焊接方法及焊接装置与流程
1.本发明涉及焊接方法及焊接装置。
背景技术:
2.作为对金属材料构成的加工对象进行焊接的方法之一,公知激光焊接。所谓激光焊接,是对加工对象的应焊接的部分照射激光,利用激光的能量使该部分熔融的焊接方法。在被激光照射到的部分,形成被称为熔池的已熔融的金属材料的液池,然后,熔池固化来进行焊接。
3.此外,在对加工对象照射激光之际,根据其目的,也会成型激光的轮廓。例如,公知在将激光使用于加工对象的切断的情况下将激光的轮廓成型的技术(例如,参照专利文献1)。
4.在先技术文献
5.专利文献
6.专利文献1:jp特表2010-508149号公报
技术实现要素:
[0007]-发明所要解决的课题-[0008]
然而,公知在焊接时从该熔池产生被称为溅射的飞散物。该溅射是熔融金属飞散而得,减少其产生在防止加工缺陷的方面是重要。溅射是熔融金属飞散而得,因此若产生溅射,则焊接部位中的金属材料也会减少。换句话说,若溅射的产生增多,则焊接部位的金属材料也会不足,引起强度不合格等。此外,所产生的溅射虽然附着于焊接部位的周边,但其之后会剥离,若附着于电气电路等,则会导致电气电路异常。因此,有时很难对电气电路用的部件进行焊接。
[0009]
此外,在这种焊接中,当然能获得所需的焊接强度是至关重要的。
[0010]
因而,本发明的课题之一在于,例如获得能够抑制溅射、同时获得所需的焊接强度的新式的焊接方法及焊接装置。
[0011]-用于解决课题的手段-[0012]
在本发明的焊接方法中,例如,朝向包括金属的加工对象照射激光,将被照射的部分的所述加工对象熔融来进行焊接。所述激光由主功率区域和至少一个副功率区域构成,所述主功率区域的功率为各个所述副功率区域的功率以上,所述主功率区域的功率和所述至少一个副功率区域的功率的合计的功率比在从144∶1到1∶1为止的范围内。
[0013]
在所述焊接方法中,所述激光和所述加工对象相对地移动。
[0014]
在所述焊接方法中,例如,通过所述激光和所述加工对象的相对移动,将所述焊接痕的深度相对于与在该加工对象形成的焊接痕的扫描方向正交的宽度的纵横比设为0.8以上。
[0015]
在所述焊接方法中,例如所述激光和所述加工对象的相对移动速度为2[m/min]以
上且30[m/min]以下。
[0016]
在所述焊接方法中,例如所述相对移动速度为2[m/min]以上且20[m/min]以下。
[0017]
在所述焊接方法中,例如所述相对移动速度为5[m/min]以上且10[m/min]以下。
[0018]
另外,本发明的焊接装置,例如包括激光振荡器和光学头,所述光学头接受从激光振荡器被振荡出的光来生成激光,朝向加工对象照射所述生成的激光,将被照射的部分的所述加工对象熔融来进行焊接,所述激光由主功率区域和至少一个副功率区域构成,所述主功率区域的功率为各个所述副功率区域的功率以上,所述主功率区域的功率和所述至少一个副功率区域的功率的合计的功率比在从144∶1到1∶1为止的范围内。
[0019]
在所述焊接装置中,所述激光和所述加工对象相对地移动。
[0020]-发明效果-[0021]
根据本发明,能够抑制溅射的产生,并且能够获得所需的焊接强度。
附图说明
[0022]
图1是第一实施方式的激光焊接装置的例示性的概要结构图。
[0023]
图2是表示第一实施方式的激光焊接装置所包含的衍射光学元件的原理的概念的说明图。
[0024]
图3是表示从第一实施方式的激光焊接装置被照射的激光的加工对象的表面上的光束(光点)的一例的示意图。
[0025]
图4是表示从第一实施方式的激光焊接装置被照射的激光的加工对象的表面上的光束(光点)的又一例的示意图。
[0026]
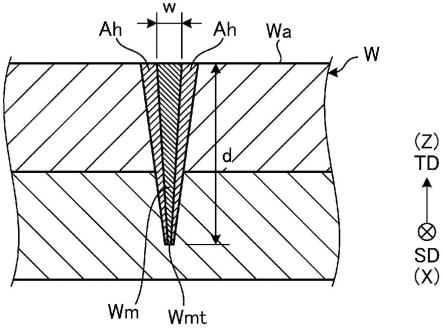
图5是表示通过从第一实施方式的激光焊接装置被照射的激光而在加工对象形成的焊接痕的例示性且示意性的剖视图。
[0027]
图6是第二实施方式的激光焊接装置的例示性的概要结构图。
[0028]
图7是第三实施方式的激光焊接装置的例示性的概要结构图。
[0029]
图8是表示第四实施方式所涉及的激光焊接装置的概要结构的示意图。
[0030]
