用于制造面板组件的组装设备的制作方法
背景技术:
技术实现思路
1、因此,本发明的目的是提供一种用于组装面板的设备和方法,所述面板包括一系列叠加层,所述叠加层具有木制板条和隔离面板,所述设备和方法足够通用以操作不同类型的板条,包括短木制板条和长木制板条以及隔离面板,并且执行各种任务,同时降低成本、复杂性和占地面积。
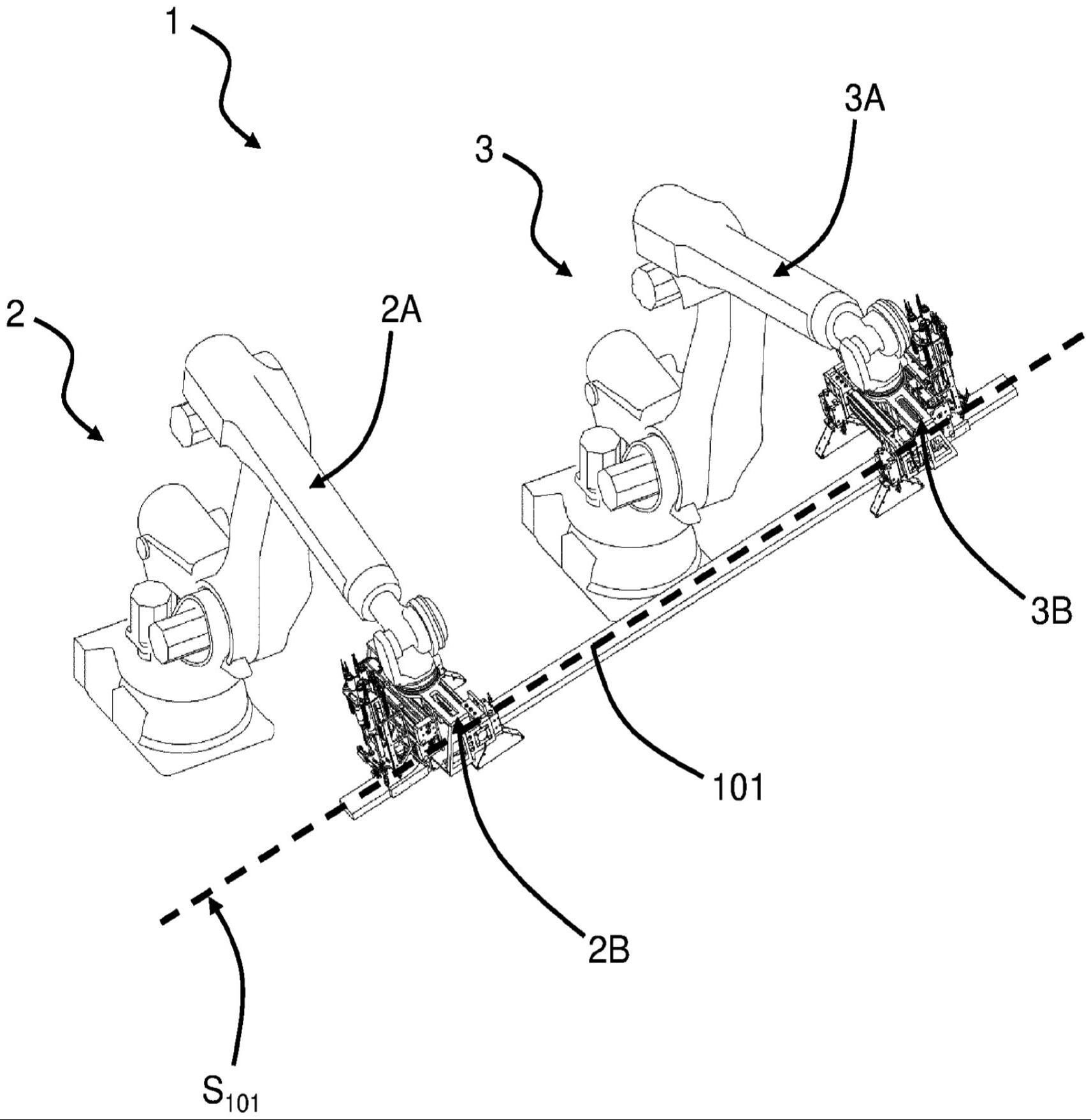
2、为此,本发明涉及一种用于制造面板组件的组装设备,其中所述面板组件包括多个木制板条和隔离面板,每个木制板条具有给定长度和给定直线度,其中所述组装设备包括至少两个加工系统,其中每个加工系统包括铰接臂和设置在所述铰接臂的端部处的多功能工具,并且其中所述组装设备还包括加工控制器,所述加工控制器通信地联接到所述加工系统并且被编程为指示所述加工系统操作所述木制板条和所述隔离面板以便组装所述面板组件。根据本发明,每个加工系统还包括:(i)木制板条夹持装置,所述木制板条夹持装置被配置成夹持木制板条,并且具有中心线;(ii)木制板条定位装置,所述木制板条定位装置被配置成将被夹持的木制板条定位在所述面板组件上的适当位置处;(iii)木制板条固定装置,所述木制板条固定装置被配置成将所述定位木制板条固定到至少一个其它木制板条;(iv)隔离面板夹持装置,所述隔离面板夹持装置被配置成夹持隔离面板;以及(v)隔离面板定位装置,所述隔离面板定位装置被配置成将被夹持的隔离面板定位在所述面板组件上的适当位置处。此外,根据本发明,加工系统由加工控制器指示,使得如果木制板条的长度超过预定阈值,则木制板条夹持装置在不同的部分处夹持木制板条并且相对于彼此移动,以便对准它们的中心线并校正木制板条的直线度。
3、通过在每个臂端工具上提供几种类型的操作装置,本发明的组装设备能够执行多种操作,包括夹持、定位和(如果需要的话)固定板条。这允许限制用于制造面板组件的工具的数量。
4、另外,通过使用能够独立地或协作地操作的至少两个臂端工具,尤其取决于要处理的板条的类型和尺寸,而不是提供若干独立的工具,本发明提供比现有技术更多的灵活性。特别地,当处理长的和非常长的木制板条时,本发明提供了特定的操作,其不仅允许以高精度和降低的成本来处理它们,而且还用于校正木制板条的直线度,而不需要用于这种先前校正的单一目的的附加工具。
5、总的来说,利用包括各种操作装置并且被编程为处理和组装所有类型的板条的多用途和模块化的加工系统对,可以改进面板的自动组装,同时非常紧凑、成本有效且易于使用。
6、优选地,为了在木制板条组装之前校正木制板条的直线度,指示加工系统从而对于长度超过预定阈值的木制板条,使木制板条夹持装置进行相对运动,使得在木制板条的至少一部分上产生横向压力。
7、而且,出于这种直线度校正的目的,指示加工系统,从而对于长度超过预定阈值的木制板条,使木制板条夹持装置进行相对运动,使得木制板条的直线度达到标称木制板条直线度。
