自适应埋弧焊中的平衡和偏移的制作方法
背景技术:
1、埋弧焊(saw)是一种以高生产率和高质量为特征的焊接技术,常常用于较厚材料中的较长焊缝。在saw过程中,连续馈送的自耗电极(例如,焊丝)用于通过工件传导焊接电流。焊接电流在焊丝和工件之间形成电弧,以在工件上形成熔化的焊池。这种焊丝一般被称为热丝,在焊接过程中可以并联采用两根或更多根焊丝,具体取决于期望的沉积速率和焊接要求。当使用多根丝时,一根这样的丝可以用作所谓的“冷”丝,因为没有电流通过那根丝。有时将单根冷丝与两根热丝一起使用。
2、saw过程中熔化的焊接材料和电弧通常浸没在一层粉状助焊剂下方从而保护其免受大气污染。助焊剂在焊接过程中部分熔化,从而在焊池上形成熔渣的保护层。
3、对于焊接参数的特定集合,saw焊接过程达到一定的穿透深度。一般而言,采用直流(dc)电力提供增加的穿透深度,这在焊接过程的初始根部运行中可以是特别有利的。例如,在角焊的情况下,可靠地达到一定的穿透深度可以避免耗时的接头准备步骤,并且可以确保满足被焊接结构所需的承载特性。在对接焊的情况下,更深的穿透导致根面积的增加,从而允许填充较小的接头横截面积并潜在地减少焊接时间和完成焊接所需的遍数或“运行”次数。在每种情况下,更深的穿透都减少了总生产时间,由此提高了生产率。在一些焊接操作中,根运行使用dc电力执行,而后续运行使用交流(ac)电力执行。
4、在常规的saw焊接过程中,用于控制施加到焊接的能量的操作参数(例如,施加到丝电极的电流、丝馈送速度以及所导致的弧长和电极电压)通常维持在相对低的水平,以避免运行中出现热裂纹或表面破裂裂纹的可能性。但是,持续维持操作参数中的安全裕度会导致穿透深度和/或沉积速率降低,从而导致需要较多的运行次数,并降低整体生产率。在整个给定的焊接运行中,还期望考虑整体“热输入”,这会影响机械特性,例如,焊接的质量。
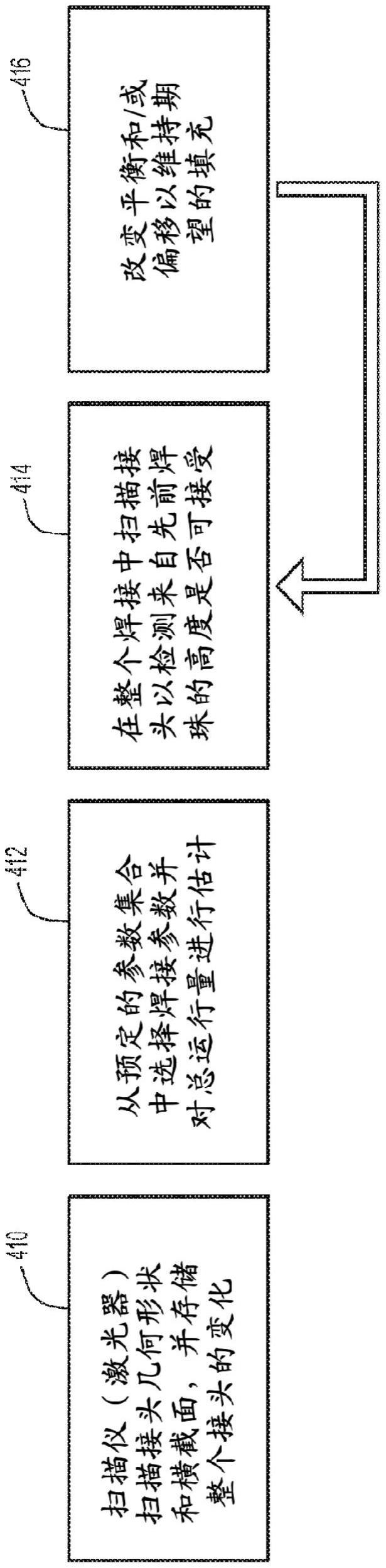
5、与前述一致,图1是根据现有技术的自适应焊接方法的流程图。在自适应焊接系统中,扫描仪扫描已焊接的部分并自动设置参数。目前的技术方案被配置为控制所谓的“活动参数”,包括安培数(电流)、(电弧)电压和行进速度。如图所示,在110处,扫描仪(例如,激光器)扫描焊接接头几何形状(例如,其横截面),并存储接头的长度的相关联的测量值。在112处,系统从预定的参数集合中选择焊接参数并对总运行量进行估计。在114处,放置在焊炬前面的扫描仪在整个焊接过程中扫描接头,以检测距先前焊珠的高度是否可接受(即,在预定公差内)。在116处,系统改变活动参数(诸如电流或焊接速度)以维持期望的填充。
6、上述方法的挑战在于,活动参数(电流、电压或行进速度)的任何改变都会改变整体热输入,从而改变热影响区(haz)的机械特性。
技术实现思路
1、本文公开了用于改进saw焊接过程的技术。一种方法包括实时监视埋弧焊(saw)操作;基于该监视实时地确定期望的焊接参数与由saw操作产生的焊接的实际焊接参数之间的差异;以及响应于确定该差异,控制为saw操作提供电力的电源以修改为saw操作供应的交流(ac)焊接功率信号的平衡或偏移中的至少一个以补偿差异。
