一种切断部无毛刺加工工艺及其产品的制作方法
1.本发明属于钣金加工技术领域,涉及一种无毛刺加工工艺及无毛刺钣金件。
背景技术:
2.连续模,指的是压力机在成型冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,带料定距离移动一次,直至产品完成;钣金件在连续模内完成切边、冲孔、拉深、弯曲等工艺后,最终分离为产品和废料两部分。
3.倒角指的是把工件的棱角切削成一定斜面的加工。倒角是为了去除零件上因机加工产生的毛刺,也为了便于零件装配,一般在零件端部做出倒角。
4.现有技术中,如图1所示,在连续模上加工完成的产品,其最终切断部横截面会形成塌角、切断面、破断面和毛刺的分布,需要对毛刺进行倒角去除处理,导致在产品加工中必须追加单独的倒角去毛刺工程模具来对应,增加了工序处理的成本,影响了产品加工效率。
技术实现要素:
5.针对上述现有技术中钣金件连续模具加工中的最终切断部毛刺产生而需单独追加去毛刺工程模具的问题,本发明提供了一种切断部无毛刺加工工艺,无需附加单独的倒角去毛刺工程模具,节省了加工成本,提高产品质量和生产效率。并且相应提供一种最终切断部无毛刺的钣金件产品。
6.本发明提供的技术方案如下:
7.一种切断部无毛刺加工工艺,包括如下步骤:
8.钣金件包括一体的第一钣金部、第二钣金部;对第二钣金部进行至少2 次的向上冲裁、且第二次冲裁的间隙大于第一次冲裁的间隙;并且保持冲裁后的两部分不分离;
9.接着对第二钣金部进行至少2次的向下冲裁、且第二次冲裁的间隙小于第一次冲裁的间隙,使第一钣金部、第二钣金部两部分分离。
10.优选的,向上冲裁中,第二次冲裁的深度大于第一次冲裁的深度,且向上冲裁的深度为总料厚的50%;
11.向下冲裁中,第二次冲裁的深度小于第一次冲裁的深度。
12.优选的,对第二钣金部的向上冲裁和向下冲裁分别设为2次;
13.第一次的向上冲裁的间隙为钣金件料厚的8%,第二次的向上冲裁的间隙为钣金件料厚的10%;
14.第一次的向下冲裁的间隙为钣金件料厚的10%,第二次的向下冲裁的间隙为钣金件料厚的8%。
15.进一步的,第一次的向上冲裁的深度为钣金件料厚的10%,第二次的向上冲裁的深度为钣金件料厚的40%;
16.第一次的向下冲裁的深度为钣金件料厚的30-40%,第二次的向下冲裁的深度为钣金件料厚的10-20%。
17.优选的,s1、对钣金件进行第ⅰ工程,所述的钣金件包括第一钣金部、第二钣金部;第ⅰ工程为在一定冲裁间隙下向上冲裁第二钣金部,钣金件横截面受剪应力为主,发生弹性应变,第一钣金部下表面形成向上塌角,上表面被撕裂,不产生毛刺或者轻微产生毛刺;
18.s2、对所述第二钣金部进行第ⅱ工程,调整冲裁间隙,所述第ⅱ工程为向上冲裁第二钣金部,钣金件横截面主要受切应力,产生塑形应变,使钣金件产生下切断面,且在第ⅱ工程中,保持所述第一钣金部和第二钣金部剪切不分离;
19.s3、对所述第二钣金部进行第ⅲ工程,保持第ⅱ工程的冲裁间隙,所述第ⅲ工程为对向下冲裁第二钣金部,钣金件横截面受切应力为主,产生塑性应变,使所述第一钣金部横截面产生上切断面;
20.s4、对所述第二钣金部进行第ⅳ工程,调整冲裁间隙,所述第ⅳ工程为向下冲裁第二钣金部,钣金件横截面受剪应力为主,产生弹性应变,在钣金件中部产生破断面,使第一钣金部与第二钣金部分离,完成破断分离;所述第ⅳ工程利用切断冲头完成冲裁切断,并对第一钣金部的上表面毛刺进行倒角去毛刺,使上表面产生向下塌角;