8、优选地,为了适应短木制板条,指示加工系统,从而如果木制板条的长度不超过预定阈值,则木制板条由仅一个加工系统的木制板条夹持装置和木制板条定位装置来夹持和定位。因此,本发明受益于如下事实:短木制板条不需要两个加工系统之间的协作。
9、优选地,预定阈值包括在50厘米至150厘米之间,优选地在100厘米至130厘米之间,并且优选地约120厘米。这样的阈值适应工具的尺寸,从而在操作期间保持工具非常近,并且考虑到较短木制板条的直线度不偏离标称直线度的事实。
10、在优选实施例中,为了允许木制板条的适当固定,加工系统被编程为使得由木制板条夹持装置和木制板条定位装置在木制板条的多个部分上产生压力,在这些部分中木制板条固定装置旨在将木制板条固定到相邻层的木制板条。
11、在本发明的具体实施例中,木制板条夹持装置中的至少一个(并且优选地,它们中的每一个)包括夹持器。
12、在本发明的具体实施例中,木制板条固定装置中的至少一个(并且优选地,它们中的每一个)包括一系列螺丝刀。
13、优选地,为了容纳隔离面板,指示加工系统,使得隔离面板由仅一个加工系统的隔离面板夹持装置和的隔离面板定位装置来夹持和定位。因此,本发明受益于以下事实:隔离面板不需要两个加工系统之间的协作。
14、在本发明的优选实施例中,隔离面板夹持装置中的至少一个包括一系列针,所述一系列针被设计成至少部分地穿入隔离面板内以及从隔离面板弹出。
15、优选地,木制板条定位装置和隔离面板定位装置中的至少一者(并且优选地,它们全部)包括线性引导件,该线性引导件允许以改进的精度定位夹紧装置,并且有助于通过压配合在木制板条之间装配隔离面板。
16、优选地,本发明的组装设备还包括保持结构,该保持结构被设计成当面板组件由工具操作时保持面板组件。工具因此可以操作板条并在保持结构上组装面板。
17、本发明还涉及借助于根据本发明的组装设备来制造面板组件的方法。所述面板组件包括多个叠加层,所述多个叠加层包括一系列木制板条,每个木制板条具有给定长度和给定直线度,所述层中的至少一个还包括一系列隔离面板,每个层的木制板条固定到相邻层的木制板条。根据本发明,该方法包括一系列的层组装循环,每个层组装循环包括组装面板组件的层并且包括以下步骤:
18、通过以下方式利用一个加工系统操作隔离面板:(i)利用隔离面板夹持装置夹持所述隔离面板,(ii)利用隔离面板定位装置将所述隔离面板定位在同一层中的两个木制板条之间,(iii)按压所述隔离面板,以及(iv)释放所述隔离面板,
19、通过以下方式利用一个加工系统操作长度不超过预定阈值的木制板条:(i)利用所述木制板条夹持装置夹持所述木制板条,(ii)利用木制板条定位装置将所述木制板条定位在相邻层的至少一个木制板条上,(iii)利用所述木制板条固定装置将所述木制板条一起固定到相邻层的至少一个木制板条,以及(iv)释放所述木制板条,
