一种压缩阀自动装配设备的制作方法
本发明属于压缩阀装配领域,尤其涉及一种压缩阀自动装配设备。
背景技术:
1、随着阀体组装的快速兴起和不断发展,各公司推出的技术水平也随之不断提高。目前市场上推出的大多数设备普遍采用的是通过夹具回转循环逐步组装底阀,这使得设备运行时工序增加,影响设备产能,增加设备占地面积,并且设备造价高。
2、现有的设备是循环吸取单个阀片,通过多次来回吸取的方式移载阀片,浪费了组装时间,也需要更多的占地空间。
技术实现思路
1、本发明所要解决的技术问题是针对背景技术的不足提供了一种压缩阀自动装配设备,本发明能够使阀体组装高效化、规范化,同时降低生产成本。
2、本发明为解决上述技术问题采用以下技术方案:
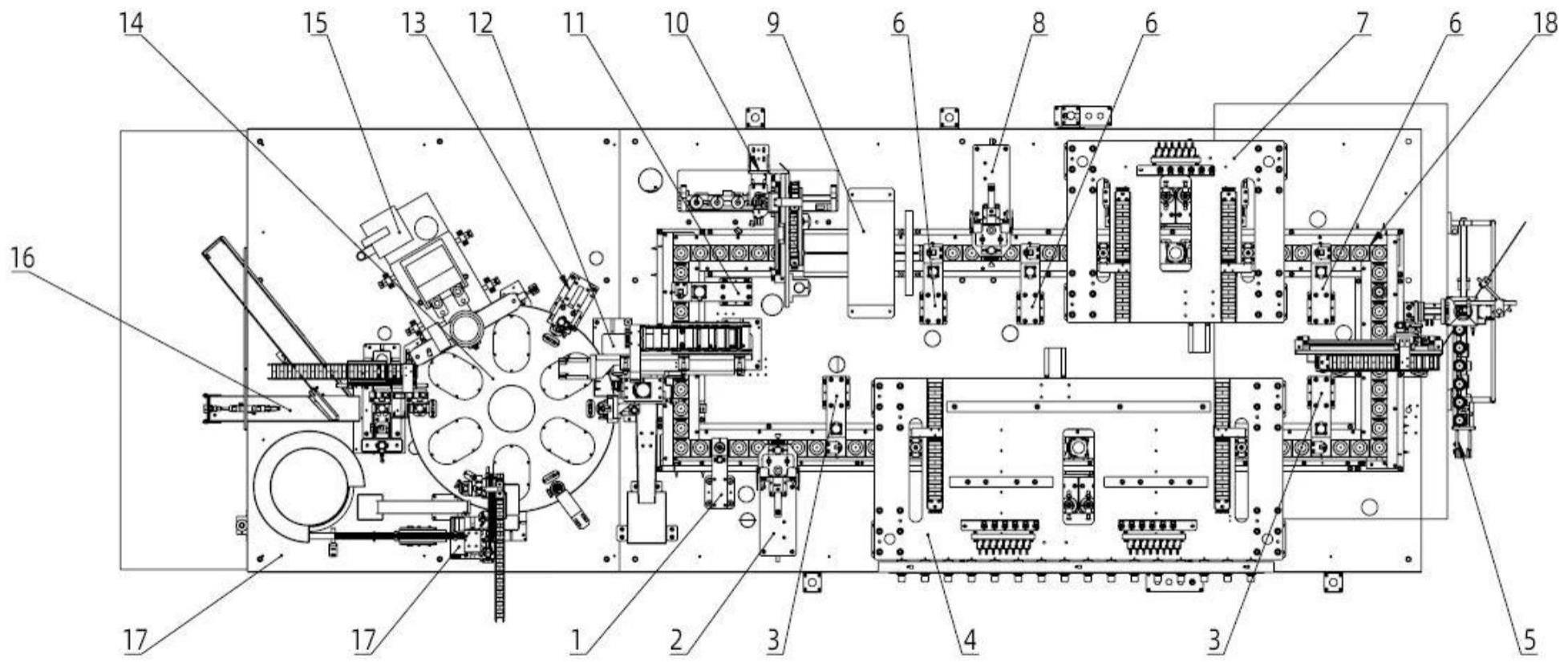
3、一种压缩阀自动装配设备,包括线体总装,所述线体总装为环形的生产线,包括线体,线体底部设置有驱动线体循环移动的推进机构;线体上设置有工装板,所述工装板中部设置有导针;所述线体总装上按工作顺序依次设置有,
4、工装清理机构,包括升降气缸,升降气缸上连接有工装清理吸头,工装清理吸头上连接有吸尘器,用于对每一个工装板进行清理;
5、下厚垫片推料机构,用于将下厚垫片移载到导针上;
6、下阀片数片机,用于将若干下阀片移载到导针上;
7、阀座上料机构,用于将阀座移载到导针上;
8、上阀片数片机,其结构与下阀片数片机一致,用于将若干上阀片移载到导针上;
9、上厚阀片推料机构,其结构与下厚垫片推料机构一致,用于将上厚垫片移载到导针上;
10、补偿器上料总成,用于将补偿器移载到导针上;
11、移载换线机构,用于将安装有补偿器的工件移载到六工位转盘上的铆钉上;
12、转盘机构,包括六工位转盘,每个工位上均设置有转盘工装;
13、铆机,设置于六工位转盘一侧,将工件用铆钉铆接固定;
14、铆钉上线机构,用于将铆钉移载到转盘工装上;
15、成品下线机构,用于检测工件成品质量,将合格与不合格工件分别下线;
16、高度检测机构,包括铆前高度检测机构、短量程高度检测机构、长量程高度检测机构、最终高度检测机构;所述高度检测机构用于检测下厚垫片、下阀片、阀座、上阀片、上厚阀片、补偿器安装后的高度是否符合标准,高度符合则安装正确,高度不符合则安装错误。
17、进一步的,下厚垫片推料机构包括推片气缸,推片气缸上水平连接有推板,推板前端设置有垫片孔且其孔径不小于下厚垫片的外径,并且当推板被推至极限位置后,其垫片孔位于导针正上方;推板中部设置有夹层,夹层内设置有托板,托板前端位于垫片孔处设置有u形部,u形部内径小于下厚垫片的外径,托板末端连接有托板气缸;推板上架设有放料组件,放料组件包括料杆,料杆底部设置有限位块,限位块中部设置有供下厚垫片下落的圆孔,限位块底部和推板之间的间距大于一个下厚垫片的厚度,小于两个下厚垫片的厚度,并且限位块的两侧固定在推板上;
18、在推板上方设置有压料组件,压料组件包括压料气缸,压料气缸的双轴分别连接压杆和套设在压杆外的套管,压杆外径小于下厚垫片的内径,套管外径大于u形部内径,小于垫片孔内径;所述压杆与导针同轴设置。
19、进一步的,下阀片数片机包括阀片磁力分张机构和阀片上料移载机构;
20、磁力分张机构包括磁力分张升降气缸,所述磁力分张升降气缸上设置有一横梁,横梁上均布若干c字形的磁环;磁力分张机构还包括水平设置的位置切换气缸,位置切换气缸上连接有安装座,安装座上均布若干阀片针,阀片针与磁环一一对应,每个阀片针上用于放置一种下阀片,位置切换气缸能够驱动安装座,带动阀片针横向进入磁环内;
21、阀片上料移载机构包括桁架,桁架上均布若干真空泵,真空泵底部连接有用于吸附下阀片的吸头;桁架上设置有横向移载的伺服电机和垂直升降的升降气缸。
