一种热成型补丁板焊接工作站的制作方法
本发明涉及焊接加工,具体涉及一种热成型补丁板焊接工作站。
背景技术:
1、为提高钢板零件的局部强度,需要将补丁板焊接于钢板后再进行热冲压等工序,从而得到具有补丁的钢板零件。在一些其他场合,也可用补丁板加强两个焊接件之间的连接强度,例如,申请公布号为cn114952188a的发明专利申请就公开了一种三片式不等厚激光拼焊补丁板整体式热成型加工方法,将补丁板和焊接板的连接部分进行焊接,加强焊接板的两个部分之间的连接强度。在批量加工时,需要依次将补丁板放置于焊接板,由于补丁板为薄板结构,且一般为叠加放置,在取用时补丁板之间易产生连带,影响补丁板的定量取放。
技术实现思路
1、本发明提供一种热成型补丁板焊接工作站,以解决现有焊接工艺中补丁板取放易连带的问题。
2、本发明的一种热成型补丁板焊接工作站采用如下技术方案:
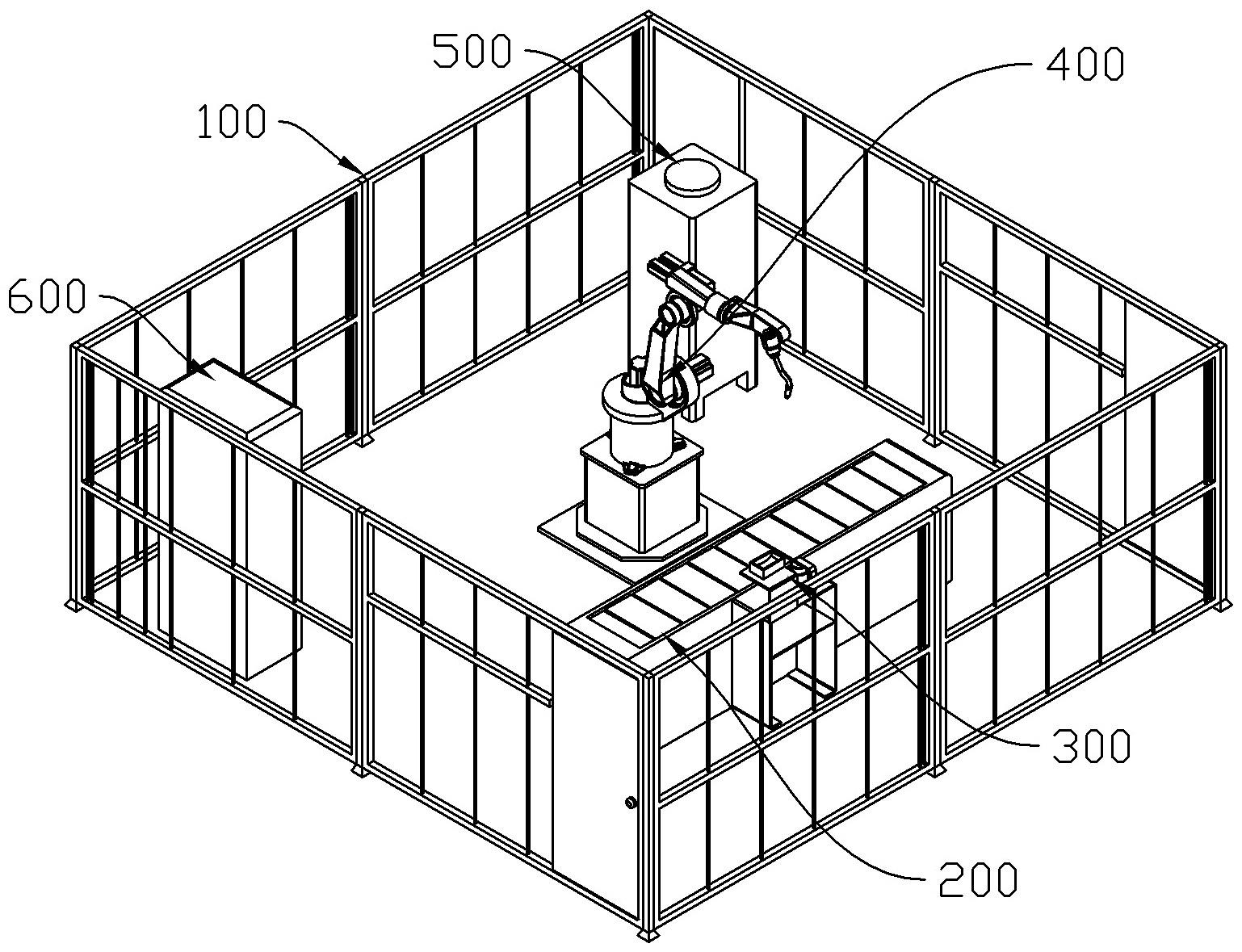
3、一种热成型补丁板焊接工作站,包括防护栏、输送机构、取料机构和焊接机器人,输送机构、取料机构和焊接机器人均设置于防护栏限定出的空间内;取料机构包括支架、存料盒、驱动件和取料件,存料盒固定于支架,用于存放多个补丁板,且多个补丁板在存料盒内叠加放置;驱动件驱动取料件从存料盒下方逐个取出补丁板后放置于输送机构上的焊接件上;取料件的取料过程由三个动作完成,第一个动作使位于最下方的两个补丁板倾斜,并使位于最下方的两个补丁板产生错位,第二个动作使位于最下方的补丁板恢复水平并与其上方的补丁板拉开间隙,第三个动作将位于最下方的补丁板向下取出;输送机构用于输送焊接件和补丁板;焊接机器人用于焊接输送机构上的焊接件和补丁板。
4、进一步地,存料盒内位于最下方的补丁板为第一补丁板,位于第一补丁板上方且与第一补丁板相邻的补丁板为第二补丁板;存料盒内设置有第一挡块、第二挡块、第三挡块和第四挡块,存料盒相对的两侧壁分别为第一侧壁和第二侧壁,第一挡块和第三挡块均水平滑动安装于存料盒的第一侧壁,且第三挡块位于第一挡块的下方;第二挡块和第四挡块均水平滑动安装于存料盒的第二侧壁,且第四挡块位于第二挡块的下方;第二挡块和第四挡块位于同一水平面,第一挡块和第三挡块位于同一水平面;第一挡块、第二挡块、第三挡块和第四挡块分别与存料盒通过第一弹簧、第二弹簧、第三弹簧和第四弹簧连接,第一弹簧、第二弹簧、第三弹簧和第四弹簧分别促使第一挡块、第二挡块、第三挡块和第四挡块向靠近存料盒中心方向移动或有移