好的可靠性和较好的焊接质量,国内外研究人员已尝试将激光焊接工艺用于核电装备的制造与维修。如,大连核电石化公司结合某核电产品的特殊需求,研究了06cr19ni10奥氏体不锈钢激光填丝焊接工艺,接头经pt和rt检验均合格。韩国原子能研究所开发了一套光纤激光焊接系统,用于加工核燃料辐照试验台。根据文献,现有技术尚未利用激光焊接工艺实现核电站蒸汽发生器的堵管作业。
[0005]
尽管激光焊接技术在蒸汽发生器堵管领域具有极好的应用前景,有望进一步提高焊接堵管质量。然而:(1)如何将激光焊接工艺用于高温气冷堆核电站蒸汽发生器主蒸汽出口端的堵管作业?(2)如何提高激光焊接堵管作业的自动化程度,降低作业人员在辐射环境下的近程操作时间?(3)高温气冷堆核电站蒸汽发生器的主蒸汽出口端一般设置有狭长的人孔,如何实现激光焊接设备的现场可达性?(4)由于设备在高温气冷堆蒸汽发生器的主蒸汽出口端安装固定困难,如何保障激光焊接设备的定位精度和焊接作业精度。上述问题是制约激光焊接技术用于高温气冷堆核电站蒸汽发生器主蒸汽出口端堵管作业的关键所在。
技术实现要素:
[0006]
针对现有技术的不足,本实用新型公开了一种用于高温气冷堆核电站蒸汽发生器主蒸汽出口端激光焊接堵管装置。
[0007]
本实用新型解决技术问题所采取的技术方案如下:
[0008]
一种高温气冷堆蒸汽发生器主蒸汽出口端激光焊接堵管装置,包括电机4、联轴器5、右轴承支承6、左轴承支承18、丝杠7、滑竿8、激光焊接光学系统17、第一地脚1、第一支承杆2、滑台支架3、人孔9、伸缩装置10、弹性浮动头11、多轴机器人12、快换接头16、伸缩装置固定盘19、第二支承杆20、第二地脚21、移动滑块22、丝杠螺母23和滑块套筒24;其中,滑台支架3、电机4、联轴器5、右轴承支承6、丝杠7和滑竿8组成输运单元;多轴机器人12、快换接头16和激光焊接光学系统17组成焊接单元;
[0009]
所述的滑台支架3固定于第一支承杆2和第二支承杆20上,第一支承杆2和第二支承杆20分别布置于人孔9两侧,第一支承杆2连接第一地脚1,第二支承杆20连接第二地脚21,第一地脚1和第二地脚21固定于地面;
[0010]
所述的丝杠7通过左轴承支承18和右轴承支承6分别安装于滑台支架3的左、右两侧,其右端通过联轴器5连接电机4,并可在电机4的带动下旋转,丝杠7和丝杠螺母23相互配合,将丝杠7的旋转运动转化为丝杠螺母23的直线运动;滑竿8固定于滑台支架3上,滑竿8与滑块套筒24相配合,确保滑块套筒24在滑竿8的导向下沿直线运动;
[0011]
所述的丝杠螺母23和滑块套筒24安装于移动滑块22上,移动滑块22与固定盘19相连接,固定盘19沿周向均匀布置2-3组伸缩装置10,每组伸缩装置10顶端连接一个弹性浮动头11,弹性浮动头11可在伸缩装置10的带动下卡紧主蒸汽出口端内壁面13;
[0012]
所述的多轴机器人12安装于固定盘19上,激光焊接光学系统17通过快换接头16安装于多轴机器人12的执行末端,多轴机器人12在控制轨迹下对布置在传热管14上的堵头15
进行焊接封堵。
[0013]
进一步地,所述的多轴机器人12为六轴机器人,能通过轨迹规划避免与主蒸汽出口端内壁面13和传热管14干涉。
[0014]
进一步地,激光焊接光学系统17含有摄像头装置,安装于激光头旁侧,激光焊接光学系统17可通过光纤接受外部激光源,并可通过连接外部冷却介质实现降温冷却。