20、通过以下方式利用两个加工系统操作长度超过预定阈值的木制板条:(i)利用木制板条夹持装置夹持所述木制板条的不同部分,(ii)利用每个工具的木制板条定位装置使木制板条夹持装置相对于彼此移动以校正所述木制板条的直线度,(iii)利用每个工具的木制板条定位装置将所述木制板条定位在相邻层的至少一个木制板条上,(iv)利用木制板条固定装置将所述木制板条一起固定到相邻层的至少一个木制板条,以及(v)释放木制板条。
21、通过操作不同的隔离面板、短木制板条和长木制板条,通过一个加工系统的单独功能,或通过两个加工系统的协作功能,本发明提供了组装面板的更通用的方式。
22、在优选实施例中,为了校正长木制板条的直线度,当操作长度超过预定阈值的木制板条时,使木制板条夹持装置进行相对运动,使得在木制板条的至少一部分上产生横向压力,并且使得木制板条的直线度达到标称木制板条直线度。
23、本发明还涉及通过本发明的方法制造的面板组件。
24、本发明的另一个目的是提供一种用于制造面板组件的组装设备,该组装设备包括多个加工系统,每个加工系统包括铰接臂和设置在铰接臂的端部处的多功能工具,使得多个加工系统包括多个多功能工具,其中多个多功能工具包括以下中的每一个的一个或多个:
25、板条夹持元件,其被配置为沿着设置在板条夹持元件的相对端部之间的中心线夹持面板组件的木制板条;
26、板条定位元件,其被配置为将木制板条定位在板条组件内;
27、板条固定元件,其被配置为将木制板条固定到面板组件的相邻层的至少一个其它木制板条;
28、隔离夹持元件,其被配置为夹持隔离面板;以及
29、隔离定位元件,其被配置为将隔离面板定位在面板组件内;
30、其中,通信地联接到所述多个加工系统的一个或多个计算设备,所述一个或多个计算设备存储计算机可读指令,所述一个或多个计算设备被配置为,当所述计算机可读指令由所述一个或多个计算设备执行时,使所述多个加工系统从多个木制板条和多个隔离面板组装面板组件;
31、其中,所述计算机可读指令包括多个指令,所述多个指令在由所述一个或多个计算设备执行时,使得所述一个或多个计算设备中的至少一个计算设备向两个连续的板条夹持元件发送指令,以对准它们相应的中心线,从而至少部分地基于对于大长度的木制板条的长度超过预定长度阈值的确定来矫直由所述两个连续的板条夹持元件夹持的大长度木制板条的弯曲。
32、根据本发明的不同实施例:
33、两个连续板条夹持元件的相应中心线的对准在大长度木制板条的至少一端上施加横向压力;
34、两个连续板条夹持元件的相应中心线的对准导致大长度木制板条达到标称直线度;
35、所述计算机可读指令包括多个指令,所述指令在由所述一个或多个计算设备执行时使所述一个或多个计算设备中的至少一个计算设备确定第二木制板条的长度不超过所述预定长度阈值,并且将用于夹持并定位所述第二木制板条的指令传输到所述多个加工系统中的单个加工系统,所述单个加工系统包括单个夹持元件和单个定位元件;