图9是表示第五实施方式所涉及的激光焊接装置的概要结构的示意图。
[0031]
图10是表示第六实施方式所涉及的激光焊接装置的概要结构的示意图。
[0032]
图11是表示光纤的结构例的图。
[0033]
图12是表示光纤的结构例的图。
[0034]
图13是表示从实施方式的激光焊接装置被照射的激光的加工对象的表面上的光束(光点)的变形例的示意图。
具体实施方式
[0035]
以下,公开本发明的例示性的实施方式。以下所示的实施方式及变形例的结构、以及该结构所带来的作用及结果(效果)仅为一例。本发明通过以下的实施方式所公开的结构以外的结构也能实现。此外,根据本发明,能够获得通过结构所得的各种效果(也包括衍生性的效果)之中的至少一种。
[0036]
以下所示的实施方式具备同样的结构。由此,根据各实施方式的结构,能获得基于该同样的结构的同样的作用及效果。另外,以下对那些同样的结构赋予同样的符号,并且有
时省略重复的说明。
[0037]
另外,在各图中,以箭头x来表示方向x,以箭头y来表示方向y,以箭头z来表示方向z。方向x、方向y及方向z相互交叉并且正交。z方向是加工对象w的表面wa(加工面)的法线方向。
[0038]
[第一实施方式]
[0039]
[激光焊接装置的结构]
[0040]
图1是表示第一实施方式的激光焊接装置的概要结构的图。激光焊接装置100具备激光器装置110、光学头120、以及将激光器装置110光学头120连接的光纤130。激光焊接装置100是焊接装置的一例。
[0041]
激光焊接装置100的加工对象w,例如能用铁系的金属材料或铝系的金属材料、铜系的金属材料等来制作。此外,加工对象w,例如具有板状的形状,加工对象w的厚度,例如为1[mm]以上且10[mm]以下,但未被限定于此。此外,加工对象w是将多个构件重合而成。多个构件的数量、各构件的厚度能够实施种种变更。
[0042]
激光器装置110具备激光振荡器,作为一例,构成为可输出数kw的功率的激光。另外,激光器装置110,例如在内部具备多个半导体激光元件,也可以构成为:作为该多个半导体激光元件的合计的输出,能输出数kw的功率的激光。此外,激光器装置110也可以具备光纤激光器、yag激光器、盘式激光器等各种各样的激光源,其激光可以是单模、也可以是多模。此外,激光器装置110也可以具备光纤激光器、yag激光器、盘式激光器等各种各样的激光源。
[0043]
光纤130将从激光器装置110被输出的激光引导至光学头120。
[0044]
光学头120是用于将从激光器装置110被输入的激光朝向加工对象w照射的光学装置。光学头120具备准直透镜121、聚光透镜122和doe123(diffractive optical element,衍射光学元件)。准直透镜121、聚光透镜122及doe123也能被称为光学部件。
[0045]
光学头120为了在加工对象w上一边进行激光l的照射、一边扫描激光l,能被构成为变更与加工对象w的相对位置。光学头120与加工对象w的相对移动能通过光学头120的移动、加工对象w的移动或者光学头120及加工对象w双方的移动而得以实现。
[0046]
准直透镜121对被输入的激光进行准直。已被准直的激光变成平行光。另外,聚光透镜122将作为平行光的激光聚光,并作为激光l(输出光)向加工对象w照射。
[0047]
doe123配置于准直透镜121和聚光透镜122之间,对激光的光束的形状(以下,称为光束形状)进行成型。如图2概念性地例示的那样,doe123例如具备周期不同的多个衍射光栅123a被重合起来的结构。doe123通过将平行光向受到各衍射光栅123a的影响的方向弯曲,或者将平行光重合,从而能够对光束形状进行成型。doe123也能被称为光束整形器。
[0048]
[光束(光点)的形状]
[0049]
doe123将从准直透镜121被输入的激光分割为多个光束。图3是表示在加工对象w的表面wa上形成的激光l的光束(光点)的一例的图,图4是表示在加工对象w的表面wa上形成的激光l’的光束(光点)的一例的图。另外,图3、4中的箭头sd表示光束的加工对象w的表面wa上的扫描方向。通过将doe123交换,从而光学头120能够输出激光l及激光l’双方。