21.其中,控制第ⅰ工程的冲裁间隙小于第ⅱ工程的冲裁间隙;
22.控制第ⅳ工程的冲裁间隙小于第ⅲ工程的冲裁间隙。
23.进一步的,步骤s4中采用的切断冲头的r角为r0.4、冲裁斜度为105
°
。
24.进一步的,步骤s1中,第二钣金部向上冲裁的深度为钣金件料厚的10%;
25.步骤s2中,第二钣金部向上冲裁的深度为钣金件料厚的40%;
26.步骤s3中,第二钣金部向下冲裁的深度为钣金件料厚的30-40%;
27.步骤s4中,第二钣金部向下冲裁的深度为钣金件料厚的10-20%。
28.进一步的,步骤s1中,第二钣金部向上冲裁的间隙为钣金件料厚的8%;
29.步骤s2中,第二钣金部向上冲裁的间隙为钣金件料厚的10%;
30.步骤s3中,第二钣金部向下冲裁的间隙为钣金件料厚的10%;
31.步骤s4中,第二钣金部向下冲裁的间隙为钣金件料厚的8%。
32.本发明还可以提供一种切断部无毛刺钣金件产品,根据上述的无毛刺加工工艺加工得到。
33.优选的,上述加工后的切断部无毛刺钣金件产品在最终切断部的切断横截面依次呈现塌角、切断面、破断面、切断面、塌角的分布。
34.与现有技术相比,由于现有的冲压冲裁加工的工作原理,钣金截断面会形成从上至下的塌角、切断面、破断面和毛刺分布,在连续模具上加工的钣金最终切断部需要去除毛刺的情况下,必须追加单独的倒角去毛刺工程模具来对应,本发明的有益效果体现在:
35.1)本发明通过半拔冲裁工艺实现了钣金横截面从上至下塌角,切断面,破断面,切断面,塌角的分布,从而精准切断产品无毛刺产生。
36.2)本发明中分阶段进行向上冲裁和向下冲裁,控制以适当的工艺条件,有效保证第一次向上冲裁/第二次向下冲裁进行适度的弹性形变形成均匀的塌角,第二次向上冲裁/第一次向下冲裁进行适度的塑性形变,产生规则的切断部,并设计了特殊的切断冲头,在切断两部分钣金件时,能够对撕裂的上表面形成的轻微毛刺进行倒角去毛刺处理,不需要再
额外追加单独的倒角去毛刺工程模具,从而,本发明处理效率高且提高了无毛刺工艺的可靠性。
附图说明
37.图1为现有技术中钣金工艺最终切断部断面图。
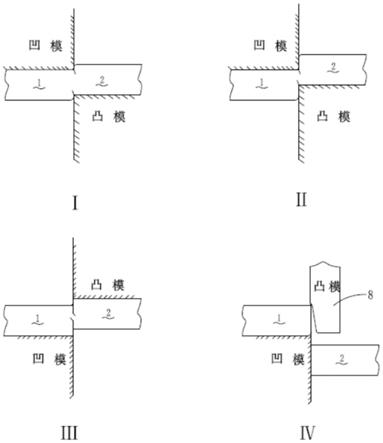
38.图2为本发明连续模工艺过程图。
39.图3为本发明工艺流程图。
40.图4为本发明切断冲头的结构示意图。
41.图5、6分别为发明工艺处理后钣金件的切断部断面图。
42.图中标注符号的含义如下:
43.a-塌角,b-切断面,c-破断面,d-毛刺;
44.1-第一钣金部,2-第二钣金部,3-向上塌角,4-下切断面,5-上切断面, 6-破断面,7-向下塌角,8-切断冲头。
具体实施方式
45.下面将结合具体实施例,对本发明中的技术方案进行清楚、完整地描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
46.根据本发明提供的一种无毛刺加工工艺,结合图2、3所示,对钣金件进行加工的步骤为:钣金件包括一体的第一钣金部1、第二钣金部2;对第二钣金部2进行至少2次的向上冲裁、且第二次冲裁的间隙大于第一次冲裁的间隙;并且保持冲裁后的两部分不分离;接着对第二钣金部2进行至少2次的向下冲裁、且第二次冲裁的间隙小于第一次冲裁的间隙,使第一钣金部1和第二钣金部2两部分分离。