22、进一步的,下阀片数片机一侧设置有消磁机,用于消除因磁环分张所残留在工件上的磁性。
23、进一步的,所示阀座上料机构和补偿器上料总成结构一致,所述补偿器上料总成包括串料供料机构和移载上线机构;
24、串料供料机构包括若干料针和伺服顶料组件,若干料针共同连接在一块安装板上,安装板上连接有水平伺服电机,伺服顶料组件包括设置在料针正下方的c字型的顶板,顶板下连接有抬升气缸;水平伺服电机能够驱动若干料针在顶板上方水平移动切换位置,抬升气缸能够驱动顶板将料针上的补偿器向上顶升;
25、移载上线机构包括设置在顶板正上方的连接有夹爪气缸的取料夹爪,夹爪气缸上;连接有水平伺服电机,取料夹爪上方设置有伸缩式导杆,取料时与料针对接并收缩。
26、进一步的,所述移载换线机构与移载上线机构的结构一致,包括水平伺服移载组件、垂直伺服升降组件和夹爪组件;夹爪组件配有能够插入到阀片中心孔的定心杆。
27、进一步的,所述铆机包括压紧机构和旋铆机,铆接时,压紧机构先压紧工件,再进行旋铆。
28、进一步的,所述铆钉上线机构包括震动料盘、铆钉切料机构和铆钉上线移载机构;铆钉由震动料盘震动上料,铆钉切料机构通过设定来兼容不同型号铆钉的需求,并切换至铆钉上线移载机构取料位,最后由铆钉上线移载机构将铆钉放置到转盘工装上,在下一工位检测铆钉高度及铆钉有无。
29、进一步的,所述成品下线机构包括第一夹爪、合格不合格料道、铆后高度检测、成品双工位移载机构和滑台切换缸;成品双工位移载机构的第一夹爪将工件移载至滑台切换缸上,切换位置后由铆后高度检测检测铆后高度是否合格,并记忆;再由成品双工位移载机构第二夹爪将工件转移到合格不合格料道,料道装有分料气缸,对合格不合格品进行判断分类。
30、进一步的,短量程高度检测机构包括支座、测量表笔以及测量头,测量表笔选用短量程型号,由气缸带动测量头对工装板上阀片进行高度测量,短量程高度检测机构用在阀座上料之前,位置分别位于下厚垫片推料机构和上阀片数片机、上阀片数片机和阀座上料机构之间,短量程测量机构采用相对高度测量方式,判断已上阀片的数量、厚度是否正确。
31、本发明采用以上技术方案与现有技术相比,具有以下技术效果:
32、1、各专机结构设计合理,可靠性高,维护保养方便;
33、2、工艺流程规划合理,合理设置各工艺步骤的节拍可大幅提高生产效率;
34、3、自动化程度高,降低了操作者劳动强度,降低了劳动成本的同时进一步提高了生产效率。
技术特征:
1.一种压缩阀自动装配设备,其特征在于:包括线体总装(18),所述线体总装为环形的生产线,包括线体(1801),线体(1801)底部设置有驱动线体(1801)循环移动的推进机构(1803);线体(1801)上设置有工装板(1802),所述工装板(1802)中部设置有导针;所述线体总装(18)上按工作顺序依次设置有,
2.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:下厚垫片推料机构(2)包括推片气缸(201),推片气缸上水平连接有推板,推板前端设置有垫片孔且其孔径不小于下厚垫片的外径,并且当推板被推至极限位置后,其垫片孔位于导针正上方;推板中部设置有夹层,夹层内设置有托板,托板前端位于垫片孔处设置有u形部,u形部内径小于下厚垫片的外径,托板末端连接有托板气缸;推板上架设有放料组件,放料组件包括料杆,料杆底部设置有限位块,限位块中部设置有供下厚垫片下落的圆孔,限位块底部和推板之间的间距大于一个下厚垫片的厚度,小于两个下厚垫片的厚度,并且限位块的两侧固定在推板上;
3.根据权利要求2所述的一种压缩阀自动装配设备,其特征在于:下阀片数片机(4)包括阀片磁力分张机构(401)和阀片上料移载机构(402);