动的趋势;其中,第四弹簧的劲度系数大于第三弹簧的劲度系数,第三弹簧的劲度系数大于第一弹簧的劲度系数,第一弹簧的劲度系数大于第二弹簧的劲度系数;第一挡块、第三挡块和第四挡块的靠近存料盒中心的侧面均为第一斜面,第一斜面从上往下且向靠近存料盒中心方向延伸;第二挡块的靠近存料盒中心的侧面由两个第二斜面组成,两个第二斜面关于第二挡块的中心上下对称,并在第二挡块的侧面限定出朝向存料盒中心的尖端。
5、进一步地,取料件包括气缸、吸盘和真空发生器,气缸通过连接杆与驱动件连接,吸盘安装于气缸上方,并与气缸连接;真空发生器用于使吸盘吸附补丁板;初始状态下,叠加的补丁板承靠于第一挡块的第一斜面和第二挡块的第二斜面上;气缸驱动吸盘分三次向下移动,且三次的作用力逐步增加;气缸第一次通过吸盘带动第一补丁板向下移动,使得第一补丁板的靠近第二挡块的一端向下移动至与第四挡块的第一斜面抵接,同时第二补丁板随第一补丁板产生倾斜并在第二挡块的尖端的顶推下与第一补丁板产生错位;气缸第二次通过吸盘带动第一补丁板向下移动,使得第一补丁板的靠近第一挡块的一端向下移动至与第三挡块的第一斜面抵接,同时第二补丁板保持其一端与第一挡块的第一斜面抵接,另一端承靠于第一补丁板,此时第一补丁板与第二补丁板之间拉开间隙;气缸第三次通过吸盘带动第一补丁板向下移动,使得第一补丁板两端分别越过第三挡块和第四挡块后与存料盒脱离。
6、进一步地,吸盘包括吸嘴、连接架和支撑杆,连接架与气缸的活塞杆连接,吸嘴和真空发生器均安装于连接架上;支撑杆有多个,均安装于连接架,并绕吸嘴周向均匀分布;支撑杆上端与吸嘴上端平齐,以在气缸的驱动下向上移动并顶推补丁板至第一挡块和第二挡块上方。
7、进一步地,连接架与气缸的活塞杆之间设置有限位件,限位件促使连接架及连接架上的支撑杆和吸嘴处于竖直状态。
8、进一步地,驱动件包括驱动电机、外壳、中心轮和传动轮,外壳绕竖直轴线转动安装于支架,并在驱动电机的驱动下转动;中心轮位于外壳内,并固定安装于支架,中心轮与外壳的转动轴线同轴;连接杆的一端与气缸连接,连接杆的另一端穿过外壳并与位于外壳内的传动轮连接,传动轮的轴线水平,且传动轮与中心轮的端面配合,驱动电机驱动外壳转动时,外壳通过连接杆带动取料件转动,同时传动轮在与中心轮的配合下带动连接杆绕自身轴线转动,进而带动取料件向下翻转。
9、进一步地,连接杆为长度可调的伸缩杆结构,用于调节驱动件与取料件的间距。