36、预定长度阈值在50厘米至150厘米之间,优选地在100厘米至130厘米之间,并且优选地约120厘米;
37、板条夹持元件、板条定位元件和板条固定元件被配置为接触木制板条上的相同位置;
38、板条夹持元件包括夹持器;
39、板条固定元件包括一个或多个螺丝刀;
40、所述计算机可读指令包括多个指令,所述指令在由所述一个或多个计算设备执行时使得所述一个或多个计算设备中的至少一个计算设备将用于夹持和定位隔离面板的指令传输到所述多个加工系统中的仅一个加工系统;
41、隔离夹持元件包括一系列针,所述一系列针被配置为穿入隔离面板内以及从隔离面板弹出;以及
42、所述组装设备还包括保持结构,所述保持结构被配置为在所述面板组件由所述多个加工系统组装时保持所述面板组件。
43、本发明的另一个目的是提供一种用于制造面板组件的方法,该方法包括:
44、由通信地联接到多个加工系统的一个或多个计算设备存储组装循环软件程序,所述组装循环软件程序包括隔离面板子程序、木制板条子程序和大长度木制板条子程序;以及
45、由通信地联接到多个加工系统的一个或多个计算设备执行组装循环软件程序的多个迭代,从而制造面板组件,其中组装循环软件程序的每次迭代执行隔离面板子程序、木制板条子程序或大长度木制板条子程序中的一个或多个;
46、其中所述隔离面板子程序的执行使所述多个加工系统:
47、通过多个加工系统的隔离夹持元件来夹持隔离面板;
48、通过所述多个加工系统的隔离定位元件将所述隔离面板定位在所述面板组件的单个层的两个木制板条之间;以及
49、通过所述多个加工系统的绝缘夹持元件释放所述隔离面板;
50、其中木制板条子程序的执行使多个加工系统:
51、通过所述多个加工系统的板条夹持元件夹持长度不超过预定长度阈值的木制板条;
52、通过所述多个加工系统中的板条定位元件将所述木制板条定位在所述面板组件的相邻层的至少一个木制板条上;
53、通过多个加工系统的板条固定元件将木制板条固定到相邻层的至少一个木制板条;以及
54、通过所述多个加工系统的所述板条夹持元件释放所述木制板条;以及
55、其中所述大长度木制板条子程序的执行使所述多个加工系统:
56、由所述多个加工系统中的两个板条夹持元件夹持长度超过所述预定长度阈值的大长度木制板条,其中,所述大长度木制板条的每个端部被所述两个板条夹持元件中的一个夹持;
57、使所述两个板条夹持元件相对于彼此移动以对准所述两个板条夹持元件,从而矫直所述大长度木制板条的弯曲;
58、通过所述多个加工系统中的两个板条定位元件将所述大长度木制板条定位在所述面板组件的相邻层的至少一个木制板条上;
59、通过所述多个加工系统的两个板条固定元件将所述木制板条固定到所述相邻层的所述至少一个木制板条;以及
60、通过所述多个加工系统的所述两个板条夹持元件释放所述大长度木制板条。
61、在优选实施例中,两个板条夹持元件的对准导致大长度木制板条达到标称直线度。
- 还没有人留言评论。精彩留言会获得点赞!