4.根据权利要求3所述的一种压缩阀自动装配设备,其特征在于:下阀片数片机一侧设置有消磁机(9),用于消除因磁环分张所残留在工件上的磁性。
5.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:所示阀座上料机构(5)和补偿器上料总成(10)结构一致,所述补偿器上料总成(10)包括串料供料机构(1001)和移载上线机构(1002);
6.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:所述移载换线机构(12)与移载上线机构(1002)的结构一致,包括水平伺服移载组件(1201)、垂直伺服升降组件(1202)和夹爪组件(1203);夹爪组件(1203)配有能够插入到阀片中心孔的定心杆。
7.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:所述铆机(15)包括压紧机构(1501)和旋铆机(1502),铆接时,压紧机构(1501)先压紧工件,再进行旋铆。
8.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:所述铆钉上线机构(17)包括震动料盘(1701)、铆钉切料机构(1702)和铆钉上线移载机构(1703);铆钉由震动料盘(1701)震动上料,铆钉切料机构(1702)通过设定来兼容不同型号铆钉的需求,并切换至铆钉上线移载机构(1703)取料位,最后由铆钉上线移载机构(1703)将铆钉放置到转盘工装上,在下一工位检测铆钉高度及铆钉有无。
9.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:所述成品下线机构(16)包括第一夹爪、合格不合格料道(1601)、铆后高度检测(1602)、成品双工位移载机构(1603)和滑台切换缸(1604);成品双工位移载机构(1603)的第一夹爪将工件移载至滑台切换缸(1604)上,切换位置后由铆后高度检测(1602)检测铆后高度是否合格,并记忆;再由成品双工位移载机构(1603)第二夹爪将工件转移到合格不合格料道(1601),料道装有分料气缸,对合格不合格品进行判断分类。
10.根据权利要求1所述的一种压缩阀自动装配设备,其特征在于:短量程高度检测机构(3)包括支座(301)、测量表笔(302)以及测量头(303),测量表笔(302)选用短量程型号,由气缸带动测量头(303)对工装板上阀片进行高度测量,短量程高度检测机构(3)用在阀座上料之前,位置分别位于下厚垫片推料机构(2)和上阀片数片机(4)、上阀片数片机(4)和阀座上料机构(5)之间,短量程测量机构(3)采用相对高度测量方式,判断已上阀片的数量、厚度是否正确。
技术总结
本发明公开了一种压缩阀自动装配设备。涉及阀体自动组装及铆接技术领域,解决了市场同类设备多步骤来回夹取阀片而导致产能过低和设备占地面积过大的问题,该压缩阀自动装配设备包括:线体总装、工装清理机构、下厚阀片上料机构、下阀片磁力分张及上线机构、底阀上料机构、上阀片磁力分张及上线机构、上厚阀片上料机构、补偿分成上料机构、高度检测机构、移载换线机构、转盘机构、铆钉上料机构、旋铆及成品下料机构和底座。本机应用于自动复原阀总成阀片结构的阀片数片和阀片组装以及整体铆接,减少了整个设备的占地面积,提高了设备产能。
技术研发人员:汤杰,李朝磊,盛凯,殷学良,徐阳春,史月伟
受保护的技术使用者:中船重工鹏力(南京)智能装备系统有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!