[0050]
doe123分割激光,以便在表面wa上形成一个主光束b1的光点和至少一个副光束b2的光点。在图3的示例中,通过基于doe123的光束的成型,在表面wa上形成一个主光束b1的
光点和在该主光束b1的光点的周围排列成圆环状的多束副光束b2的光点。此外,在图4的示例中,通过基于doe123的光束的成型,在表面wa上形成一个主光束b1的光点和将该主光束b1的光点包围的圆环状的一个副光束b2的光点。被照射主光束b1的区域是主功率区域的一例,被照射副光束b2的区域是副功率区域的一例。
[0051]
此外,doe123对光束进行成型,以使得在表面wa上,任意的副光束b2的光点的至少一部分在扫描方向sd上位于主光束b1的光点的前方。具体地说,只要任意的副光束b2至少局部地位于比穿过主光束b1的前端b1f并与扫描方向sd正交的假想直线vl更靠扫描方向sd的前方的区域a内即可。
[0052]
主光束b1及副光束b2在该光束剖面的径向中,具有例如高斯形状的功率分布。各光束的光束直径定义为包含该光束的峰值且为峰值强度的1/e2以上的强度的区域的直径。非圆形的光束的情况下,在本说明书中,将穿过光束的中心附近的长的轴(例如长轴)或与长的轴(长轴)垂直的方向的短的轴(例如短轴)中的、成为峰值强度的1/e2以上的强度的区域的长度定义为光束直径。另外,各光束的功率是包含该光束的峰值且为峰值强度的1/e2以上的强度的区域内的功率。通过激光器装置110、光纤130、准直透镜121、聚光透镜122及doe123的适当设计或者调整,能够形成上述那样的包括主光束b1及副光束b2的激光l。
[0053]
[焊接方法]
[0054]
在使用了激光焊接装置100的焊接中,首先在被照射激光l的区域设置加工对象w。而且,在将包括被doe123分割出的主光束b1及副光束b2的激光l照射加工对象w的状态下,激光l与加工对象w相对地移动。由此,一边向表面wa上照射激光l,一边在该表面wa上沿扫描方向sd移动(进行扫描)。被照射了激光l的部分熔融,然后伴随着温度的降低而凝固,由此加工对象w被焊接。另外,在本实施方式中,作为一例,扫描方向sd是x方向,但只要扫描方向sd与z方向交叉即可,未被限定于x方向。
[0055]
根据发明人们的实验研究能够确认:在激光l中,使副光束b2的至少一部分的区域相对于主光束b1位于扫描方向sd上的前方,从而能抑制溅射的产生。这可以推断为因为以下缘故:例如在主光束b1到来前通过副光束b2将加工对象w预先加热,由此由副光束b2及主光束b1而形成的加工对象w的熔池更加稳定化。
[0056]
[实验结果]
[0057]
图5是表示加工对象w的与扫描方向sd正交的剖面的示意图。发明人们着眼于在剖面产生的焊接痕wm的纵横比。纵横比(d/w)被定义为焊接痕wm相对于与扫描方向sd正交的宽度w的、焊接痕wm的深度d。焊接痕wm是熔融并且产生了凝固(例如单向凝固)的、被称为所谓焊接金属的区域,设为未包含其周围的热影响区域ah。另外,宽度w设为表面wa中的宽度,深度d设为从表面wa到焊接痕wm的前端wmt为止的深度。另外,宽度w符合于jis手册40-1焊接i(基本),4.1.6焊接设计,11605“焊接宽度”,深度d符合于jis手册40-1焊接i(基本),4.1.6焊接设计,11619“焊透”。若纵横比(d/w)小,则无法获得相对于宽度w的足够的深度d而且热影响区域ah会变大,被认为难以获得所需的焊接强度。
[0058]
发明人们针对以下的表1所示的多个条件,使用激光焊接装置100,对加工对象w照射实际上具有图3的光束形状的激光l来执行激光焊接,测定了加工对象w的剖面中的焊接痕wm中的纵横比(d/w)。
[0059]
[表1]
[0060][0061]
在该实验中,关于主光束b1的功率和副光束b2的功率的合计之比(以下称为功率比)为3∶7、5∶5(=1∶1)、7∶3及9∶1的各个情况下分别测定了表面wa与激光l的相对移动速度(以下,称为扫描速度)为30[m/min]、20[m/min]、10[m/min]、5[m/min]、2[m/min]、1[m/min]、0.5[m/min]的情况下的纵横比。