10、本发明的有益效果是:本发明的热成型补丁板焊接工作站采用取料件从存料盒下方取出补丁板,且取料件的取料过程由三个动作完成,第一个动作使位于最下方的两个补丁板倾斜,并使位于最下方的两个补丁板产生错位,第二个动作使位于最下方的补丁板恢复水平并与其上方的补丁板拉开间隙,第三个动作将位于最下方的补丁板向下取出。通过使位于最下方的两个补丁板产生错位并拉开间隙,避免取出最下方的补丁板时,将其上方相邻的补丁板带出,从而实现定量取件。
技术特征:
1.一种热成型补丁板焊接工作站,其特征在于,包括防护栏、输送机构、取料机构和焊接机器人;
2.根据权利要求1所述的一种热成型补丁板焊接工作站,其特征在于,存料盒内位于最下方的补丁板为第一补丁板,位于第一补丁板上方且与第一补丁板相邻的补丁板为第二补丁板;存料盒内设置有第一挡块、第二挡块、第三挡块和第四挡块,存料盒相对的两侧壁分别为第一侧壁和第二侧壁,第一挡块和第三挡块均水平滑动安装于存料盒的第一侧壁,且第三挡块位于第一挡块的下方;第二挡块和第四挡块均水平滑动安装于存料盒的第二侧壁,且第四挡块位于第二挡块的下方;第二挡块和第四挡块位于同一水平面,第一挡块和第三挡块位于同一水平面;第一挡块、第二挡块、第三挡块和第四挡块分别与存料盒通过第一弹簧、第二弹簧、第三弹簧和第四弹簧连接,第一弹簧、第二弹簧、第三弹簧和第四弹簧分别促使第一挡块、第二挡块、第三挡块和第四挡块向靠近存料盒中心方向移动或有移动的趋势;其中,第四弹簧的劲度系数大于第三弹簧的劲度系数,第三弹簧的劲度系数大于第一弹簧的劲度系数,第一弹簧的劲度系数大于第二弹簧的劲度系数;第一挡块、第三挡块和第四挡块的靠近存料盒中心的侧面均为第一斜面,第一斜面从上往下且向靠近存料盒中心方向延伸;第二挡块的靠近存料盒中心的侧面由两个第二斜面组成,两个第二斜面关于第二挡块的中心上下对称,并在第二挡块的侧面限定出朝向存料盒中心的尖端。
3.根据权利要求2所述的一种热成型补丁板焊接工作站,其特征在于,取料件包括气缸、吸盘和真空发生器,气缸通过连接杆与驱动件连接,吸盘安装于气缸上方,并与气缸连接;真空发生器用于使吸盘吸附补丁板;初始状态下,叠加的补丁板承靠于第一挡块的第一斜面和第二挡块的第二斜面上;气缸驱动吸盘分三次向下移动,且三次的作用力逐步增加;气缸第一次通过吸盘带动第一补丁板向下移动,使得第一补丁板的靠近第二挡块的一端向下移动至与第四挡块的第一斜面抵接,同时第二补丁板随第一补丁板产生倾斜并在第二挡块的尖端的顶推下与第一补丁板产生错位;气缸第二次通过吸盘带动第一补丁板向下移动,使得第一补丁板的靠近第一挡块的一端向下移动至与第三挡块的第一斜面抵接,同时第二补丁板保持其一端与第一挡块的第一斜面抵接,另一端承靠于第一补丁板,此时第一补丁板与第二补丁板之间拉开间隙;气缸第三次通过吸盘带动第一补丁板向下移动,使得第一补丁板两端分别越过第三挡块和第四挡块后与存料盒脱离。