2、一种被配置为执行埋弧焊(saw)的装置可以包括:丝馈送器机构,将至少一根焊丝引向工件;助焊剂递送系统,向工件供应助焊剂;电源,向焊丝供应交流(ac)焊接功率信号以在工件上形成熔化的焊池;以及控制器,被配置为:确定期望的焊接参数与由saw装置形成的焊接的实际焊接参数之间的差异,并且修改ac焊接功率信号的平衡或偏移中的至少一个以补偿差异。
技术特征:
1.一种方法,包括:
2.如权利要求1所述的方法,其中期望的焊接参数和实际焊接参数是通过saw操作的焊接的沉积速率。
3.如权利要求1所述的方法,其中期望的焊接参数和实际焊接参数是由saw操作填充的横截面积。
4.如权利要求1所述的方法,其中该监视包括用激光扫描仪和相机中的至少一种扫描saw操作。
5.如权利要求1所述的方法,还包括控制电源以基于预定的初始丝馈送速度将平衡或偏移中的至少一个施加于交流(ac)焊接功率信号。
6.如权利要求1所述的方法,还包括控制电源以基于预定的初始工件行进速度将平衡或偏移中的至少一个施加于交流(ac)焊接功率信号。
7.如权利要求1所述的方法,还包括控制电源以将平衡或偏移中的至少一个施加于交流(ac)焊接功率信号,同时维持用于焊接的预定热输入。
8.如权利要求1所述的方法,还包括响应于平衡或偏移的改变而调整丝馈送速度。
9.如权利要求8所述的方法,其中调整丝馈送速度包括基于线性函数调整丝馈送速度。
10.如权利要求8所述的方法,其中调整丝馈送速度包括基于二次函数调整丝馈送速度。
11.一种埋弧焊saw装置,包括:
12.如权利要求11所述的装置,其中期望的焊接参数和实际焊接参数是saw装置进行的焊接的沉积速率。
13.如权利要求11所述的装置,其中期望的焊接参数和实际焊接参数是由saw装置填充的横截面积。
14.如权利要求11所述的装置,还包括激光扫描仪,其中控制器被配置为通过从激光扫描仪接收信息来监视由saw装置形成的焊接。
15.如权利要求11所述的装置,其中控制器还被配置为控制电源以基于预定的初始丝馈送速度将平衡或偏移中的至少一个施加于ac焊接功率信号。
16.如权利要求11所述的装置,其中控制器还被配置为控制电源以基于预定的初始工件行进速度将平衡或偏移中的至少一个施加于ac焊接功率信号。
17.如权利要求11所述的装置,其中控制器还被配置为控制电源以将平衡或偏移中的至少一个施加于ac焊接功率信号,同时维持用于焊接的预定热输入。
18.如权利要求11所述的装置,其中控制器还被配置为响应于平衡或偏移的改变而调整丝馈送速度。
19.一种或多种非暂态计算机可读存储介质,用包括计算机可执行指令的软件编码,并且当该软件被执行时,可操作以执行以下操作:
20.如权利要求19所述的一种或多种非暂态计算机可读存储介质,其中控制焊接电源的指令包括可操作以执行以下操作的指令:
技术总结
一种方法包括:实时监视埋弧焊(SAW)操作;基于该监视实时地确定期望的焊接参数与由SAW操作产生的焊接的实际焊接参数之间的差异;以及响应于确定该差异,控制为SAW操作提供电力的电源以修改为SAW操作供应的交流(AC)焊接功率信号的平衡或偏移中的至少一个以补偿该差异。
技术研发人员:H·劳德塞普
受保护的技术使用者:依赛彼公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!