[0062]
从激光器装置110输出的激光的波长被设定为1070[nm],功率被设定为6[kw],在功率比不同的各情况下,主光束b1的功率与多束副光束b2的功率的总和被设定成相同。副光束b2相对于主光束b1的中心排列的圆周的半径r(光束半径)被设定成300[μm]。
[0063]
另外,作为加工对象w,使用的是10[mm]的厚度的一张不锈钢(sus304)。另外,在被重叠在厚度方向td(z方向)的加工对象w相互密接的情况下,可推断纵横比几乎不会取决于加工对象w的厚度及张数。换言之,在加工对象w是在厚度方向td上相互密接地被重叠了多张的相同材料的板材的情况下,也可推断能获得与加工对象w为一张板材的本实验的情况相同的结果。
[0064]
在表1中,扫描速度按每行而不同,功率比按每列而不同。矩阵上的各点的数值表示以该各点所属的行的扫描速度并以该各点所属的列的功率比进行了实验的情况下的纵横比。另外,右列的数值是参考例,表示在没有doe123且被照射到加工对象w的激光具有单个的光束(光点)的情况下的每个扫描速度下的纵横比。
[0065]
根据表1的实验能得到以下的(1)~(5)的见解。
[0066]
(1)在功率比为5∶5、7∶3或者9∶1的情况下,纵横比为0.8以上,能得到实用上没有问题的焊接强度。在功率比为3∶7的情况下,纵横比有时会不足0.8未满。
[0067]
(2)在扫描速度为2[m/min]以上且30[m/min]以下的实用范围内,在功率比为5∶5、7∶3或者9∶1的情况下,在各扫描速度下,与功率比为3∶7的情况相比,能得到更大的纵横比。即,能得到更高的焊接强度。
[0068]
(3)在功率比为5∶5的情况、功率比为7∶3的情况、功率比为9∶1的情况的各个情况下,扫描速度为从2[m/min]到20[m/min]为止的范围内的情况下的纵横比,要大于扫描速度为30[m/min]的情况下的纵横比。即,能得到更高的焊接强度。
[0069]
(4)在功率比为5∶5的情况、功率比为7∶3的情况、功率比为9∶1的情况的各个情况
下,纵横比为最大值,即焊接强度最大的扫描速度存在于扫描速度为从5[m/min]到10[m/min]为止的范围内。
[0070]
(5)虽然表1并未示出,但在参考例的情况下,相比于功率比为5∶5、7∶3或者9∶1的情况,溅射更多,不能获得包括主光束b1和至少一个副光束b2的激光l所带来的优点。
[0071]
另外,在图3的光束形状中,激光l包含16个副光束b2,扫描方向sd上位于主光束b1的前方的副光束b2为1个。因此,在主光束b1到达表面wa上的加工位置之前,对该加工位置进行加热的主要是1个副光束b2。即,在功率比为9∶1的情况下,和功率比为9∶1/16=144∶1的情况等效。
[0072]
根据表1,优选主光束与1个或多束副光束的合计的功率比设为9∶1~1∶1的范围。在该情况下,能够适当地实现高纵横比。
[0073]
此外,根据表1,优选扫描速度设为2[m/min]以上且20[m/min]以下。在该情况下,能够使纵横比为1.1以上。
[0074]
另外,根据表1,更优选扫描速度设为5[m/min]以上且10[m/min]以下。在该情况下,能够使纵横比为1.6以上。
[0075]
认为这是因为,若扫描速度过快,则到深部为止都无法获得足够的热输入,因此深度d减小,相反若扫描速度过慢,则表面wa中的热输入增大,宽度w增大。
[0076]
如以上所说明过的那样,在本实施方式中,例如将主光束b1(主功率区域)的功率和至少一个副光束b2(副功率区域)的功率的合计之比设定为从144∶1到1∶1为止的范围内。
[0077]
根据上述那样的焊接方法及焊接装置,能够抑制溅射的产生、同时获得所需的焊接强度。
[0078]
此外,在本实施方式中,例如设定扫描速度(激光l和加工对象w(表面wa)的相对移动速度)、功率比等焊接的诸类条件,以使得焊接痕wm的纵横比(d/w)为0.8以上。
[0079]
根据上述那样的焊接方法及焊接装置,能够抑制溅射的产生、同时获得所需的焊接强度。
[0080]
此外,在本实施方式中,例如扫描速度为2[m/min]以上且20[m/min]以下。
[0081]