47.根据本实施例,在向上冲裁中,第一次冲裁间隙较小,促使钣金件上形成的刀口横断面以受到剪应力为主,发送弹性形变,形成向上塌角3;钣金件横截面受剪应力为主,发生弹性应变,第一钣金下表面形成向上塌角3,上表面被撕裂,不产生毛刺和或者产生轻微产生(结合图5或图6所示);后续的冲裁间隙增较大,使钣金横截面主要受切应力,产生塑形应变,使钣金件产生切断面;相互匹配,能最大程度的减少毛刺的产生;同时,最大限度的减少对进行冲裁的冲头造成较大磨损。同理,在向下冲裁中,控制冲裁间隙的梯度变化,先施加较大的冲裁间隙,促使产生塑性应变,使所述钣金横截面产生上切断面;再施加较小的冲裁间隙,钣金横截面主要受剪应力,在钣金件之中产生弹性应变,产生破断面,第一钣金部与第二钣金部分离,也能最大限度的防止钣金件的上表面产生毛刺。而且,先向上冲裁,再向下冲裁,保证即使产生少量毛刺,也产生于连续模内产品的上表面,便于在连续模内同步处理干净,形成表面均匀规则的横截面。
48.作为优选的,向上冲裁中,第二次冲裁的深度大于第一次冲裁的深度,且向上冲裁的深度为总料厚的50%;向下冲裁中,第二次冲裁的深度小于第一次冲裁的深度。
49.通过向上的多级冲裁,结合本实施方式,第一级冲裁深度较少,促使钣金件上形成的刀口横断面受到剪应力,发送弹性形变,形成表面规则、平滑的向上塌角3、上表面同时撕裂,基本无毛刺或少毛刺产生;后续的较深度的冲裁处理,刀口横截面受切应力,发生适当的塑性变形,促使形成表面规则、平滑的下切断面4;接着,向下的多级冲裁,同样有利于逐
级冲裁的刀口横截面受切应力发生适当的塑性形变,产生表面规则、平滑的上切断面5,再进一步减小冲裁深度发生弹性形变,形成破断面6。从而钣金最终切断横截面产生塌角、切断面、破断面、切断面、塌角的分布,使钣金连续模加工的最终切断部无毛刺。至此,通过这种向上冲裁料厚一半的半拔冲裁工艺,能够促进塌角和切断面的形成,可进一步避免毛刺产生。
50.而为了进一步避免毛刺的生成,得到比较理想的横截面构造,对第二钣金部的向上冲裁和向下冲裁分别设为2次,结合图2所示;
51.第一次的向上冲裁的间隙为钣金件料厚的8%,第二次的向上冲裁的间隙为钣金件料厚的10%;
52.第一次的向下冲裁的间隙为钣金件料厚的10%,第二次的向下冲裁的间隙为钣金件料厚的8%;
53.进一步,第一次的向上冲裁的深度为钣金件料厚的10%,第二次的向上冲裁的深度为钣金件料厚的40%;
54.第一次的向下冲裁的深度为钣金件料厚的30-40%,第二次的向下冲裁的深度为钣金件料厚的10-20%。
55.从而,第一次的向上冲裁可以控制刀口横断面形成表面平滑、规则的向上塌角3,同时上表面被撕裂,不产生毛刺和或者产生轻微产生。第二次的向上冲裁的深度为钣金件料厚的40%;控制塑性变形的范围,形成下表面平滑、规则的下切断面4;
56.第一次的向下冲裁控制塑性变形的范围,使钣金件横断面形成表面平滑、规则的上切断面5。第二次的向下冲裁控制弹性应变的范围,在中间位置处产上破断面6,使第一钣金部1与第二钣金部2分离。
57.根据本发明提供的另一种实施例,结合图2、3所示,为一种无毛刺加工工艺,形成如下步骤:
58.s1、对钣金件进行第ⅰ工程,所述的钣金件包括第一钣金部1、第二钣金部2;第ⅰ工程为在一定冲裁间隙下向上冲裁第二钣金部2,钣金件横截面受剪应力为主,发生弹性应变,第一钣金部1下表面形成向上塌角3,上表面被撕裂,不产生毛刺和或者产生轻微产生;
59.s2、对所述第二钣金部2进行第ⅱ工程,调整冲裁间隙,所述第ⅱ工程为向上冲裁第二钣金部2,钣金件横截面主要受切应力,产生塑形应变,使钣金件产生下切断面4,且在第ⅱ工程中,保持所述第一钣金部1和第二钣金部2剪切不分离;
60.其中,控制第ⅰ工程的冲裁间隙小于第ⅱ工程的冲裁间隙;
61.s3、对所述第二钣金部2进行第ⅲ工程,保持第ⅱ工程的冲裁间隙,所述第ⅲ工程为对向下冲裁第二钣金部2,钣金件横截面主要受切应力,产生塑性应变,使所述第一钣金部1横截面产生上切断面5;
62.s4、对所述第二钣金部2进行第ⅳ工程,调整冲裁间隙,所述第ⅳ工程为向下冲裁第二钣金部2,钣金件横截面主要受剪应力,产生弹性应变,在钣金件中部产生破断面,使第一钣金部1与第二钣金部2分离,完成破断分离;如图5到图6所示,所述第ⅳ工程利用参见图4所示的切断冲头8完成冲裁切断,并对第一钣金部的上表面毛刺进行倒角去毛刺,使上表面产生向下塌角7。
63.根据本实施例,钣金最终切断横截面产生向上塌角3或轻微毛刺、下切断面4(无毛
刺)、破断面6、上切断面5(无毛刺)、向下塌角7(无毛刺)的分布,即使钣金件的上表面有轻微毛刺产生,也可以利用切断冲头在冲裁分离的同时完成倒角去毛刺过程,使钣金连续模加工的最终切断部无毛刺产生,节省工序,提高产品质量和加工效率。
64.作为优选的一实施方式,步骤s4中采用的切断冲头的r角为r0.4(也即倒角半径为0.4mm)、冲裁斜度为105
°
。从而,在利用切断冲头完成冲裁切断过程时,还能同步对第一钣金部的上表面毛刺进行倒角去毛刺处理,使第一钣金部的上表面产生均匀规则的向下塌角7,而无需另外单独增加相应的模具,集成处理,提高处理效率并节约成本。
65.在上述实施例中,为了促进钣金件最终切断横截面的规则形态,控制:
66.步骤s1中,第二钣金部向上冲裁的间隙为钣金件料厚的8%;
67.步骤s2中,第二钣金部向上冲裁的间隙为钣金件料厚的10%;
68.步骤s3中,第二钣金部向下冲裁的间隙为钣金件料厚的10%;
69.步骤s4中,第二钣金部向下冲裁的间隙为钣金件料厚的8%。
70.步骤s1中,第二钣金部向上冲裁的深度为钣金件料厚的10%;
71.步骤s2中,第二钣金部向上冲裁的深度为钣金件料厚的40%;
72.步骤s3中,第二钣金部向下冲裁的深度为钣金件料厚的30-40%;
73.步骤s4中,第二钣金部向下冲裁的深度为钣金件料厚的10-20%。
74.从而,使第一钣金部1与第二钣金部2分离,分离后的钣金件的上下表面无毛刺产生,不需要额外的工艺处理。
75.实施例1
76.s1、对钣金件进行第ⅰ工程,所述的钣金件包括第一钣金部1、第二钣金部2;第ⅰ工程为利用常规的半切冲头向上冲裁第二钣金部2,冲裁间隙为8%的料厚、冲裁深度为10%的料厚,钣金件横截面受剪应力为主,发生弹性形变,使钣金件的下表面形成向上塌角3,上表面被撕裂,不产生毛刺和或者产生轻微产生;