4.根据权利要求3所述的一种热成型补丁板焊接工作站,其特征在于,吸盘包括吸嘴、连接架和支撑杆,连接架与气缸的活塞杆连接,吸嘴和真空发生器均安装于连接架上;支撑杆有多个,均安装于连接架,并绕吸嘴周向均匀分布;支撑杆上端与吸嘴上端平齐,以在气缸的驱动下向上移动并顶推补丁板至第一挡块和第二挡块上方。
5.根据权利要求4所述的一种热成型补丁板焊接工作站,其特征在于:连接架与气缸的活塞杆之间设置有限位件,限位件促使连接架及连接架上的支撑杆和吸嘴处于竖直状态。
6.根据权利要求3所述的一种热成型补丁板焊接工作站,其特征在于,驱动件包括驱动电机、外壳、中心轮和传动轮,外壳绕竖直轴线转动安装于支架,并在驱动电机的驱动下转动;中心轮位于外壳内,并固定安装于支架,中心轮与外壳的转动轴线同轴;连接杆的一端与气缸连接,连接杆的另一端穿过外壳并与位于外壳内的传动轮连接,传动轮的轴线水平,且传动轮与中心轮配合,驱动电机驱动外壳转动时,外壳通过连接杆带动取料件转动,同时传动轮在与中心轮的配合下带动连接杆绕自身轴线转动,进而带动取料件向下翻转。
7.根据权利要求3所述的一种热成型补丁板焊接工作站,其特征在于,连接杆为长度可调的伸缩杆结构,用于调节驱动件与取料件的间距。
技术总结
本发明涉及焊接加工技术领域,具体涉及一种热成型补丁板焊接工作站,包括防护栏、输送机构、取料机构和焊接机器人。取料机构包括支架、存料盒、驱动件和取料件,多个补丁板在存料盒内叠加放置;取料件取料时先使位于最下方的两个补丁板倾斜,并使位于最下方的两个补丁板产生错位,之后使位于最下方的补丁板与其上方的补丁板拉开间隙,最后将位于最下方的补丁板向下取出。通过使位于最下方的两个补丁板拉开间隙,避免取出最下方的补丁板时连带其上方的补丁板,从而实现定量取件。驱动件驱动取料件将补丁板放置于输送机构上的焊接件上,焊接机器人用于焊接输送机构上的焊接件和补丁板。
技术研发人员:孙丽萍,王战英,郑兰明,陈飞,李鑫智,沈浮
受保护的技术使用者:长春华翔汽车金属部件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!