此外,在本实施方式中,例如扫描速度为5[m/min]以上且10[m/min]以下。
[0082]
根据上述那样的焊接方法及焊接装置,能够抑制溅射的产生、同时获得更高的焊接强度。
[0083]
[第二实施方式]
[0084]
图6是表示第二实施方式的激光焊接装置的概要结构的图。激光焊接装置200对加工对象w1照射激光l来进行加工对象w1的焊接。加工对象w1是将两片板状的金属构件w11、w12重合来构成的。激光焊接装置200基于与激光焊接装置100同样的作用原理来实现焊接。因此,以下仅进行激光焊接装置200的装置结构的说明。
[0085]
激光焊接装置200具备激光器装置210、光学头220和光纤230。
[0086]
激光器装置210具备激光振荡器,和激光器装置110同样地构成,例如被构成为可输出数kw的功率的激光。光纤230对从激光器装置210输出的激光进行波导,并使其向光学头220输入。
[0087]
光学头220和光学头120同样,是用于将从激光器装置210被输入的激光朝向加工对象w1照射的光学装置。光学头220具备准直透镜221和聚光透镜222。
[0088]
进而,光学头220具有配置在聚光透镜222和加工对象w1之间的电流扫描仪(galvano scanner)。所谓电流扫描仪,是通过对两片镜224a、224b的角度进行控制,从而不使光学头220移动而使激光l的照射位置移动,能够对激光l进行扫描的装置。在激光焊接装置200中,为了向电流扫描仪引导从聚光透镜222出射的激光l而具备镜226。另外,电流扫描仪的镜224a、224b分别通过马达225a、225b来变更角度。
[0089]
光学头220具备配置在准直透镜221和聚光透镜222之间的作为、光束整形器的doe223。doe223和doe123同样,对从准直透镜221被输入的激光进行分割,来生成主光束和至少一束副光束。至少一束副光束的至少一部分相对于主光束而位于扫描方向前方侧。在本实施方式中,也能够哼上述第一实施方式同样地设定功率比。
[0090]
[第三实施方式]
[0091]
图7是表示第三实施方式的激光焊接装置的概要结构的图。激光焊接装置300对加工对象w2照射激光l进行加工对象w2的焊接。加工对象w2构成为使两片板状的金属构件w21、w22对接并邻接。激光焊接装置300具备激光振荡器,基于与激光焊接装置100、200同样的作用原理来实现焊接。光学头320以外的要素(激光器装置310及光纤330)的结构和激光焊接装置100、200的对应的要素同样。因此,以下仅进行光学头320的装置结构的说明。
[0092]
光学头320和光学头120、220同样地,是用于将从激光器装置310被输入的激光朝向加工对象w2照射的光学装置。光学头320具备准直透镜321和聚光透镜322。
[0093]
进而,光学头320具有配置在准直透镜321和聚光透镜322之间的电流扫描仪。电流扫描仪的镜324a、324b分别通过马达325a、325b来变更角度。在光学头320中,在与光学头220不同的位置设置电流扫描仪。然而,和光学头220同样,通过对两片镜324a、324b的角度进行控制,从而能够不使光学头320移动而使激光l的照射位置移动,对激光l进行扫描。
[0094]
光学头320具备配置在准直透镜321和聚光透镜322之间的、作为光束整形器的doe323。doe323和doe123、223同样地,将从准直透镜321被输入的激光进行分割,生成主光束和至少一束副光束。至少一束副光束的至少一部分相对于主光束而位于扫描方向前方侧。在本实施方式中,也能够和上述第一实施方式同样地设定功率比。
[0095]
[第四实施方式]
[0096]
图8是表示第四实施方式所涉及的激光焊接装置的概要结构的图。激光焊接装置400对加工对象w照射激光l11、l12来进行加工对象w的焊接。激光焊接装置400基于与激光焊接装置100同样的作用原理来实现焊接方法。因此,以下仅进行激光焊接装置400的装置结构的说明。
[0097]
激光焊接装置400具备:输出激光的多个激光器装置411、412;对加工对象w照射激光的光学头420;以及将从激光器装置411、412被输出的激光向光学头420引导的光纤431、432。