77.s2、对所述第二钣金部2进行第ⅱ工程,所述第ⅱ工程为利用半切冲头向上冲裁第二钣金部2,冲裁间隙为10%的料厚、冲裁深度为40%的料厚,钣金件横截面受切应力为主,发生塑性形变,使钣金件产生下切断面4;且在第ⅱ工程中,保持所述第一钣金部1和第二钣金部2冲裁不分离;
78.s3、对所述第二钣金部2进行第ⅲ工程,所述第ⅲ工程为利用常规的落料冲头向下冲裁所述第二钣金部,冲裁间隙为10%的料厚、冲裁深度为10%的料厚,使所述第一钣金部3受切应力为主,发生塑性形变,产生上切断面5;
79.s4、对所述第二钣金部进行第ⅳ工程,所述第ⅳ工程为利用切断冲头向下冲裁第二钣金部2,冲裁间隙为8%的料厚、冲裁深度为40%的料厚,使第一钣金部1横截面受剪应力为主,发生弹性形变,产生破断面6,第一钣金部1与第二钣金部2分离;所述第ⅳ工程中利用切断冲头8完成冲裁切断后,并对第一钣金部的上表面毛刺进行倒角去毛刺,使第一钣金部的上表面产生向下塌角7。
80.最终无毛刺钣金件产品在切断部的横断面如图3所示,形成塌角、切断面、破断面、切断面、塌角的分布,无毛刺产生。
81.实施例2
82.本实施例与实施例1基本相同,不同之处仅在于:
83.步骤s3中,冲裁深度为35%的料厚;
84.步骤s4中,冲裁深度为15%的料厚。
85.最终无毛刺钣金件产品在切断部的横断面基本如图3所示,形成塌角、切断面、破断面、切断面、塌角的分布,无毛刺产生。
86.实施例3
87.本实施例与实施例1基本相同,不同之处仅在于:
88.步骤s3中,冲裁深度为30%的料厚;
89.步骤s4中,冲裁深度为20%的料厚。
90.最终无毛刺钣金件产品在切断部的横断面基本如图3所示,形成塌角、切断面、破断面、切断面、塌角的分布,无毛刺产生。
91.对比例1
92.步骤s1中,冲裁深度为25%的料厚;
93.步骤s2中,冲裁深度为40%的料厚;
94.步骤s3中,冲裁深度为20%的料厚;
95.步骤s4中,冲裁深度为15%的料厚。
96.对比例2
97.步骤s3中,冲裁深度为20%的料厚;
98.步骤s4中,冲裁深度为30%的料厚。
99.对比例3
100.步骤s4中,冲裁间隙为10%的料厚。
101.对比例4
102.步骤s1中,冲裁间隙为10%的料厚。
103.按照上述各例的工艺制备的结果说明:
104.对比例1中向上裁切深度过大,对于切断面、破断面的面积大小会有影响,也导致了毛刺的产生,使切断后的横截面形状不规则、过渡不均匀。
105.对比例4中由于第一次向上冲裁间隙较大,导致钣金件的上表面形成毛刺过多,后续通过步骤s4中的第ⅳ工程难以处理。
106.对比例1和对比例2中由于步骤s1、s4的冲裁深度超过一定范围,导致毛刺容易产生,对比例3和对比例4中,步骤s1、s4的冲裁间隙超过一定范围,导致毛刺增多,而且难以通过步骤s4同步处理干净、达到表面平滑的效果。
107.本发明通过控制步骤s1、s2、s3、s4的冲裁间隙和冲裁深度,即使在步骤s1中对钣金件上表面产生少量毛刺,但可以通过连续模工序的步骤s4同步倒角去毛刺处理,从整体上有效保证塌角面、切断面、破断面、切断面、塌角面之间过度光滑、规则性。
108.应当说明的是,上述实施例均可根据需要自由组合。以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1