[0015]
进一步地,所述的第一地脚1和第二地脚21上设置有装拆孔,便于通过螺纹结构安装、固定和拆卸。
[0016]
进一步地,所述的固定盘19上设置有加强筋结构,防止因多轴机器人12的倾覆力矩导致断裂或结构失效。
[0017]
进一步地,所述的弹性浮动头11上设置有力反馈单元,伸缩装置10的伸出长度可根据反馈力的大小通过外部控制器控制。
[0018]
进一步地,所述的多轴机器人12和激光焊接光学系统17耐辐照能力不低于10gy/h。
[0019]
与现有技术相比,本实用新型的有益效果在于:将激光焊接工艺应用于高温气冷堆核电站蒸汽发生器主蒸汽出口端的焊接堵管作业中,给出了实现激光焊接堵管作业的执行机构。通过多轴运动机构配备图像采集,提高激光焊接堵管作业的自动化程度,降低作业人员在辐射环境下的近程操作时间;通过丝杠-导杆等直线输运机构解决主蒸汽出口端狭长人孔的设备通过性问题;通过地面固定加上伸缩浮动机构解决安装固定难题,保障激光焊接设备的定位精度和焊接作业精度。本实用新型为核电站蒸汽发生器主蒸汽出口端的焊接堵管提供创新性解决方案。
附图说明
[0020]
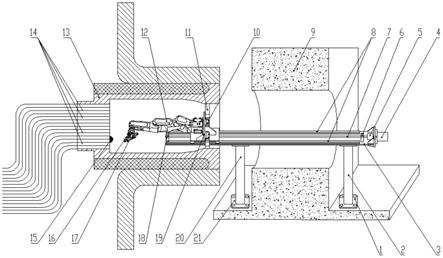
图1为本发明装置总体示意图。
[0021]
图2为本发明装置局部示意图。
[0022]
图3为固定盘与多轴机器人安装以及滑块套筒与滑竿配合安装示意图。
[0023]
图4为固定盘上伸缩装置安装以及固定盘与移动滑块安装示意图。
[0024]
图5为固定盘与多轴机器人和移动滑块安装示意图。
[0025]
图6为固定盘与多轴机器人安装示意图。
[0026]
图7为激光焊接光学系统与多轴机器人安装示意图。
[0027]
图中:1第一地脚,2第一支承杆,3滑台支架,4电机,5联轴器,6右轴承支承,7丝杠,8滑竿,9人孔,10伸缩装置,11弹性浮动头,12多轴机器人,13主蒸汽出口端内壁面,14传热管,15堵头,16快换接头,17激光焊接光学系统,18左轴承支承,19固定盘,20第二支承杆,21第二地脚,22移动滑块,23丝杠螺母,24滑块套筒。
具体实施方式
[0028]
以下结合附图对本实用新型进一步说明。
[0029]
如图1至图7所示,一种高温气冷堆蒸汽发生器主蒸汽出口端激光焊接堵管装置,包括电机4、联轴器5、右轴承支承6、左轴承支承18、丝杠7、滑竿8,还包括激光焊接光学系统17、第一地脚1、第一支承杆2、滑台支架3、人孔9、伸缩装置10、弹性浮动头11、多轴机器人
12、快换接头16、固定盘19、第二支承杆20、第二地脚21、移动滑块22、丝杠螺母23和滑块套筒24;其中,滑台支架3、电机4、联轴器5、右轴承支承6、丝杠7和滑竿8组成输运单元;多轴机器人12、快换接头16和激光焊接光学系统17组成焊接单元;
[0030]
所述的滑台支架3固定于第一支承杆2和第二支承杆20上,第一支承杆2和第二支承杆20分别布置于人孔9两侧,第一支承杆2连接第一地脚1,第二支承杆20连接第二地脚21,第一地脚1和第二地脚21固定于地面;
[0031]