[0098]
激光器装置411和激光器装置110同样地构成,例如被构成为可输出数kw的输出的多模或者单模的激光l11。激光器装置412和激光器装置110同样地构成,例如被构成为可输出为数kw的输出且分别为多模或者单模的多束激光的激光l12。
[0099]
光纤431、432将激光l11、l12分别引导至光学头420。光纤432为了引导作为多束激光的激光l12,既可以由多个光纤构成,也可以由多芯光纤构成。
[0100]
光学头420是用于将从激光器装置411、412被引导的各个激光l11、l12朝向加工对
象w照射的光学装置。光学头420具备用于激光l11的准直透镜421a和聚光透镜422a、以及用于激光l12的准直透镜421b和聚光透镜422b。准直透镜421a、421b分别是用于将由光纤431,432引导的激光暂时平行光化的光学系统,聚光透镜422a、422b是用于使已被平行光化的激光在加工对象w聚光的光学系统。另外,准直透镜421b和聚光透镜422b也可以分别为了对作为多束激光的激光l12进行平行光化或者聚光而由多个透镜构成。
[0101]
光学头420将激光l11、l12之中的激光l11作为主光束而对加工对象w照射,将激光l12作为副光束而对加工对象w照射。即,朝向加工对象w照射的激光由主光束和多束副光束来构成。另外,在进行扫描的情况下,多束副光束的至少一部分相对于主光束而位于扫描方向前方侧。而且,主光束的功率和多束副光束的功率的合计之比为9∶1~5∶5。由此,激光焊接装置400能够抑制对加工对象w进行焊接时的焊接缺陷的产生。另外,根据副光束的配置的方法,也可以设为144∶1~5∶5。
[0102]
根据激光焊接装置400,例如能够实现图3、4所例示的配置。另外,图中所示的示例使用激光l11、l12,也可以适当增减其数量。
[0103]
[第五实施方式]
[0104]
图9是表示第五实施方式所涉及的激光焊接装置的概要结构的图。激光焊接装置500对加工对象w照射激光l11、l12来进行加工对象w的焊接。激光焊接装置500基于与激光焊接装置100同样的作用原理来实现焊接方法。因此,以下仅进行激光焊接装置500的装置结构的说明。
[0105]
激光焊接装置500具备:输出激光的激光器装置510;对加工对象w照射激光的光学头520;以及将从激光器装置510被输出的激光向光学头520引导的光纤531、533、534。
[0106]
激光器装置510和激光器装置110同样地构成,例如被构成为可输出数kw的输出的多模的激光。激光器装置510是为了输出对加工对象w照射的激光l11、l12双方而被使用的。为此,在将从激光器装置510被输出的激光向光学头520引导的光纤531、533、534之间设置分支单元532。激光器装置510被构成为将从激光器装置510被输出的激光分支为多束激光并向光学头520引导。
[0107]
光纤531、533将激光l11、l12分别引导至光学头520。光纤533为了引导作为多束激光的激光l12,既可以由多个光纤构成,也可以由多芯光纤构成。
[0108]
光学头520是用于将被分支单元532分支并由光纤531、533引导的激光l11、l12向加工对象w照射的光学装置。为此,光学头520具备用于激光l11的准直透镜521a和聚光透镜522a、以及用于激光l12的准直透镜521b和聚光透镜522b。准直透镜521a、521b分别是用于将被光纤533、534引导的激光暂时平行光化的光学系统,聚光透镜522a、522b是用于使已被平行光化的激光在加工对象w聚光的光学系统。另外,准直透镜521b和聚光透镜522b也可以分别为了对作为多束激光的激光l12进行平行光化或者聚光而由多个透镜构成。
[0109]
光学头520将激光l11、l12之中的激光l11作为主光束对加工对象w照射,将激光l12作为副光束对加工对象w照射。即,朝向加工对象w照射的激光由主光束和多束副光束来构成。另外,在进行扫描的情况下,多束副光束的至少一部分相对于主光束而位于扫描方向前方侧。而且,主光束的功率和多束副光束的功率的合计之比为9∶1~5∶5。由此,激光焊接装置500能够抑制对加工对象w进行焊接时的焊接缺陷的产生。另外,根据副光束的配置的方法,也可以设为144∶1~5∶5。
[0110]
根据激光焊接装置500,能够实现图3、4所例示的配置。另外,图中所示的示例使用激光l11、l12,也可以适当增减其数量。
[0111]
[第六实施方式]
[0112]
图10是表示第六实施方式所涉及的激光焊接装置的概要结构的图。激光焊接装置600对加工对象w照射激光l来进行加工对象w的焊接。激光焊接装置600基于与激光焊接装置100同样的作用原理来实现焊接方法。因此,以下仅进行激光焊接装置600的装置结构的说明。
[0113]
激光焊接装置600具备:输出激光的多个激光器装置611、612;对加工对象w照射激光的光学头620;以及将从激光器装置611、612被输出的激光向光学头620引导的光纤631、632、635。
[0114]
激光器装置611和激光器装置110同样地构成,例如被构成为可输出数kw的输出的多模的激光。激光器装置612和激光器装置110同样地构成,例如被构成为可输出为数kw的输出且分别为多模或者单模的多束激光。
[0115]
在激光焊接装置600中,从激光器装置611、612被输出的激光在被向光学头620引导之前被耦合。为此,在将从激光器装置611、612被输出的激光向光学头620引导的光纤631、632、635之间设置有耦合部634。从激光器装置611、612被输出的激光在光纤635中并列地被波导。
[0116]
在此,参照图11、12来说明光纤631(及632)及光纤635的结构例。如图11所示那样,光纤631(及632)是通常的光纤。即,光纤631(及632)是在一个芯区域co的周围形成了折射率比芯区域co低的包层cl的光纤。另一方面,如图12所示那样,光纤635是多芯光纤。即,光纤635具有两个芯区域co1、co2,并在该两个芯区域co1、co2的周围形成有折射率比芯区域co1、co2低的包层cl。进而,芯区域co2包含多个芯区域。而且,在耦合部634中,光纤631的芯区域co和光纤635的芯区域co1被耦合,另外光纤632的芯区域co和光纤635的芯区域co2被耦合。从激光器装置612被输出的多束激光分别由芯区域co2的多个芯区域的各个进行波导。
[0117]
返回图10的参照。光学头620是用于将被耦合部634耦合过的激光l向加工对象w照射的光学装置。为此,光学头620在内部具备准直透镜621和聚光透镜622。
[0118]
在激光焊接装置600中,虽然光学头620不具备衍射光学元件,此外,也不具有用于多束激光的独立的光学系统,但从激光器装置611、612被输出的激光在被光学头620向引导之前被耦合。由此,朝向加工对象w照射的激光l由主光束和多束副光束来构成。此外,在进行扫描的情况下,多束副光束的至少一部分相对于主光束而位于扫描方向前方侧。而且,主光束的功率和多束副光束的功率的合计之比为9∶1~5∶5。由此,激光焊接装置600能够抑制对加工对象w进行焊接时的焊接缺陷的产生。另外,根据副光束的配置的方法,也可以设为144∶1~5∶5。
[0119]
根据激光焊接装置600,能够实现图3、4所例示的配置。另外,图中所示的示例使用从激光器装置611、612被输出的激光,也可以适当增减其数量。
[0120]
另外,在上述实施方式中,分割后的主光束和多束副光束相互未重叠,但主光束和副光束、或者副光束彼此也可以重叠。
[0121]
[光束(光点)的形状的变形例]
[0122]
图13是表示在加工对象w的表面wa上形成的激光l的光束(光点)的一例的图。在图13的示例中,副光束b2全部配置于主光束b1的前方。另外,主光束b1的功率和副光束b2的功率之比为29∶0.2,因此主光束的功率和多束(5束)副光束的功率的合计之比为29∶1。根据上述那样的配置,能够更有效地进行加工对象的预热,是优选的。
[0123]
以上,例示了本发明的实施方式,上述实施方式仅为一例,并非意图限定发明的范围。上述实施方式能够以其他各种各样的方式来实施,在未脱离发明主旨的范围内,能够进行各种省略、置换、组合、变更。另外,各结构、形状等的规格(构造、种类、方向、型式、大小、长度、宽度、厚度、高度、数量、配置、位置、材质等)能够适当地变更后加以实施。