所述的丝杠7通过左轴承支承18和右轴承支承6分别安装于滑台支架3的左、右两侧,其右端通过联轴器5连接电机4,并可在电机4的带动下旋转,丝杠7和丝杠螺母23相互配合,将丝杠7的旋转运动转化为丝杠螺母23的直线运动;滑竿8固定于滑台支架3上,滑竿8与滑块套筒24相配合,确保滑块套筒24在滑竿8的导向下沿直线运动;
[0032]
所述的丝杠螺母23和滑块套筒24安装于移动滑块22上,移动滑块22与固定盘19相连接,固定盘19沿周向均匀布置2-3组伸缩装置10,每组伸缩装置10顶端连接一个弹性浮动头11,弹性浮动头11可在伸缩装置10的带动下卡紧主蒸汽出口端内壁面13;
[0033]
所述的多轴机器人12安装于固定盘19上,激光焊接光学系统17通过快换接头16安装于多轴机器人12的执行末端,多轴机器人12在控制轨迹下对布置在传热管14上的堵头15进行焊接封堵。
[0034]
所述的多轴机器人12为六轴机器人,能通过轨迹规划避免与主蒸汽出口端内壁面13和传热管14干涉。
[0035]
所述的激光焊接光学系统17含有摄像头装置,安装于激光头旁侧,激光焊接光学系统17可通过光纤接受外部激光源,并可通过连接外部冷却介质实现降温冷却。
[0036]
所述的第一地脚1和第二地脚21上设置有装拆孔,便于通过螺纹结构安装、固定和拆卸。
[0037]
所述的固定盘19上设置有加强筋结构,防止因多轴机器人12的倾覆力矩导致断裂或结构失效。
[0038]
所述的弹性浮动头11上设置有力反馈单元,伸缩装置10的伸出长度可根据反馈力的大小通过外部控制器控制。
[0039]
所述的多轴机器人12和激光焊接光学系统17耐辐照能力不低于10gy/h。
[0040]
如图1至图7所示,用于高温气冷堆电站蒸汽发生器主蒸汽出口端激光焊接堵管装置,其工作原理如下:首先,为保证整个装置能够自动、顺利地通过狭长人孔,设置了由第一地脚1,第一支承杆2,第二支承杆20,第二地脚21,滑台支架3,丝杠7,滑竿8等组成的输运单元。在高温气冷堆蒸汽发生器主蒸汽出口端需进行堵管作业时,输运单元可通过第一地脚1和第二地脚21紧固于地基。输运单元通过电机4驱动,采用丝杠7及丝杠螺母23完成焊接单元的直线运动,确保激光焊接光学系统17顺利通过人孔9运动至靠近堵头15的区域,为保证直线运动的精度,通过滑竿8和滑块套筒24实现运动导向。由于主蒸汽出口端一般为水平布置,多轴机器人12在水平悬臂状态下工作,因此通过伸缩装置10,弹性浮动头11进行辅助固定,伸缩装置10可带动弹性浮头11伸出卡于主蒸汽出口端内壁面13,由于弹性浮动头11上设置有力传感器,外部控制器可在力信号的基础上,控制伸缩装置10的伸出长度,保证辅助定位的作用力大小恒定,防止对由丝杠7等组成的输运单元的造成过大影响;为便于连接,多轴机器人12上设置快换接头16用于高效连接或拆卸激光焊接光学系统17,由于激光焊接
光学系统17含有摄像头装置,可通过摄像头结合图像处理方法判断堵头15的位置,实现焊接定位及焊接现场图像采集。
[0041]
实施例
[0042]
第一地脚1和第二地脚21可通过地脚螺栓安装在地基上,方便焊接作业的安装固定及作业完成后的拆卸。第一地脚1和第一支承杆2、第二支承杆20和第二地脚21之间分别可通过焊接固定连接;伸缩装置10可通过电缸实现,电缸的外部控制单元读取弹性浮头11上力反馈单元的反馈值,控制电缸伸出端的长度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1