[0124]
例如,在上述各实施方式中,主光束(主功率区域)的焊接方式,既可以是锁孔型焊接,也可以是热传导型焊接。此处所称的锁孔型焊接,是指利用了锁孔的焊接方法。另一方面。热传导型焊接是指,利用在加工对象的表面吸收激光而产生的热使加工对象熔融的焊接方法。
[0125]
此外,副光束既可以全部具有相同的功率,也可以一束或者一部分副光束的功率比其他副光束的功率高。此外,也可以将多束副光束分类为多个组,在相同的组内,副光束为大致相同的功率,在组间副光束是不同的功率。在该情况下,若对被分类成多个不同的组的副光束进行比较,则功率阶段性地不同。另外,某个组所包含的副光束未被限于多个,也可以是一个。
[0126]
此外,加工对象的材质未被限定于不锈钢。
[0127]
另外,既可以加工对象未被限于板材,也可以焊接的方式未被限于叠焊或对接焊接。因此,加工对象可以通过使应该被焊接的至少两个构件叠加、或者接触、或者邻接来构成。
[0128]
此外,在针对加工对象扫描激光的情况下,也可以通过公知的摆动、交织、输出调制等进行扫描,来调节熔池的表面积。
[0129]
此外,加工对象也可以是如带电镀的金属板那样在金属的表面有薄的其他金属层存在。
[0130]-产业上的可利用性-[0131]
本发明能够利用于焊接方法及焊接装置。
[0132]-符号说明-[0133]
100、200、300...激光焊接装置(焊接装置)
[0134]
110、210、310...激光器装置(激光振荡器)
[0135]
120、220、320...光学头
[0136]
121、221、321...准直透镜
[0137]
122、222、322...聚光透镜
[0138]
123、223、323...doe(衍射光学元件)
[0139]
123a...衍射光栅
[0140]
130、230、330...光纤
[0141]
224a、224b、226、324a、324b...镜
[0142]
225a、225b、325a、325b...马达
[0143]
400...激光焊接装置
[0144]
411、412...激光器装置
[0145]
420...光学头
[0146]
421a、421b...准直透镜
[0147]
422a、422b...聚光透镜
[0148]
431、432...光纤
[0149]
500...激光焊接装置
[0150]
510...激光器装置
[0151]
520...光学头
[0152]
521a、521b...准直透镜
[0153]
522a、522b...聚光透镜
[0154]
531、534...光纤
[0155]
532...分支单元
[0156]
533...光纤
[0157]
600...激光焊接装置
[0158]
611、612...激光器装置
[0159]
620...光学头
[0160]
621...准直透镜
[0161]
622...聚光透镜
[0162]
631、632、635...光纤
[0163]
634...耦合部
[0164]
a...(扫描方向中的前方的)区域
[0165]
ah...热影响区域
[0166]
b1...主光束(主功率区域)
[0167]
b1f...前端
[0168]
b2...副光束(副功率区域)
[0169]
c1...包层
[0170]
co、co1、co2...芯区域
[0171]
d...深度
[0172]
l、l’、l11、l12...激光
[0173]
r...半径
[0174]
sd...扫描方向
[0175]
td...厚度方向
[0176]
vl...假想直线
[0177]
w、w1、w2...加工对象
[0178]
wa...表面
[0179]
w11、w12、w21、w22...金属构件
[0180]
wm...焊接痕
[0181]
wmt...前端
[0182]
w...宽度
[0183]
x...方向
[0184]
y...方向
[0185]
z...方向(法线方向)。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1